



为了实现提高PE泡沫塑料的刚性,降低蠕变及成本等目的,常采用填充改性PE的方法来配制PE泡沫塑料。
1.填充改性聚乙烯泡沫塑料组成
配方料以PE树脂(LDPE或HDPE或其共聚物)为主体,以偶氮二甲酰胺为发泡剂,以无机物为填料,外加其他助剂组成。
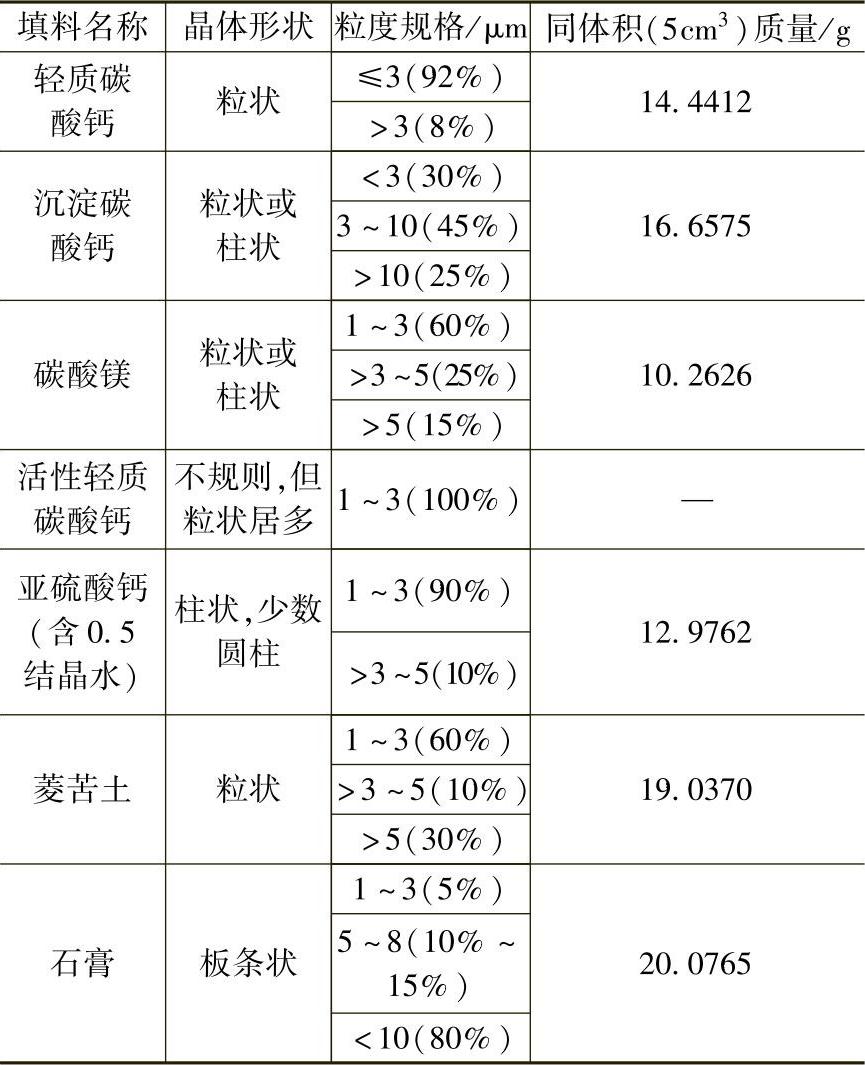
无机物填料品种很多,其性能、填料含量,粒度、水分和结晶形态对泡沫塑料性能有重要影响,需按制品性能而选。部分常用填料品种及性能见表14-103。
表14-103 部分常用填料及性能
2.填充改性PE泡沫塑料的性能
填充改性PE泡沫塑料可配制成不同性能的品种用作各种制品和成型工艺,现举例介绍如下:
(1)聚乙烯泡沫天花板 它是在LDPE树脂中加入碳酸钙填料、发泡剂和交联剂等助剂组成的配方料,经混炼、交联、发泡和吸塑成型而制成的一种室内装饰材料。发泡板厚度一般为6mm,密度250kg/m3,可制作各种花纹图案的板面,色泽好,质轻,耐水防潮,保温隔热,吸声,可配制阻燃板,二次加工性好,便于安装和施工,价格便宜,是目前用作天花板的主要材料,用途很广。
1)该产品一般分为两种,一类是钙塑板,另一类是阻燃板。由于聚乙烯是易燃材料,而且有烧滴现象,通过加入大量碳酸钙,烧滴现象可有较大的改善,但仍可燃。加入阻燃剂可以增强阻燃效果,但成本较高。该产品生产设备较简单,工艺控制也不复杂,容易掌握。另外,由于该产品较柔软,施工时应注意防止出现中间下垂现象。此类制品主要供宾馆、高级饭店、礼堂和影剧院等公共场所使用。
PE泡沫天花板分为A、B两个品种,A为普通型,B为阻燃型。其外观质量要求和物理力学性能指标分别符合表14-104和表14-105的规定。
表14-104 PE泡沫天花板外观质量要求
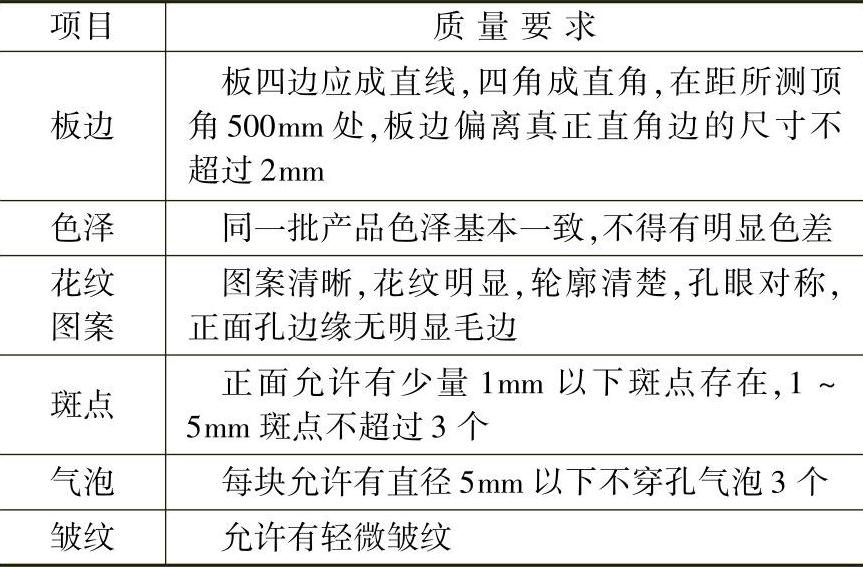
表14-105 聚乙烯泡沫天花板的物理力学性能指标

2)配方。普通型PE泡沫天花板典型配方见表14-106。
表14-106 普通型PE泡沫天花板典型配方

阻燃型配方是在上述配方中再加入三氧化二锑6~8份,氟化石蜡3~5份而成的。
3)成型工艺。其成型工艺流程如图14-64所示。
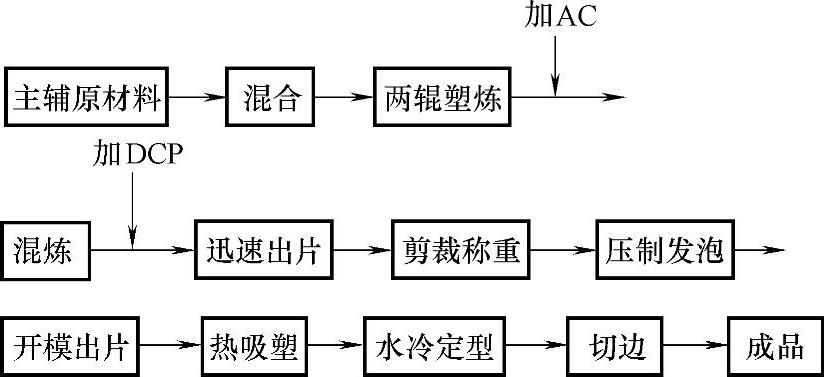
图14-64 聚乙烯泡沫天花板的生产工艺流程
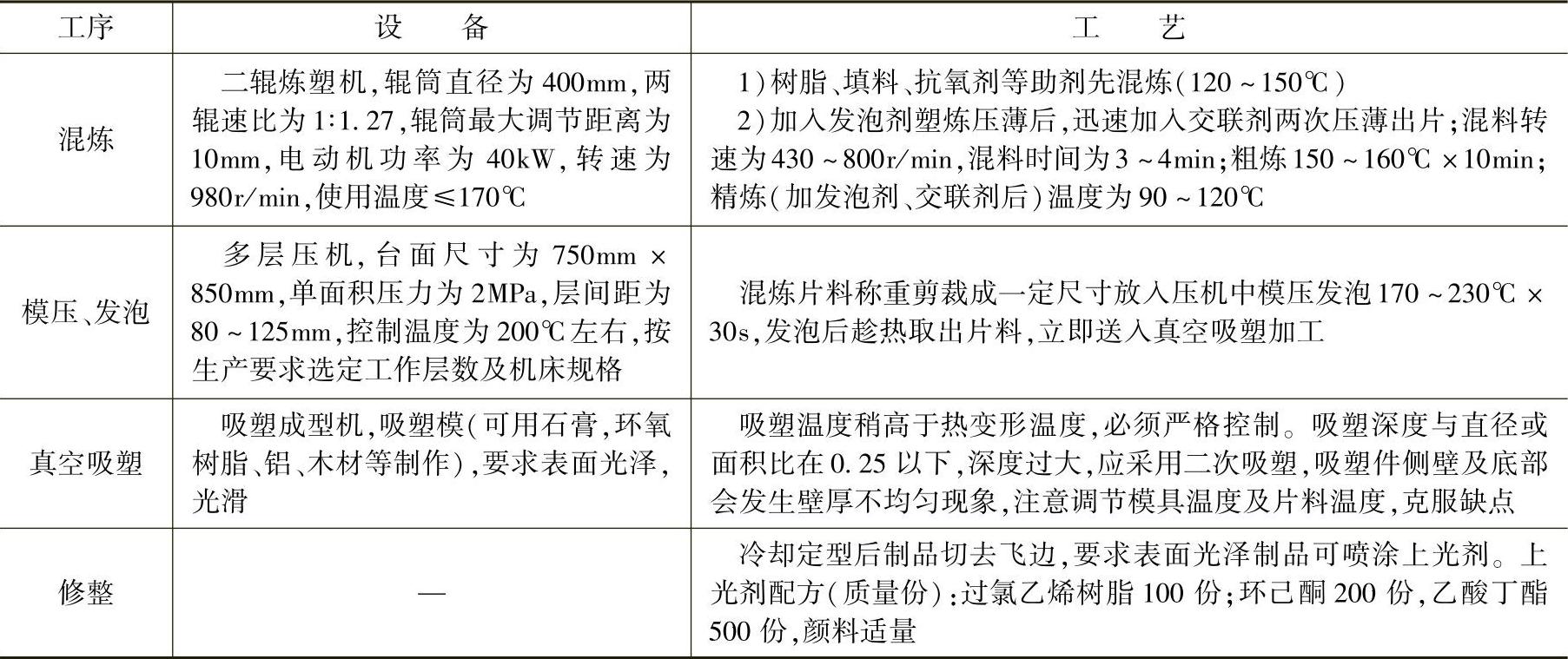
其具体的成型工艺见表14-107。
表14-107 PE泡沫天花板成型工艺(吸塑板)
(2)高发泡钙塑料 高发泡钙塑料都用于建筑的内装修,如天花板装饰品等。
1)工艺流程。高发泡钙塑料的工艺流程如下:(https://www.xing528.com)
配料→高速捏合→混炼→压延薄片→预发板坯→热压发泡→冷却成型→切割修边→高发泡板料。
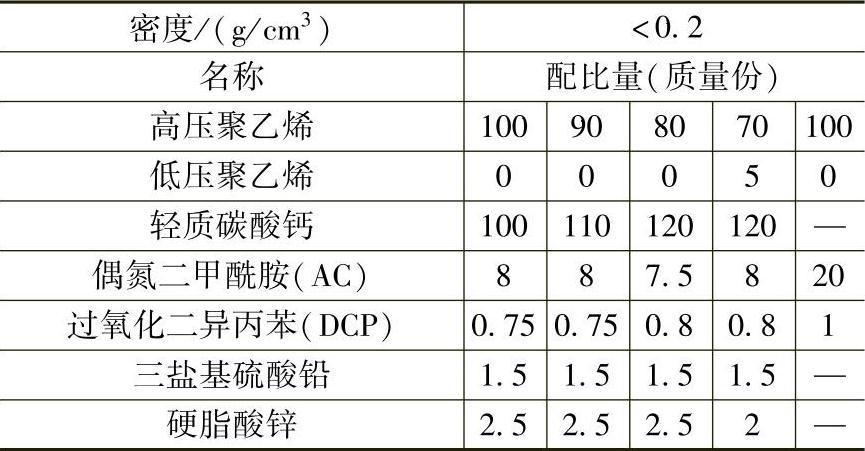
2)高发泡钙塑料的配方见表14-108。
表14-108 高发泡钙塑料的配方
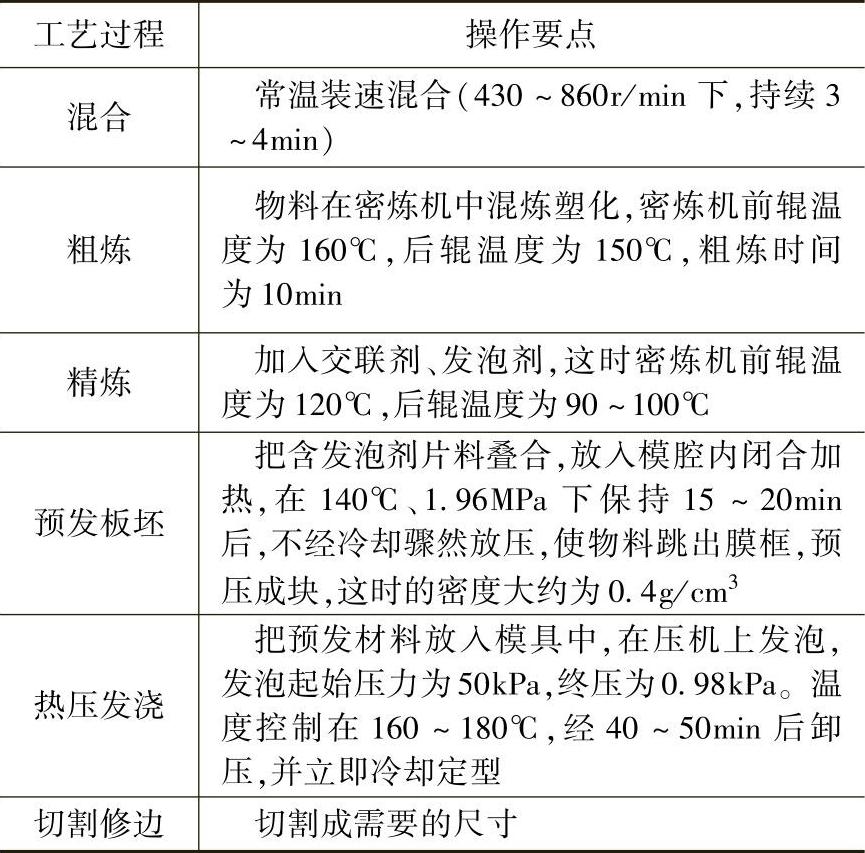
3)高发泡钙塑料板材的工艺要点见表14-109。
表14-109 高发泡钙塑料板材的工艺要点
(3)填充改性PE注射发泡塑料 专用配方的填充改性PE泡沫塑料可用于注射发泡成型加工注射泡沫制品,如电器安装座、线团芯轴等,可代替传统的木材制品,其生产效率高,防潮,绝缘性好,可进行钉、削、拧螺钉等二次加工,比木质制品便于安装及使用,且可节省大量木料。目前,我国已成批生产用于PE发泡料加工这类注射制品。
1)配方料见表14-110。
表14-110 电器安装座及线团芯的配方

2)注射发泡原理。采用可发性粒料低发泡注射成型方法,粒料在料筒中塑化时发泡剂分解,但在压力下只形成一个个发泡核与熔料均匀混合,只有当其注入模腔后才会发生膨胀发泡。为此在注射发泡过程中必须建立如下条件:
①在物料塑化时,采用自锁式喷嘴,并选用适当的背压,使熔料在高压下塑化并使发泡剂分解,但不发泡,只生成均匀分布的发泡核,形成含气熔体。
②含气熔体流动性差,当注射时打开喷嘴应使熔体迅速注入填满模腔,因此浇注系统的流动阻力要小,流道要短粗平直,注入量要适当,熔体在模腔中可迅速发泡成型。
③模具中必须设有排气槽,可充分排出模腔内空气,保证熔料充分发泡。
④对多型腔模具要平衡各腔分流道填充量,设有调节流量装置(如在流道出口处设置调节螺钉等),保证各模腔同时充满熔料。
3)注射成型工艺。其工艺流程包括配料。注射发泡和冷却定型等工序。
①配料,按配方称量PE树脂加入少量白油及CaCO3等填料均匀拌匀成混合料,在挤出机中进行造粒(成型温度为180~120℃),再将粒料加入白油(少量)及偶氮二甲酰胺发泡剂搅拌均匀,成为粘附发泡剂的PE可发性粒料。
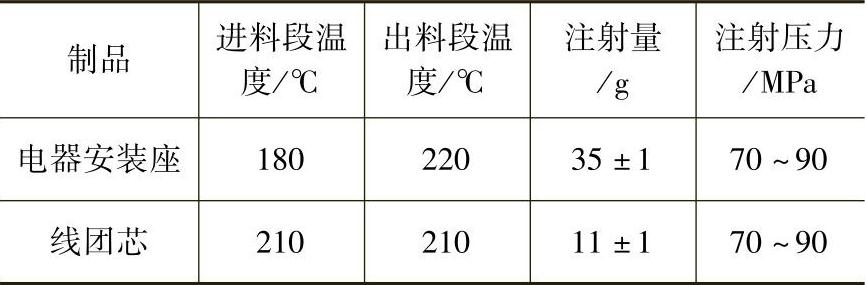
②注射发泡。将粒料进行低发泡注射成型,工艺参数见表14-111。
(4)玻璃纤维增强PE泡沫塑料为了提高泡沫塑料的刚性及抗蠕变性(比PS泡沫料差),可加入玻璃纤维、滑石粉、云母和石棉等填料配制PE泡沫塑料,如加入20%(质量分数)长度为3~6mm玻璃纤维的PE泡沫塑料,可提高弹性模量及拉伸强度2倍,可提高弯曲强度3倍,耐热温度可提高30℃,阻燃性能可提高3倍,但冲强度会下降1/2。
表14-111 填充PE发泡塑料注射工艺参数
3.填充改性PE泡沫塑料的加工性
填料改性的低发泡聚乙烯泡沫塑料的发泡方法有模压发泡、挤出发泡、注射发泡和真空发泡成型等。模压发泡与不含无机填料的树脂发泡基本相同。挤出发泡的设备要求更高,如挤出机动力要求大、螺杆长径比大等。注射发泡的特点是物料流动性差,因此温度和压力要适当提高,以求得较好的流动性和发泡效果。发泡可在注射完毕后开模发泡,或高速注入瞬间发泡。注射发泡的关键在于:①浇口、铸口比通常的大;②喷嘴要有闭锁装置;③背压要严格控制达到螺杆不后退和物料筒内不预先发泡;④模腔要注意排气;⑤利用适当的注射速度以利于发泡。
真空发泡成型是将模压的毛坯放在具有密布小孔的模具上,加热软化后抽真空使之发泡,然后急速冷却定型。我国目前已成批生产的填料改性的低发泡聚乙烯制品有电器安装座和线团芯等。这种线团芯生产周期较短,防潮性能优于木质线团芯;电器安装座历来采用木制品,需耗用大量木材,改用填料改性的低发泡聚乙烯制品后,不但具有与木材相同的钉、削、拧螺钉等性能,而且绝缘性、防水性都优于木质安装座。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。