



喷涂发泡成型又称喷泡成型,是PU等热固性泡沫塑料的主要成型工艺,其施工方式与喷漆相似,不需用模具,可将泡沫塑料直接喷涂在被涂制品表面生成泡沫塑料层,且无论是水平面、垂直面、顶面、简单或复杂形状的型面都可喷涂,生产效率高,可加工大面积制品。涂层无熔接缝,工艺及设备简单,可用于现场施工。用不同配方料可喷涂防腐、隔热、防水、吸声等各种性能的涂层。但涂层表面粗糙,工作时环保条件较差,尺寸精度较低,物料损耗大,气味也较大。
1.喷泡成型原理
喷泡设备由物料筒、计量泵、喷枪和空压机等组成。喷泡成型时将分别储存于料筒内的两种(或两种以上)的反应物料,由计量泵按配比称量输入喷枪中混合,并借助压缩空气喷成雾化状喷涂于施工物件表面,形成涂层并立即发生发泡及凝固反应,在很短时间内就可生成泡沫层,经表面修整后,即制成喷涂制品,且一般不需要后固化处理。
喷涂用物料为专用配方料,具有较快的发泡速度、凝固速度和较好的流动性,其粘度小,各组分相容性好,可保证物料喷涂于垂直面或顶面时尚未流失就已发泡凝固,同时可保证物料易被雾化和充分混合。
物料的配方按不同用途、外界气温和施工对象而设计。例如,喷涂金属结构件时,由于金属传热快,底层泡沫层因散热快会降低发泡能力,致使密度增大,于是应调节催化剂和发泡剂的用量,以适应工艺性。
2.喷枪结构及喷涂方法
喷泡成型的喷枪结构按物料混合形式可分为喷出后再混合及内混合后再喷出两类,按输空气状态可分为输入雾化空气和无雾化空气等形式。常见的几种喷枪结构如图14-18所示。
喷涂发泡方法按不同外力形式可分为低压空气喷泡、高压无空气喷泡、泡沫状喷泡和机械泡状喷泡等形式,以备于不同配方料及成型工艺条件选用。
(1)低压空气喷泡法 它是应用最早,目前较普遍采用的一种方法,工作时用低压计量泵将物料输入喷枪,经压缩空气雾化喷到工件表面发泡成型。其特点是反应速度快,不需用模具,便于现场施工,泡沫厚度无限制,但表面不平,不光滑,物料损耗大,气味大,会污染环境。(https://www.xing528.com)
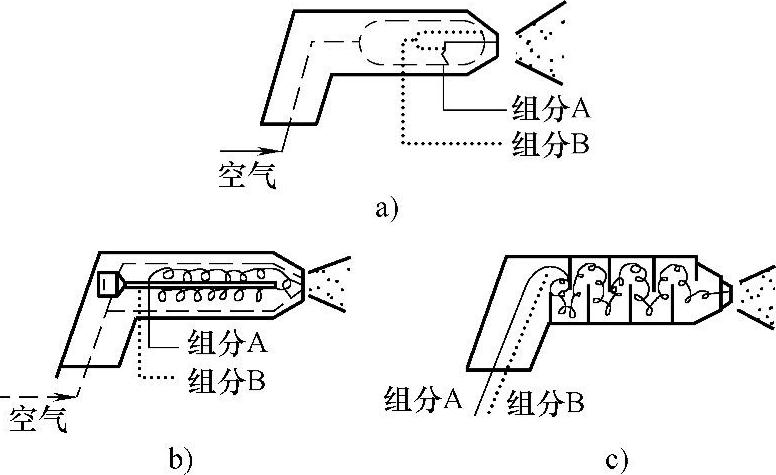
图14-18 常见几种喷枪结构
a)空气雾化,外混合型 b)空气雾化,内混合型 c)无空气雾化,内混合型
(2)高压无空气喷泡 利用高压计量泵将物料输入混合头,在4.9MPa以上的高压作用下突然减压,使物料雾化喷射到工件表面发泡,雾化粒子细,飞溅少,物料损耗少,有利于保护环境,安全施工。
(3)泡状喷泡 该法又称为二次发泡或泡沫发泡法,其特点是物料喷出时因液体受料温影响而汽化,进行物理发泡使物料成泡沫状组分,然后再发生化学反应发生第二次发泡。其优点是发泡倍率大,密度小,泡沫体上升方向与垂直方向压缩强度差小,发泡压力小,用模具时耐压强度要求低,皮芯层密度差小。
(4)机械泡状喷泡 该方法是利用不活泼气体(如空气与N2)为发泡剂,在强烈的机械搅拌作用下形成发泡体喷涂于物件上完成喷泡固化成型。这种工艺需使用高稳定作用的泡沫稳定剂,需使用只有在加热条件下才产生活化反应的催化剂,以延长物料从膨胀到固化的时间。目前,该工艺已用于制作地毯织物、合成皮革等制品的垫层中。
3.成型工艺条件
不同配方料、加工不同制品及施工条件不同时,成型工艺条件不同。其主要成型工艺条件包括:各组分的配比及流量、发泡时间、固化速度、雾化风压、喷涂速度、物件表面状态、喷涂操作工艺(如喷涂顺序、喷枪距离和角度)及环境温度等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。