



聚碳酸酯(PC)是优秀的工程塑料,也是三大透明塑料(PMMA、PC、PS)中的重要品种,因此它是一种优良的透明工程塑料。其主要物性已在第九章中译述,这里仅从用作光学塑料的角度来介绍一些有关的性能。
1.性能
常用的双酚A型PC有优良的光学性能,透光率达90%;折射率较高,20℃时折射率可达1.587,140℃时折射率为1.575;阿贝数为29.9,雾度<3.0%;透光度随壁厚增大和光线波长变短而下降;双折射率较大,综合光学性能不及PMMA。但它能阻截<300nm波长的紫外线光和波长为0.523nm的激光,还能吸收等离子火花中释放出来的各种紫外线。因此,它是一种防紫外线、防激光、遮阳光和滑雪防护镜用的良好镜片材料。
PC力学性能优良,尤其是抗冲击性优于PMMA2~3倍,防弹击性好,耐热与耐寒性好,可在-135~130℃温度范围长期工作。此外,其耐化学药品性好,吸水率低,蠕变性约为PMMA的1/10,尺寸稳定性好,且无毒,卫生安全,因此也是一种优良的医药、食品用透明塑料。几种国产PC树脂的性能见表15-13。
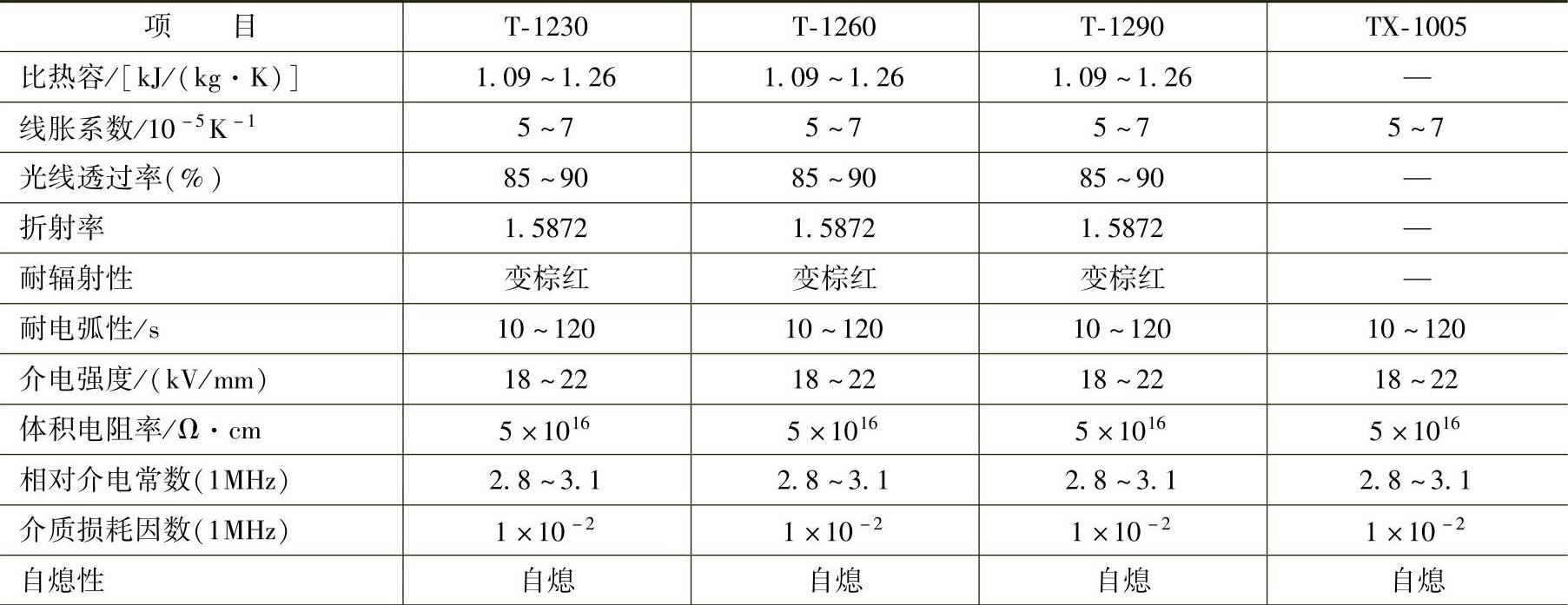
表15-13 国产PC树脂的性能
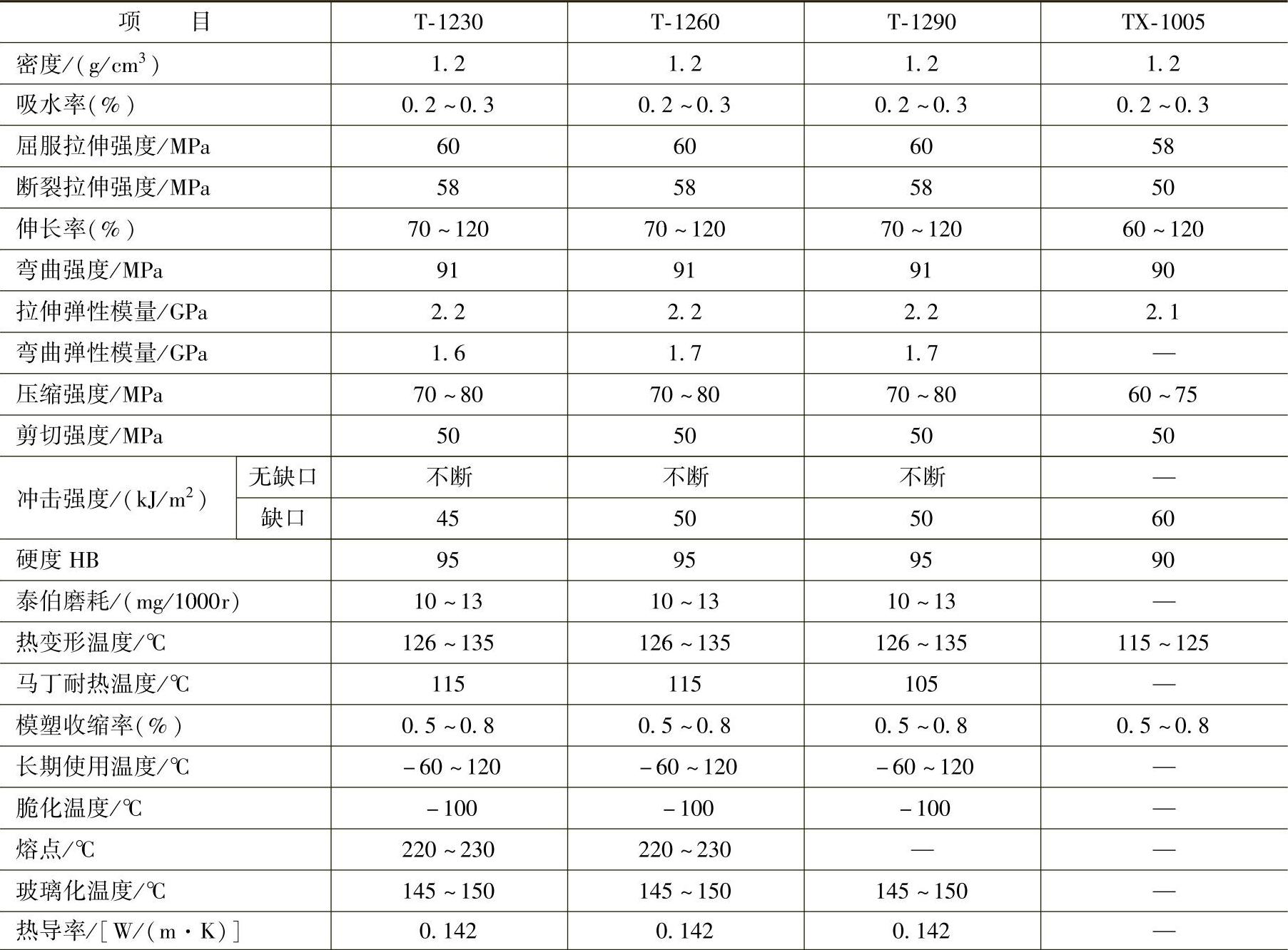
(续)
但PC也有明显的缺点,如表面硬度比PMMA低、耐磨性差、对缺口敏感、成型后残余应力大、取向性明显等,它是水敏性塑料,易发生水解,耐沸水性差,熔融指数低,流动性差。
因此,人们开发了一系列的改性PC品种,如芳香族PC、CD、DVD、VCD等光盘基板专用PC,镜片、镜架用PC等品种。它们各取得了不同程度的改性效果,如降低了双折射率等。其折射率可达1.59,雾度<0.6%,熔融指数,可达70~90g/10min,流动性好,可加工薄壁制品。
2.成型加工
PC塑料可用注射、挤出、吹塑和热成型等工艺加工制品,挤出、吹塑、热成型工艺简介如下(注射工艺见第九章)。
(1)挤出成型 该工艺可加工PC薄膜(如透明电容器绝缘膜)、管材、板(片)材、异型材及光纤芯,氟化PC可作PC芯皮层,还可共挤复合膜及板(片)材。下面以挤出PC板材工艺为例简介如下:
1)原料。PC板又称阳光板,常用原料有两种,一种是普通PC树脂,另一种是PC树脂中加入了紫外线吸收剂等助剂组成的配方料。也可由表层为含紫外线吸收剂的PC料与内层为PC料组成共挤配方料。纯PC树脂K值为56以上。
2)工艺流程。普通PC板挤出工艺流程包括原料干燥、挤出、三辊压光、冷却、牵引和切割等工序。
①干燥工序。真空干燥温度为100~120℃,时间为8~12h,料层厚度<25mm,干燥后含水量<0.03%。干燥后应立即使用。挤出机应设有保温干燥料斗,料斗温度为100℃,滞留时间<30min。
②挤出成型工艺。一般采用单螺杆挤出机,衣架式机头和压缩段较长的渐变型螺杆。其压缩比为2.5~3,长径比>20∶1,转速为100r/min。
③成型条件。料筒温度为220~270℃;机头温度为220~250℃;三辊压光机压辊温度,上辊为120~135℃,中辊为130~140℃,下辊为140~150℃;压光机转速应与挤出速度相适应。
(2)热成型 PC玻璃化温度高达150℃,熔点明显,热成型温度较高。成型前板料必须在110~130℃内干燥,时间视板厚而定,一般板厚为0.5~3mm的,加热时间为0.5~6h,不干燥则会出现雾状微孔群,降低韧性及透明度。(https://www.xing528.com)
加热温度为225~245℃,最低加热温度为215℃,模具温度为75~95℃,柱塞温度为275~315℃。
(3)吹塑成型 PC塑料可用挤吹、注吹、共挤(注)吹和注拉吹等工艺加工容器。其中,挤出吹塑及注射→拉伸→吹塑工艺应用最广,可加工抗冲击、耐高温消毒(120℃,20~30min)、耐高低温、重复使用、不易破损及尺寸精度较好的容器,如19L矿泉水、纯净水、蒸馏水包装容器和奶瓶等;复合PC材料可作氧化敏感性食品、碳酸饮料、化学品、化妆品的包装容器等。
1)原料。包装容器常采用卫生安全级、无毒、无味、无臭的吹塑级PC树脂。按制品大小壁厚和挤(注)吹工艺方法选用不同粘度的树脂。低粘度料的MI值一般为2~3g/10min,中粘度料的MI值为3~5g/10min,高粘度料的MI值为6~9g/10min。
原料成型前必须烘干,烘干温度为110~120℃,时间为3~5h,料层厚度<40mm。如果采用真空排气装置的挤出机或注射机加工,则可不进行干燥处理。控制含水量为0.01%~0.02%。
2)吹塑工艺条件。以加工19L饮水桶及奶瓶为例介绍如下:
①挤出吹塑19L饮水桶。采用带储料缸直角机头的挤出吹塑机,等距不等深圆头渐变型螺杆。料筒温度为250~260℃,机头温度为245~255℃,口模温度为245~255℃。模具温度:瓶底为65~85℃,瓶体为65~85℃,瓶颈为55~65℃。吹胀压力为0.6~1.0MPa,吹气时间为45~60s,吹胀比为(2.0~2.5)∶1,收缩率为0.5%~0.8%,热处理工艺120℃×30min。
②注射→拉伸→吹塑PC奶瓶。采用低粘度PC树脂。工艺流程包括原料干燥、注射型坯、调节型坯温度、拉伸吹塑和顶出脱模等工序。
●型坯注射工艺条件。采用注拉吹专用成型设备。螺杆为等距渐变结构,压缩比为2~3,长径比为20~24,料筒温度为240~300℃,喷嘴温度为270~300℃,注射压力为80~130MPa,模具温度为80~110℃,螺杆转速为30~120r/min,背压为0~10MPa。为了降低残余应力,一般选用高模温和低保压压力。
●拉伸吹塑工艺。型坯调节温度为300℃,吹塑压力为1.6MPa,制品收缩率为0.5%~0.7%,回收料必须保持清洁,掺用比例<30%,回用次数<3次。
除上述成型工艺外,PC也可进行表面涂饰,如涂耐磨剂和抗紫外线剂等,也可用粘结剂或溶剂粘接。
3.应用
利用PC的透明性、耐候性、抗冲击性、卫生性和耐热性等特性可广泛用于建筑、通信、照明、光学器材、车辆、船舶和航空等行业制作光学制品。
在建筑行业中,可用作阳光板、隔声及保温板、选择性控制光及热辐射板、暗花装饰板等制作各类屋面、墙板和视窗等制品。
在信息行业中,可作各类光盘、激光唱片、光导纤维和电容器膜。
光学制品方面,可作镜片、棱镜、透镜、护目镜、仪表外壳、照明灯罩及其他光学元件等。
在车辆、飞机行业中,可作安全帽、防护面罩挡风板、防弹玻璃、各种舷窗、机舱罩、反光镜、车灯罩、大型灯罩、探照灯罩和防爆灯罩等。
在包装行业中,可作饮水桶、食品和医药包装容器、高温消毒容器、耐微波的包装材料,医药级PC可作经γ射线、环氧乙烷和高压消毒的材料,共挤PC还可作碳酸饮料、化妆品等阻隔性包装材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。