



用于加工热塑性复合结构泡沫塑料的挤出制品。如PVC、PE、PP应用较广,选用树脂时,一般表层选用流动性和力学性能兼顾的中等相对分子质量的树脂,内芯可选用流动性好的相对分子质量较低的树脂,且两种树脂应具有良好配匹性。
1.共挤成型设备及机头
共挤成型需采用挤出机及专用的机头,这里以共挤发泡管材为例进行介绍。加工时需采用两台挤出机,它们互相垂直安装,一台转速较高供塑炼内芯料,另一台转速稍低供塑炼表层料。挤出料进入分流器(见图14-14a)分流器可将注入料分成外层料、内芯料及内层料三股,分别将料送入复合机头(见图14-14b)。三股料在E处汇合,互相熔接为一体,组成由内外表层和内芯层的复合管坯,然后从口模挤出冷却定型后制成内外表层为实体料,内芯为泡沫体的复合管材。
共挤成型中机头的结构对发泡质量有重要的影响,要求对物料有一定的阻力,形成背压,但背压又不能过大。选用适当大的压缩比和较长的平直段,使熔料在接近口模出口处就开始发泡。如果熔体发泡位置距出口处过大,则熔体流动时会使泡孔破裂,生成开孔大泡结构,降低制品性能。此外,机头内流道应光滑,平直,无滞料死角,使物料保持良好流动性,三层物料能分配均衡地舒畅流动。
2.共挤成型工艺
以UPVC发泡共挤管材工艺流程为例,其生产工艺流程如图14-15所示。
其共挤发泡成型工艺要求如下:
1)挤出机应具有良好的塑化能力;螺杆长径比和压缩比大;均化段有适当的压力,阻止气体逸出熔料;双机转速及供料速度应匹配,保证内外层物料的供料量。
2)为保证发泡质量,必须严格控制温度和螺杆转速,使物料处于良好塑化状态,并使塑化温度与发泡剂分解温度相匹配。也可采用热稳定剂等助剂来调节发泡剂分解温度,使其与树脂熔融温度接近,当树脂熔融后即可发生分解,要防止PVC分解并提高发泡率。
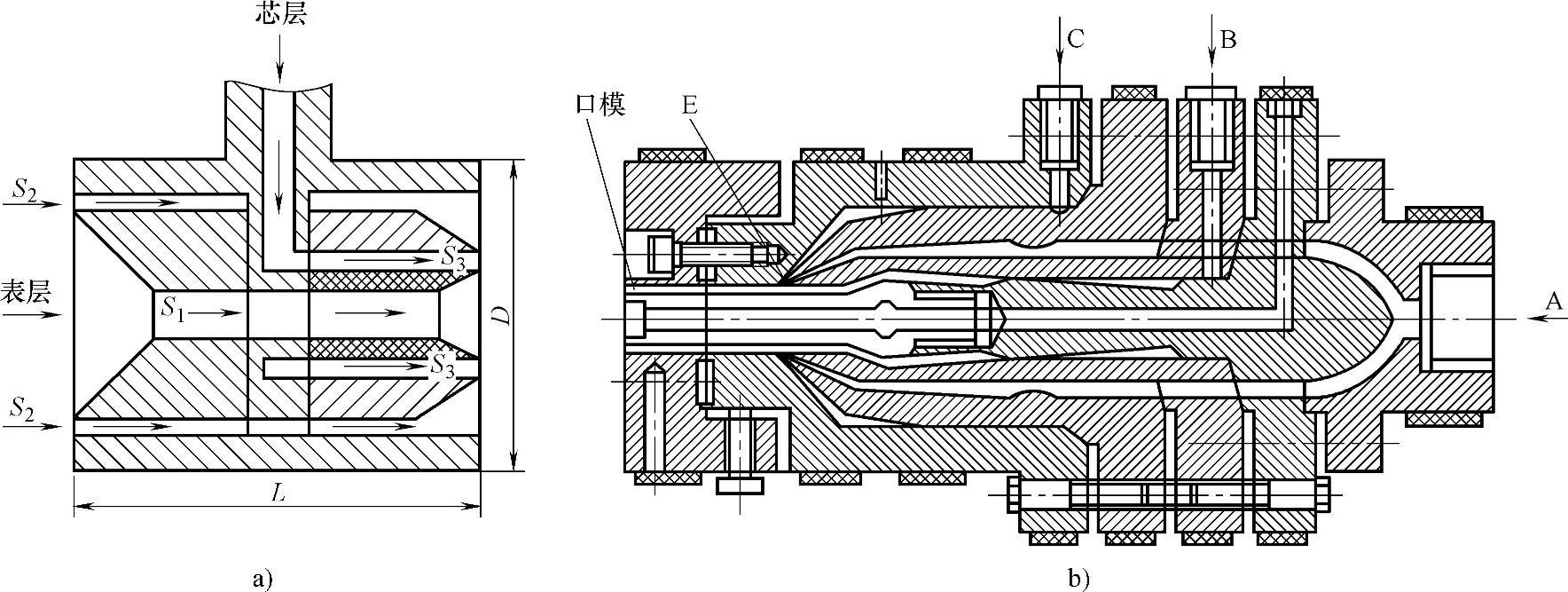
图14-14 共挤分流器及机头示意图(https://www.xing528.com)
a)分流器 b)复合机头

图14-15 UPVC芯层发泡管的生产工艺流程
3)配料必须按配方比例正确称量,充分混合,而且必须按程序加入各组分物料。加料及混料时必须在规定的工艺条件下进行操作。
4)内芯比是制品的重要参数,由表层料和芯层料的挤出量比而定。皮芯比大,制品密度高,质量大,不能充分发挥发泡管省料的优点;皮芯比小,管材轻,力学性能差。以PVC复合管为例,皮芯比=11∶13时管材较轻,整体密度为950kg/m3,符合国家标准要求的性能指标。皮芯比通常需经试验确定。
5)管坯自由发泡长度是由挤出机头到真空定型模之间的距离决定的。该距离长会导致发泡过度,表面不光滑;距离短会导致发泡不充分,不均匀,密度大。因此,必须掌握管材在空气中自由发泡的距离,距离大小视管材规格、生产速度和环境温度而定。
6)应充分冷却及排气。由于发泡剂产生的气体量不是很稳定,故需将多余气体,特别是水气应及时排出,否则会导致管材内气泡过多,为此设置真空排气工序。真空度大小视制品规格及实际情况而定,当管径大、制品壁厚时,则真空度高。制品经真空排气工序后即可进行冷却定型,冷却要充分,但不宜过急。选用适当的冷却温度,冷却温度高,制品内外冷却不匀,牵引时会变形;冷却温度低,易拉破气泡。另外,冷却定型表面必须光滑,表面粗糙度值为Ra0.8μm。
7)控制拉伸比。管坯经冷却定型后即可制成要求尺寸形状的制品,但由于芯层发泡作用熔体拉出后会发生膨胀,故要选用较大的拉伸比和适当的牵引速度,具体数据视产品规格和皮芯比而定。另外,采用不同的拉伸比,还可在不停机的情况下用同一套口模生产多种直径规格的制品。
8)当使用回收料作内芯时,必须粉碎成一定细度的颗粒(一般应小于600μm)与新料充分混合烘干,同时还要补充一定量的稳定剂、润滑剂和发泡剂等助剂。
综上所述,发泡挤出成型时需综合地搭配好各项成型工艺条件,如按原料的成型特性控制料温、口模温度、冷却温度、熔料内压力、皮芯注料量、拉伸比及牵引速度等,只有这样才能制成合格的产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。