



【摘要】:对用高粘度无流动性的F4等树脂为基体配制的发泡塑料,则需采用烧结发泡成型方法制作发泡制品。下面以加工F4烧结发泡制品为例,而介绍其成型工艺。烧结前毛坯应干燥处理,并用计量法检查成孔剂是否全部逸出,从而决定是否进行烧结。
对用高粘度无流动性的F4等树脂为基体配制的发泡塑料,则需采用烧结发泡成型方法制作发泡制品。下面以加工F4烧结发泡制品为例,而介绍其成型工艺。
1.工艺流程
其烧结发泡工艺流程如图14-26所示。
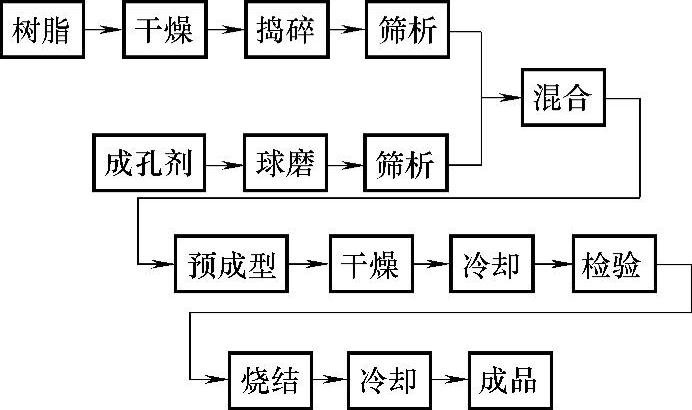
图14-26 聚四氟乙烯发泡塑料的生产工艺流程
2.配方料
用F4悬浮树脂与成孔剂(稠环芳烃C10H6),先各自经孔径为0.36μm的金属网筛检,保证粒度大小尽量一致。用高速混合机均匀混合即可,一般在成型前随用随配。
3.预成型(https://www.xing528.com)
预成型包括加料、压制和烧结三个工序。
1)加料。在室温(25℃)洁净环境中,必须迅速准确地将配方料均匀地加入模具中,如间隔时间过长则低沸点成孔剂会逸逃,降低成孔率,且树脂的静电引力会吸附灰尘而影响制品质量。
2)压制。压制压力一般取20~40MPa,随料粒大小而定,粒大则压力大,但压力过大制品易翘曲、变形和开裂;压力小则结合力差,制品强度低,收缩大。
3)烧结。烧结是关键的工序。烧结前毛坯应干燥处理,并用计量法检查成孔剂是否全部逸出,从而决定是否进行烧结。烧结升温速度不宜太快,否则制品内外温差大,会产生翘曲不平或开裂。制品中成孔剂如不能全部逸出,则会降低电性能。
4)干燥。干燥应彻底,可用看孔迹、闻气味或称质量等方法检查。干燥时应打开排风道,炉门打开10~20cm进行排气,但不能开太大,会影响升温速度、干燥温度及炉温的均匀性。但炉门开得太小,排气不良会导致延长干燥时间,甚至发生爆炸。
5)F4泡沫塑料收缩率较大,横向收缩率为5%~6%,纵向收缩率为6%~7%,在模具设计时应予以考虑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。