



在热塑性塑料中按树脂的性能可分为通用塑料和工程塑料等,但在热固性塑料中同一种树脂按不同配方就可配制成通用塑料或工程用塑料,所以本书中按树脂品种、改性、成型用料的形式来进行分类。
表11-4 常用增强材料品种
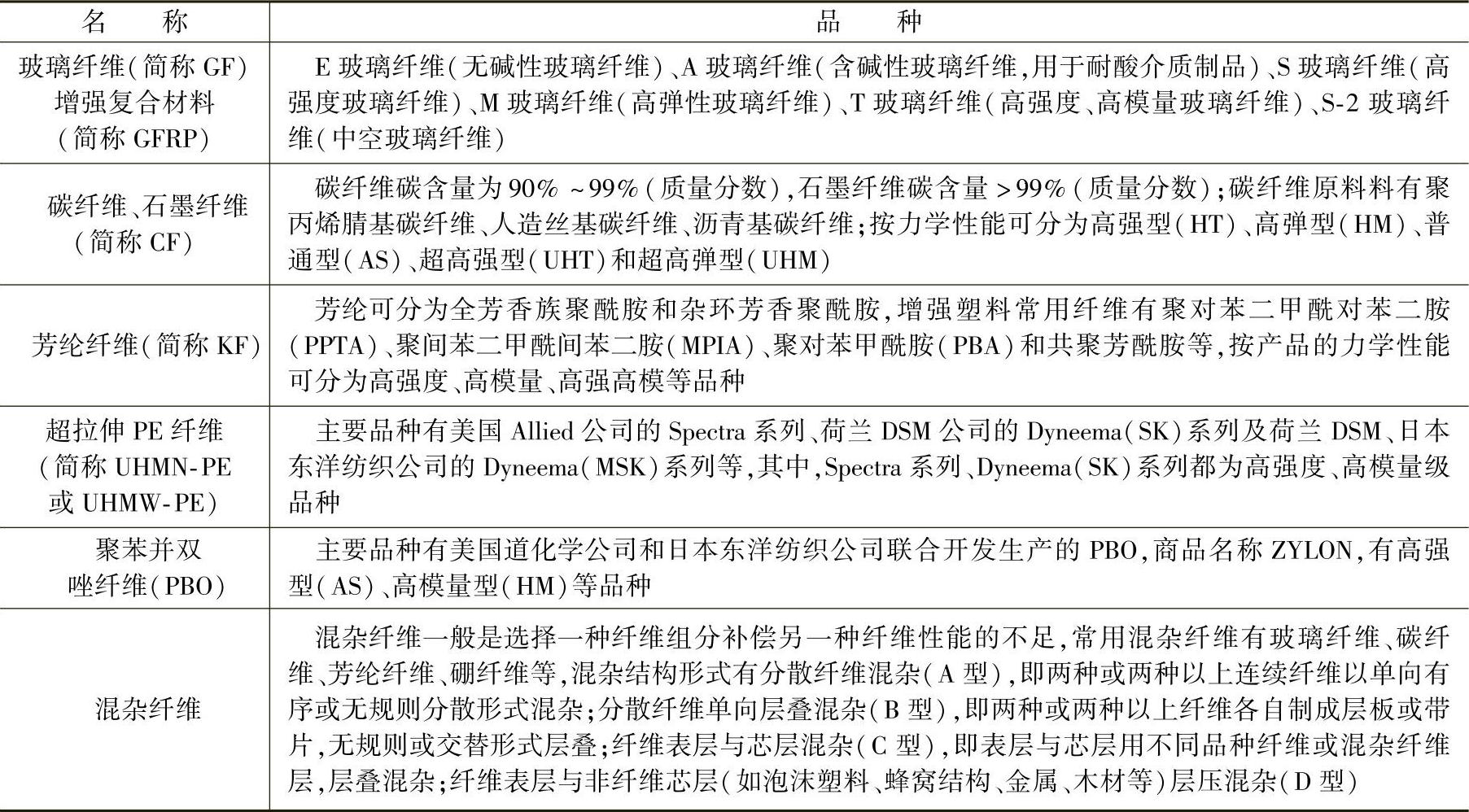
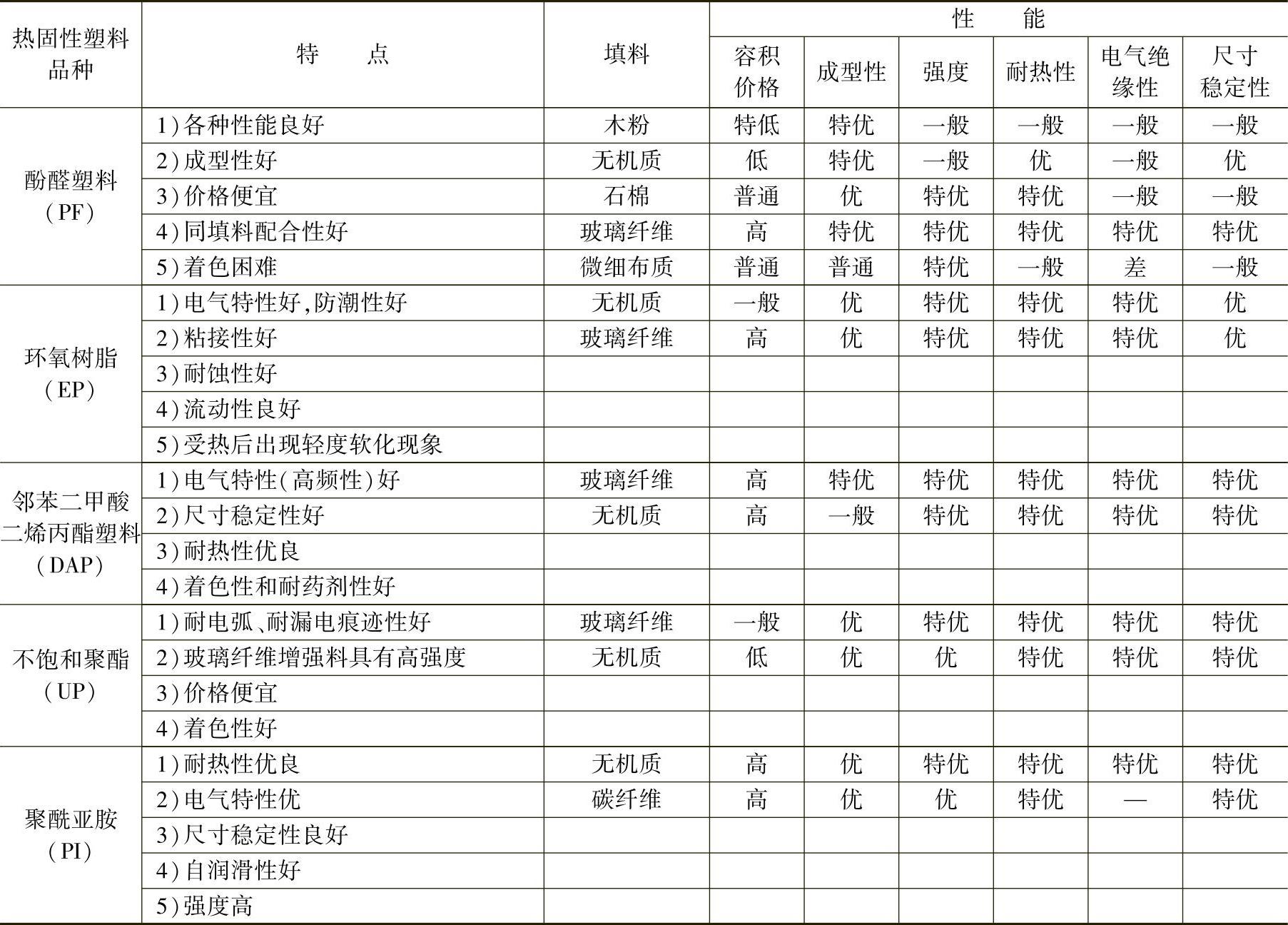
表11-5 几种增强纤维的性能对比
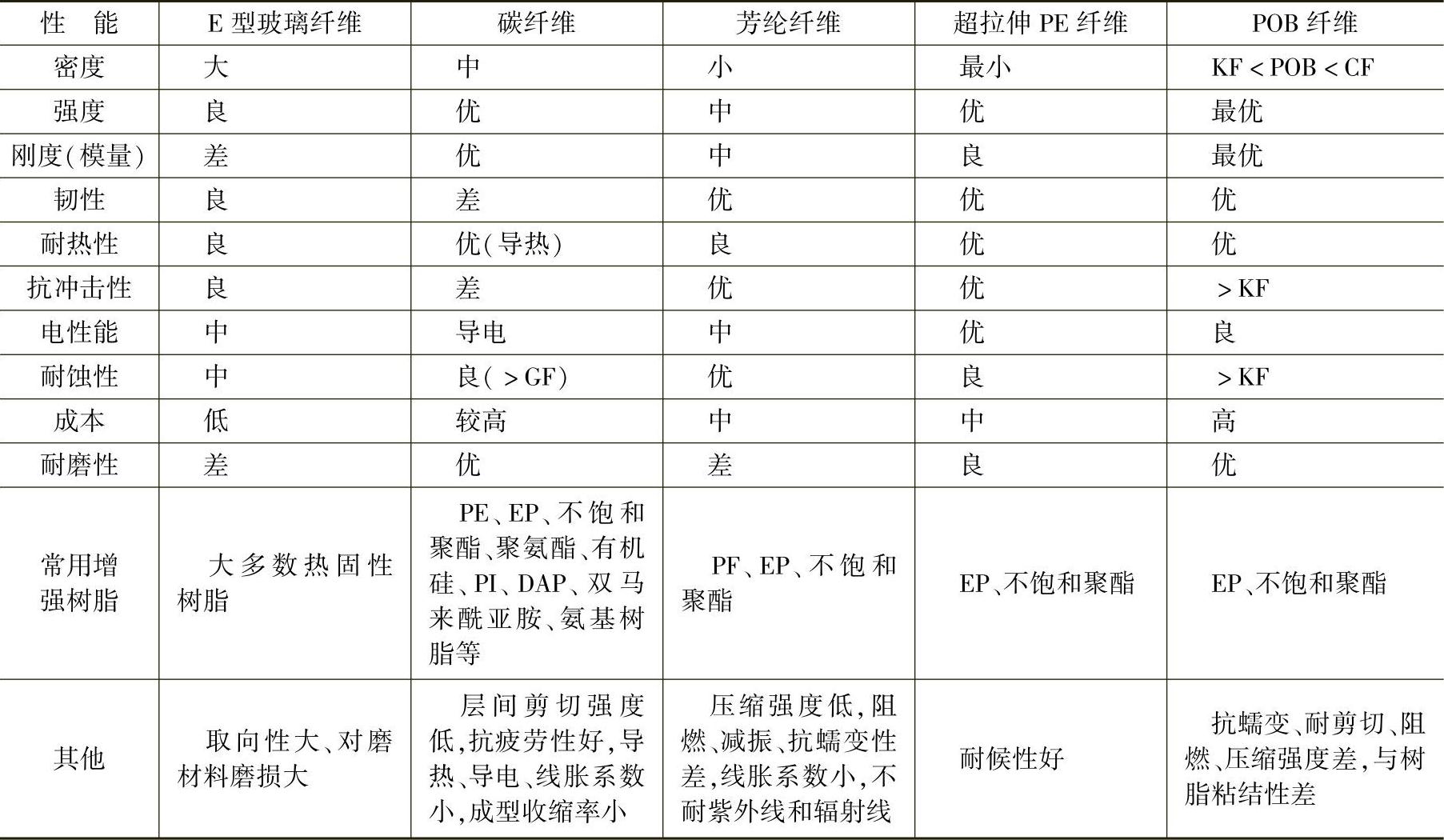
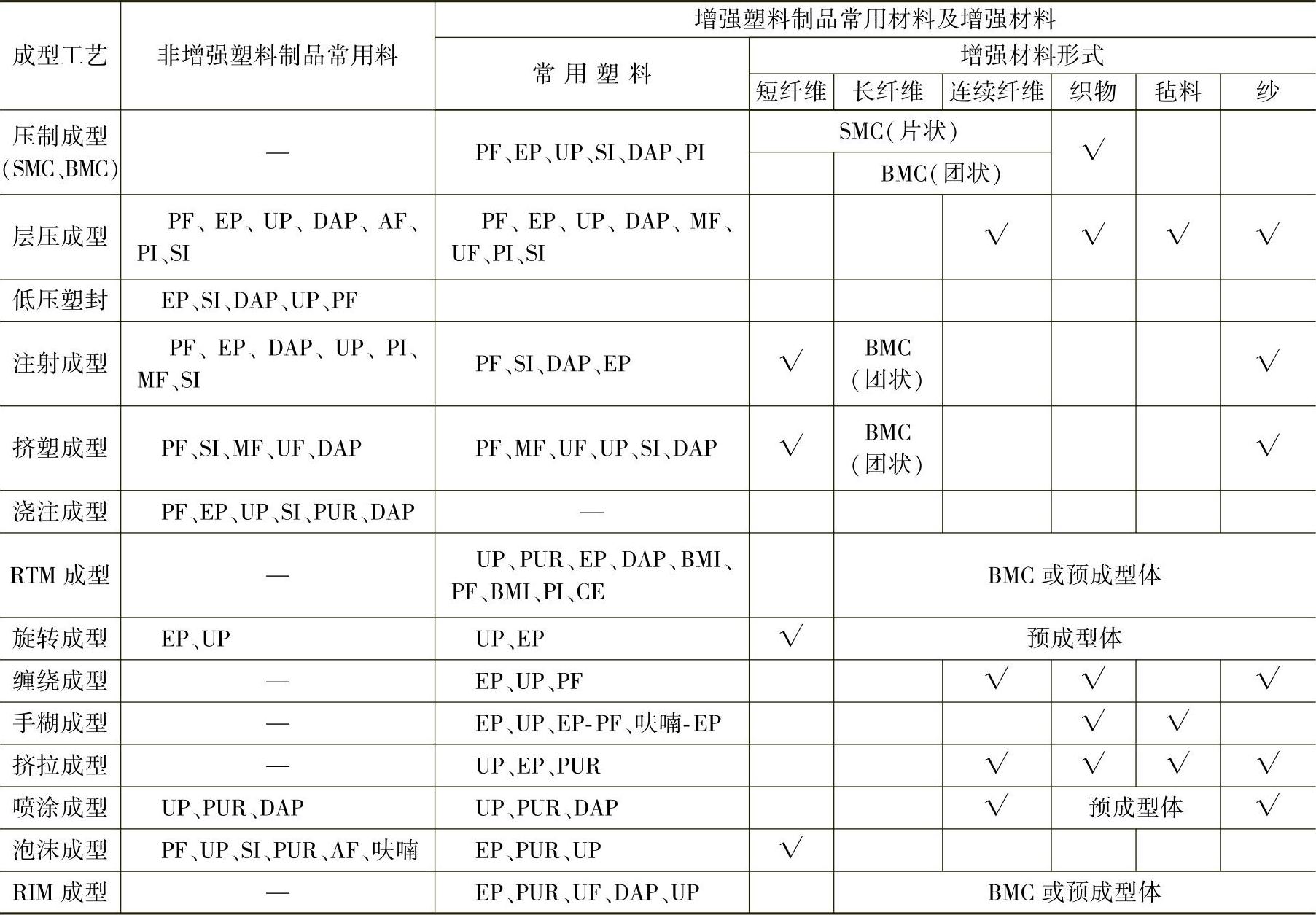
表11-6 不同热固性塑料及增强材料形式与成型工艺的关系

(续)
1.按树脂品种的分类
在前一小节中已列举了热固性树脂的主要品种,故热固性塑料即可按各种树脂组成的塑料品种进行分类。
2.按改性塑料品种及性能的分类
每种热固树脂按不同改性方法可配成以下四类改性品种。
(1)聚合改性塑料 聚合改性塑料即在通用树脂配方中加入其他聚合物,经缩聚反应后组成新的化学结构的改性塑料。这种改性方法在热固性塑料中应用很普遍,几乎所有热固性塑料都有这类改性品种。如为了提高酚醛塑料的抗冲击性和弯曲强度,可用PA6、PA66与苯酚、甲醛缩聚成尼龙改性酚醛塑料。
(2)填充改性塑料 广义而言,大多数作结构件用的热固性塑料都要加入大量的填充料后才能成为有实用价值的材料,所以都可归于填充塑料之列。不同的填料及配方可组成不同性能和用途的塑料,所以在填充改性塑料中又可按不同性能进行分类,如酚醛模塑粉料就可分为12类不同性能的品种。
(3)增强改性塑料 如前所述,按不同增强材料品种可分为不同品种的增强塑料,如玻璃纤维或碳纤维增强塑料等。
(4)功能性改性塑料 它是指在树脂中加入了功能性填料或进行化学改性后组成的有独特功能的热固性塑料,如导电塑料、耐烧蚀材料、弹性体、电磁屏蔽塑料、光学塑料、专用成型工艺用料(如泡沫塑料、封装塑料等)。
3.按成型物料形式的分类
热固性塑料的各种成型工艺需采用相应的成型料,这种成型用料统称为模塑料。各种树脂、增强材料、填充料及助剂可配制成各种性能的模塑料以满足不同用途制品的性能要求。模塑料需预制成粉粒料、团块料、带片料等各种形式的物料以满足不同成型工艺的要求,因此一种热固性塑料还可按物料形式进行分类,如模压成型用的PF塑料可分为粉粒料、团絮料、片状料等,各种形式物料成型工艺条件及制品的物性也有所不同。
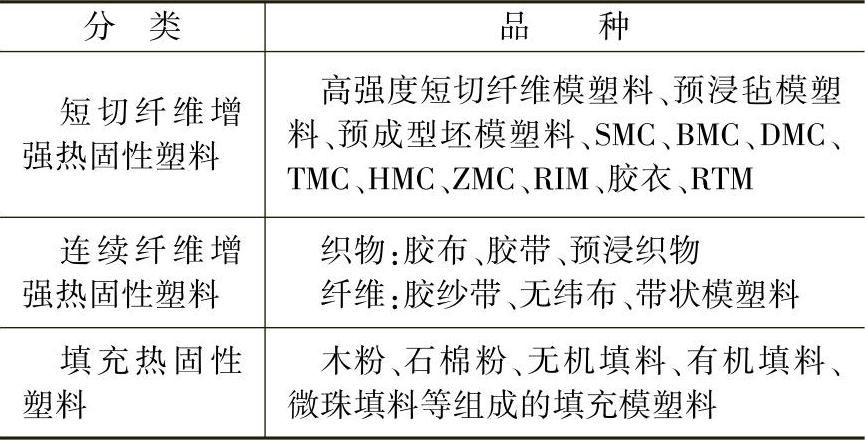
模塑料可分为增强塑料和填充塑料两类,填充塑料是由树脂与填充料(如木粉、无机填料等)混合塑炼而制成的粉(粒)料,可供模压、挤塑、注射和传递成型用。增强塑料是由玻璃纤维等增强材料与树脂预混或浸渍后配制成的物料,有两种形式:一种是增强材料与树脂直接配制成增强塑料,如拉挤成型、手糊成型及喷射成型用料;另一类是树脂与增强材料用预混或浸渍工艺将树脂与增强材料混炼成半成品,其树脂处于半固化B阶状态,用这种半成品再通过不同成型方法加工成增强塑料制品。这种半成品的形态可分为粒料、片料,如酚醛、环氧树脂的模压料、注射料等。另一种是粘而不粘手的凝胶状物料,如聚酯团料等。这类半成品物料品种较多,大致可分为短切纤维模塑料、连续纤维模塑料、填充颗粒模塑料三类,见表11-7。
表11-7 模塑料的分类
各类增强模塑料特性简述如下。
(1)短切纤维模塑料 它是树脂预浸短切纤维组成的增强热固性塑料,具有较高的强度、耐热和耐蚀性能,按物料形状有散乱状、片状、团料状、颗粒状、预成型体等,用于不同的成型工艺。常用品种有以下一些:
1)高强度短切纤维模塑料。它有散乱状、碎布状、织物状、颗粒状等形式,用短切纤维与树脂混合(称为预混法)后配制的物料为散乱状,用树脂浸渍纤维束、碎物、织物而配制成的物料为颗粒、碎屑、织物状物料。纤维含量一般为30%~60%(质量分数),短切纤维长为30~50mm,一般不加填料。多种树脂都可组成这种模塑料,而且同一种树脂不同配方还可组成不同性能的各种牌号。这种模塑料主要用于模压、挤塑及注射成型,加工要求较高强度、耐热、耐蚀和形状复杂的制品。其成型压力较高,一般为30~50MPa;成型温度高,一般为160~170℃。
2)片状模塑料,简称SMC,是用树脂配制成糊,在SMC机中浸渍短切纤维(纱、毡、布等)片状材料后辊压而成的片状卷料,使用时按制品尺寸及质量大小裁切成片料,叠放在模具中加热、加压即可加工成制品。SMC料(包括BMC、TMC等)中增强材料一般主要采用玻璃纤维及其织物,对高性能制品也有采用碳纤维、硼纤维、芳纶纤维等材料的。树脂可用各种品种,UP价格较便宜,制造方便故用量较大,但UP耐热性和阻燃性差;PF-SMC材料耐热性、阻燃性及高温力学性能都比UP好;EP-SMC性能更好,故常用作高性能SMC。不同树脂配方及增强材料品种和规格可配制成不同牌号的品种,如美国欧文思·康宁玻璃纤维公司将SMC分为三种类型:无规纤维片状物,简称SMC-R(如玻璃纤维含量为50%(质量分数)的为SMC-R50);连续纤维片状物(SMC-C);定向纤维片状物(SMC-D)。其中,SMC-R为最常用品种,它又可分为通用型、阻燃型、耐蚀型等品级。
SMC材料制品在汽车上可作车身壳体、车顶、地板、车门、散热器护棚板、前端板、阻流板、遮阳罩、前后翼板、前后保险杠、仪表板、悬架零件、仪表盘、座椅骨架、内饰板及内装饰骨架板、发动机零件、空调器外壳、加热器盖板、隔音隔热板等;在电器产品中可作电绝缘和耐电弧零件、空气开关底盘、配线盒、仪表罩、电动机换向器、接线板、灭弧罩、电缆分配箱外壳等;在建材中可用作高位水箱、卫生洁具、净化槽、模板、库房构件、内外覆盖板和座椅等。
SMC表面装饰性好,卫生级SMC可作餐具、洗菜池、微波餐具、冷库、冷藏车、冰柜等食品容器。
酚醛SMC有阻燃和低烟特性,故常用于飞机、机车、汽车、船舶等运输工具的内饰材料,如地板、顶棚及防火材料等。
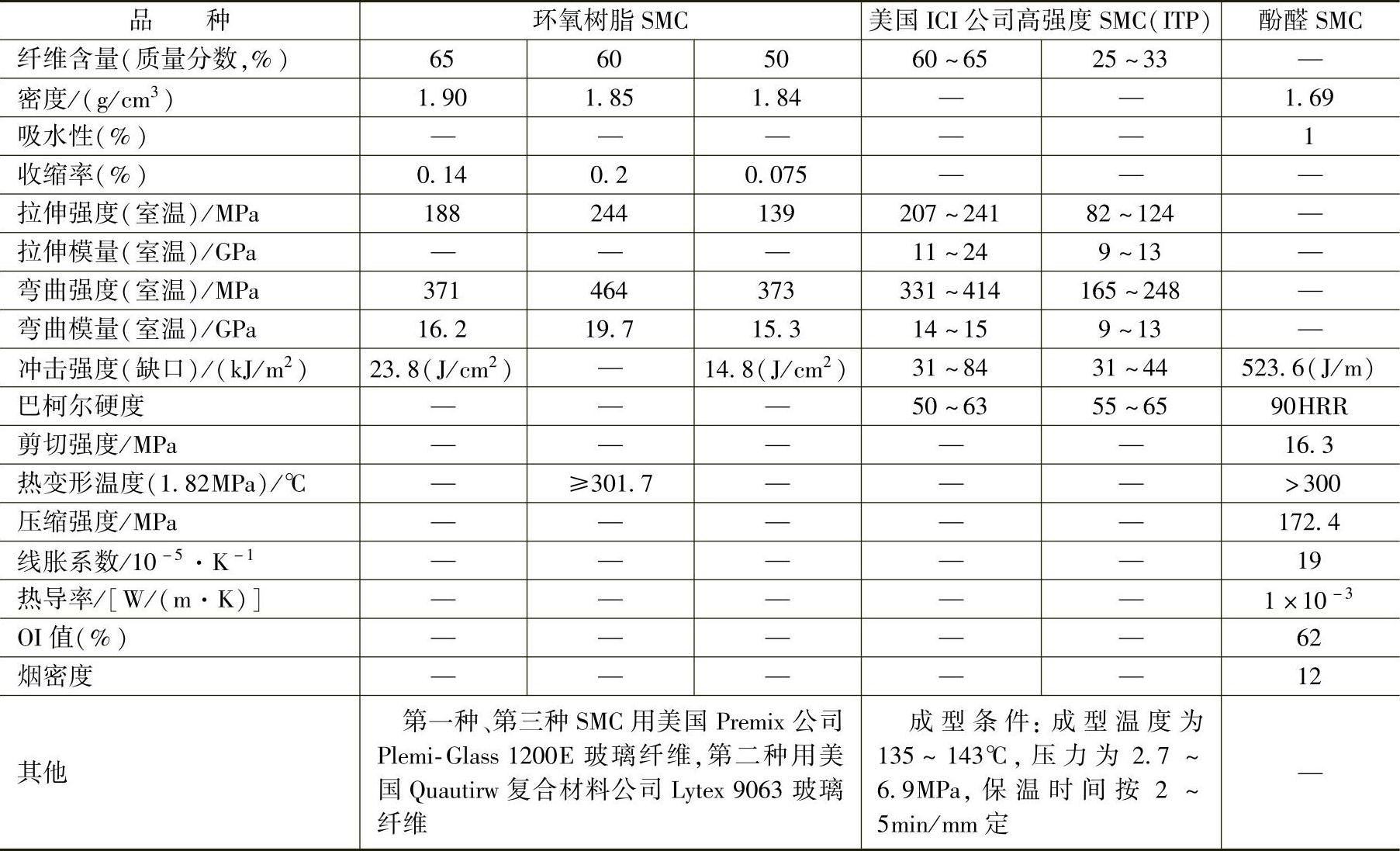
几种SMC材料的性能数据见表11-8和表11-9。
表11-8 部分国产聚酯SMC的性能
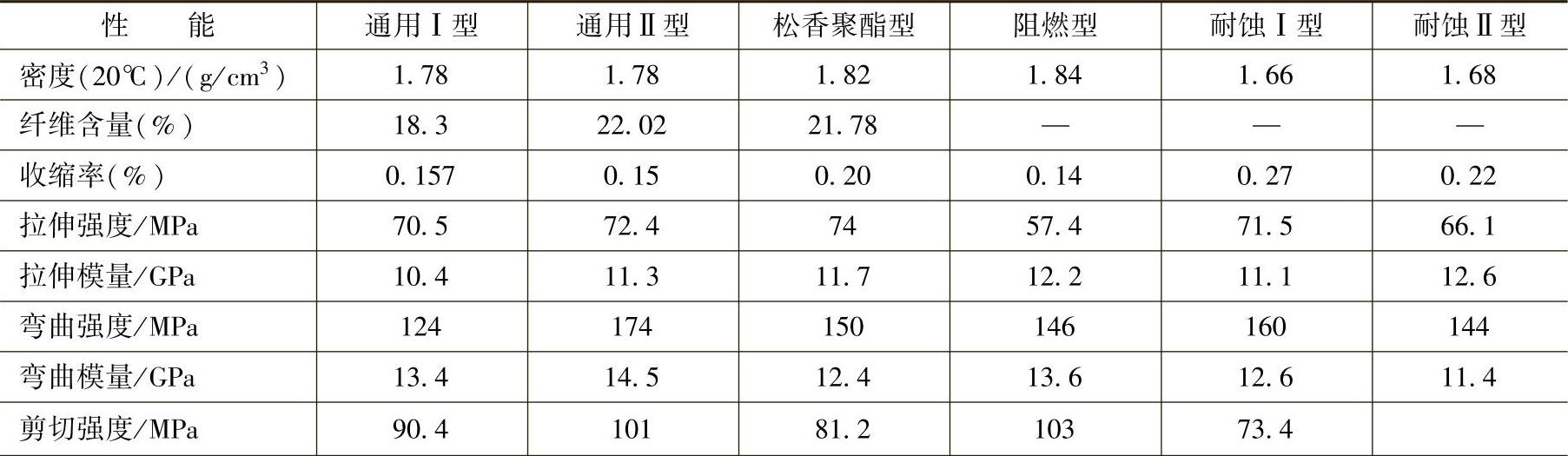
(续)
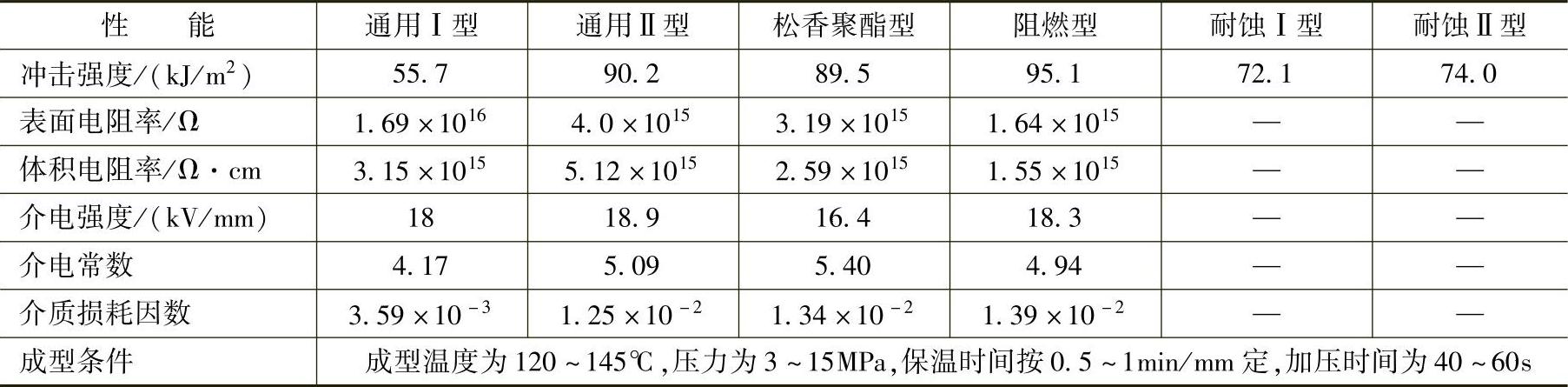
表11-9 其他SMC塑料的性能
3)团(块)状模塑料。团状模塑料可分为散状料(BMC)和团状料(DMC),都是用树脂与短切玻璃纤维、填料、低收缩剂等助剂捏合混炼而成的湿团料。目前,主要采用不饱和聚酯为浸渍材料,含量为20%~28%(质量分数);短切玻璃纤维含量为10%~30%(质量分数),长度为3~25mm;填充料含量为50%~70%(质量分数)。其主要特点是成型收缩率低(0~0.5%)、尺寸稳定、制品精度高、线胀系数小(2×10-9K-1)、制品表面光滑,可作带金属嵌件制品;制品刚性好、抗蠕变性好;强度和冲击强度低于SMC(可用填充乙烯基树脂、弹性体或PET纤维、碳纤维、芳纶纤维等材料来提高抗冲击性、耐磨性及刚性);电绝缘性好,耐热,耐燃,连续使用温度为130~155℃,绝缘等级为B级、F级,耐电弧性和耐漏电特性优异,是电工绝缘材料中优良的防爆电器材料。此外,其耐蚀性、耐候性好,并具有衰减和吸收微振动的功能。流动性比SMC和一般热固性塑料高好几倍,成型压力低,可用于注射、传递、挤塑、模压成型,可加工形状结构复杂、多孔、多嵌件的制品。
根据不同性能要求的制品,BMC(DMC)可配成通用型、电器型、耐热型、耐电弧、耐水、耐蚀、高流动性、低价型等品级。
此外,不饱和聚酯还可配制厚模塑料(TMC)、高强度模塑料(HMC)、注射/压缩模塑料(ZMC)、胶衣等品种,这些品种的性能及应用将在不饱和聚酯塑料中详细介绍。(https://www.xing528.com)
4)预成型体模塑料。它是指预先将玻璃纤维仿制成与制品结构、形状、尺寸基本一致的玻璃纤维坯料,装入模具后再加入树脂混合物,压成制品用的一种模塑料,其纤维长度较长,一般有25mm、38mm和50mm三种,纤维含量为20%~40%(质量分数)。
型坯加工可用喷射等工艺将短切纤维与树脂糊(一般用不饱和聚酯和助剂配制)混合后喷涂在模型上即可粘结成型坯。型坯组织松紧适度,纤维有良好的浸渍性,型坯用注射、传递成型(RTM)、反应注射成型(RIM)、旋转成型工艺浸渍树脂,固化后即可制成增强热固性塑料制品。
5)RTM模塑料。树脂传递成型简称为RTM,是综合了压缩、注射成型两者特点而形成的一项技术,成型时先将预成型坯放入模具内,合模后将专用的RTM树脂液化后注入模腔浸渍预成型坯,固化后即可加工成增强热固性塑料制品。该工艺与其他成型工艺相比具有下列优点:
①可按制品要求分别选用各品种增强材料和成型树脂,可自由组合制品材料,具有高度的灵活性和组合性,且制品增强材料体积含量高。
②闭模状态成型,制品收缩小,精度高,外观光滑,空隙率小,飞边薄,纤维损伤程度小,制品性能及质量好,尺寸稳定。
③可按制品形状结构和性能要求自由地在制品各部位预置增强材料,如局部加强、择向增强、混杂增强等,故可一次成型加强筋、凸台、内插件带深孔及薄壁等复杂形状制品,而大多数SMC成型,其凸台、加强筋都需后加工粘接成整体。
④专用树脂粘度低,流动性好,成型压力小,固化速度快,可加工大面积制品,采用低强度的模具材料,成型效率高,模具寿命长。
⑤闭模时注入树脂可大大减少树脂中有害成分污染环境,减少对人体的损害,可满足环保法规的低苯乙烯挥发量的要求。
其主要缺点技术要求高,如控制排气、树脂冲击预成型坯、树脂取向性、初始投资大等。尽管如此,由于RTM工艺综合性能优异,它仍为复合材料的最佳成型工艺,在国内外仍是航空、航天、基础设施、汽车工业和军事工业中广泛应用的重点成型技术。人们针对该工艺存在的技术问题进行了开发研究,现已发展了一些特殊成型技术,如真空辅助RTM(VAR-TM)、压缩RTM(CRTM)、树脂渗透RTM(SCRIMP)、热膨胀RTM(TERTM)、柔性RTM(FRTM)和共注射RTM(CIRTM)等。
RTM用树脂品种有UP、DAP、EP、PUR、PF、双马来酰亚胺(BMI)、氰酸酯树脂(CE)、LCP/BMI、聚苯乙烯基吡啶树脂(PSP)、乙炔基封端树脂(AT)、苯丙环丁烯树脂(BCB)等,其中UP、PUR和DAP成本低,工艺性好,常用作民用、汽车工业,基础设施结构件,EP和BMI常用作航空、航天和军用高性能制品。
RTM专用树脂生产单位很多,国内有西北工业大学、北京航空工艺研究所和四川大学等;国外的有美国ShellTechnochemic公司、美国DP研究中心、荷兰DSM公司、美国Polyflow Developments公司、美国Plastech TT公司等。
不同配方的RTM树脂各有不同的性能,但各种RTM树脂的成型工艺特性必须符合下列要求:如果在室温或较低温度时有较低的粘度(0.05~0.3Pa·s);较长的储存期(在注射温度下≥2h),保证固化前能充分地浸渍增强材料;树脂对增强材料有良好的浸润性、匹配性和粘附性;固化反应性好,如固化温度<180℃,固化时间<1h,固化反应时释放挥发物少,固化速度快,尽量不需后处理或后处理温度不高,且时间短,固化收缩小,尺寸精度高,制品质量及性能好等。
增强材料常用玻璃纤维、碳纤维、碳化硅纤维和芳纶纤维等。玻璃纤维是通用增强料,塑料中纤维含量为50%~60%(质量分数),为了调节物性,常按需要还可加入CaCO3、Al(OH)3、滑石粉和玻璃微珠等填充料及脱模剂、促进剂、引发剂等助剂。
纤维料一般采用长纤维或连续纤维来制作预成型体,增强材料应具有制作型坯的成型性好,物理化学和力学性能符合制品要求,装入模腔内贴模性好等特性。
预成型坯可采用纤维、纤维毡料(短切毡、连续纤维毡)、织物(布、无皱褶织物、三维针织物及三维编织物)等物料制作,常用制作工艺有手工铺叠、喷涂、缝合、粘结和热冲压等方法,可制作成与型腔尺寸、形状基本一致的三维体。
RTM成型工艺需采用专用的RTM注射机(有柱塞式及螺杆式)和模具。模具设计及结构与注射成型模(或挤塑成型模)相似,其主要特点有:分型面密封性好,必要时应采用密封圈等结构;成型压力低(一般为0.3~0.7MPa),可采用耐热性和强度稍低的材料;模具设有加热装置,耐热性应符合成型工艺要求;成型时模具应立式安装,注入口尽量设计在上模最低位置,且在上模模腔最高位置处开设排气孔(又称冒口),以利于树脂充满型腔时排出气体,减少制品内气泡。
RTM成型 工艺参数除了温度、压力和固化时间外,需注意控制注射时间,一般要求在1/4~1/2树脂凝胶时间内完成注射操作。模具温度既要保证树脂固化前有适当的粘度,有利填充型腔和浸渍预成型坯,同时要保证树脂进行固化反应。对同一种树脂而言,如果粘度太低,则会影响制品物性。成型压力高有利于排出气体及浸渍预成型物,但压力大会引起预成型物位移和变形。成型压力对制品物性(如弯曲强度)都有影响,压力大小还要按模具温度酌情选择,低模温、树脂粘度高,则压力大。如果高模温、树脂粘度低时压力大,会导致树脂尚未完全渗入纤维就固化,制品内部会产生缺胶的空隙,从而使强度降低。
此外,最好在排气口接入真空抽气系统(真空辅助装置,即成为真空辅助RTM———VARTM),这样可提高注入速度,大量排出气体及杂物,提高制品性能,甚至在加工低粘度、预成型不致密的制品时,不用加压即可成型。采用真空系统的模具必须有良好的密封性。
6)RIM模塑料。RIM成型工艺又称反应式注射成型或液体注射成型(LIM),其特点是在成型前树脂与助剂分别储存在两个容器内,成型时反应注射成型机按配方计量分别将两种物料注入混合料筒,物料混合再注入模腔内,此时物料浸渍模具内的预成型物,同时两者在模温下发生固化反应,最后制成RIM模塑料制品。这种工艺可用于加工热固性塑料。热塑性塑料和发泡塑料制品,其特点如下:
①成型压力很低(热固性塑料一般为140~345kPa),所以合模力小,可用低强度材料制作模具(如增强EP等)。
②两种液态反应物一般在室温下注入模腔,模具加热温度不高,从而节约能源。
③RIM树脂低粘度,固化均匀性好,可制作大型、厚壁和薄壁制品。
④按制品性能可自由选择材料,适应性强。
由于RIM技术有优异的特性,所以问世以来发展很快,应用很广,在汽车工业中可作保险杠、仪表盘、挡泥板、转向盘、车门、发动机盖、车头格子板、车身等。此外,还可用作家用电器外壳、建材、家具、运动器材、自行车赛车车架等。
按增强材料结构形式RIM工艺可分为以下几种:
①RRIM成型。它是指用短切纤维或片状料为增强材料的工艺,应用较广,制品尺寸稳定性好,力学性能及耐热性好,常称为增强反应注射成型。
②SRIM成型,常称为结构反应注射成型,是指用长纤维增强材料,制品模量和强度高,常用作结构件。
③MMRIM成型,采用增强玻璃纤维毡片作增强料,热变形温度高,刚性好,硬度高,宜作水平放置结构件。
RIM成型常用树脂有PUR、EP、UP、PI、CE、PF、DAP、PUR/UP、聚双环戊二烯(PDCPD)、丙烯酸苯乙烯共聚物等,其中PUR、UP、DAP和EP应用较广,热塑性塑料主要采用反应尼龙树脂,制品中树脂含量一般为20%~50%(质量分数)。
增强材料可用各种增强纤维及织物制成的预成型体,常用玻璃纤维,含量为30%~40%(质量分数),按需要可加入CaCO3、木粉、金属粉等无机填料,其含量10%~20%(质量分数)。此外,预成型物也可用泡沫塑料等其他材料制作,可加工夹芯结构的复合材料制品。
(2)连续纤维模塑料 它是指用玻璃纤维等增强材料的连续纤维束、纤维布(带)、无纬布(纤维平行排列浸胶片)等物料在浸胶机上浸渍树脂,烘干后制成的热固性塑料半成品,通常成卷料供应,使用时再裁切成型。主要用于手糊成型、缠绕成型、层压成型、拉挤成型,或制成预成型物和碎布块供模压成型、传递成型、SMC成型、RTM成型和RIM成型。
其增强材料有玻璃纤维、碳纤维和芳纶纤维等,常用浸渍树脂有PF、UP、EP、EP/PF、DAP、PI、SI和AF等。
不同品种及规格的树脂和增强材料可配制成不同性能的塑料品种,如酚醛树脂可分为钡酚醛、环氧改性酚醛和氨酚醛等,即使是玻璃布也可分为不同厚度及材质的品种。因此,规格品种很多,需按制品要求及成型方法酌情选用。
(3)填充热固性塑料 它是指用木粉、无机物料等填充料与树脂混炼而成的热固性填充塑料,物料一般呈粉粒状半成品,所以俗称为模塑粉。主要用作模压、挤塑、注射、滚塑等成型加工非增强热固性塑料制品,是用量最大、用途最广的热固性塑料。
大多数树脂可与各种匹配的填充料配制成不同性能和成型工艺用的模塑粉,物料中填充料含量为50%(质量分数)左右,树脂含量为35%~50%(质量分数),其他为各类助剂。配制成的模塑粉处于B阶状态,经加热加压后即可加工成热固性塑料制品。不同树脂、填料和配方的物料有不同性能及成型工艺方法,即使同一种名称的树脂也可分许多品级,如可分为模压级(拉西格流动长度150mm以下)、挤塑级(拉西格流动长度为150~200mm)、注射级(拉西格流动长度>200mm)和滚塑级(MI值为5g/10min);按性能又可为通用级、电工级及功能性塑料等。其中,酚醛塑料品种最多,可达上百个牌号,常用树脂有酚醛树脂、氨基树脂、环氧树脂等。常用热固性塑料(注射料)的性能见表11-10。
表11-10 常用热固性塑料(注射料)的性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。