



1.按泡沫塑料生产方法分类
按泡沫塑料生产方法FP-PS可分为如下两类:
1)可发性PS珠粒,简称EPS。它是在悬浮聚合的PS颗粒中掺入低沸点液态发泡剂,或在PS单体聚合过程中加入发泡剂,使PS形成可发性珠粒,可用于挤出发泡成型和模压成型加工块料、板材及各种机电产品的防振缓冲包装制品。EPS为高发泡塑料,其制品密度一般为15~60kg/m3,发泡倍率为40~60,最高可达100以上。不同用途的制品密度不等,一般包装材料、建材板料、防水隔热材料的密度为20~50kg/m3,漂浮材料的密度为3~10kg/m3,纸材或片材的密度为96kg/m3左右,可用于吸塑成型加工一次性容器及包装盒等制品。
该类料还可分为不同的品种,如按燃烧性分为易燃性、自熄型;按功能可分为耐油型、抗静电型、易着色型、快速成型型和节能型等;按粒料直径可分为1号~7号7个等级不同用途制品应选用不同粒径的料,7号料几乎是粉料。加工小而薄的制品则宜选用小粒径的料。
2)直接发泡PS料,常用于模压、挤出加工低发泡制品(板材,片材)。它是用相对分子质量较高的乳液聚合的粉状PS树脂与固体发泡剂及其他助剂的混合物,通过直接挤出发泡、冷却定型后制成的板材、片材,或者用模压工艺将混合料制成毛坯,然后再发泡成型加工成各种制品。该类PS泡沫塑料的发泡倍率<30,密度为90~100kg/m3,重质料的密度可大于100kg/m3,可制成结皮结构和表面呈木纹或大理石花纹的建材。板材和片材的密度一般为25~60kg/m3或100~600kg/m3,电气材料的密度为60~200kg/m3,挤出片材的厚度一般为0.2~2mm,可作吸塑包装制品。这种发泡塑料与EPS相比,强度高,泡孔均匀,没有珠粒熔结界面,介电性能优良,表面质量好。
2.按泡沫结构分类
按泡沫结构可分为以下四种类型:
1)预发泡结构,即用EPS粒料经预发泡后再模压成型,其泡沫体由预发泡粒料在加热加压后熔结成一体,各预发泡体独立形成封密结构,如图14-34所示。(https://www.xing528.com)
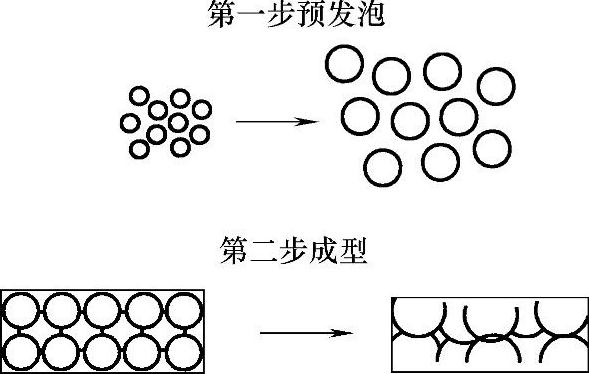
图14-34 可发性聚苯乙烯泡沫塑料的成型原理
2)自由发泡结构,即在挤出时泡沫体自由发泡,形成较高发泡的泡沫体。
3)结构泡沫体,即在可控挤出发泡成型或模压成型时生成结皮结构的泡沫体。
4)微孔泡沫体。一般用EPS料加入成核剂后在挤出吹塑成型生成微孔结构的泡沫体,常用于制作纸材和片材,其泡孔极细,表面有光泽,轻而柔软,有良好的隔热及防水性。
此外,按不同成型工艺及制品性能,PS泡沫料还可分为各种不同用途的品种。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。