



1.基本性能
(1)一般性能 POB是线型、高结晶(>90%)、低极性热塑性塑料,外观呈浅黄色,不透明,无味,无毒,质地刚硬,有光滑感。其密度为1.4~1.45g/cm3,比PC、POM、PA的大,与PI相似;吸水率小,约为0.02%,与F4的相似;成型收缩率为0.9%~1%,改性及增强料的成型收缩率为0.5%~0.8%;尺寸稳定好,宜作精密制品。
(2)力学性能 未改性共聚POB的强度高于PC和PET,低于PA66、MPPO及PI,与PA6、PSF、POM相似。均聚POB强度较低。
POB刚性及压缩强度高,均聚POB弯曲弹性模量更高,可达7.9GPa,为PI的2倍。其强度及刚性也会随温度升高而下降,而强度下降速度较快,但在较宽温度范围内仍能保持有效的水平,如Ekonol101品种在200℃拉伸强度可达15MPa,弯曲强度可达28MPa,拉伸弹性模量可达1.8GPa,弯曲弹性模量可达6.0GPa。
POB抗蠕变性优异,在高温下也能有很高的承载能力。
POB硬度高,自润滑性好,优于F4、POM、UH- MWPE等材料;对钢摩擦因数为0.3,耐磨性好,极限pv值大,尤其是用F4(20%)改性的POB,无润滑时的pv值可达2500kPa·m/s,优于油润滑多孔青铜轴承及PI填充F4复合材料,且不会损伤对磨材料。
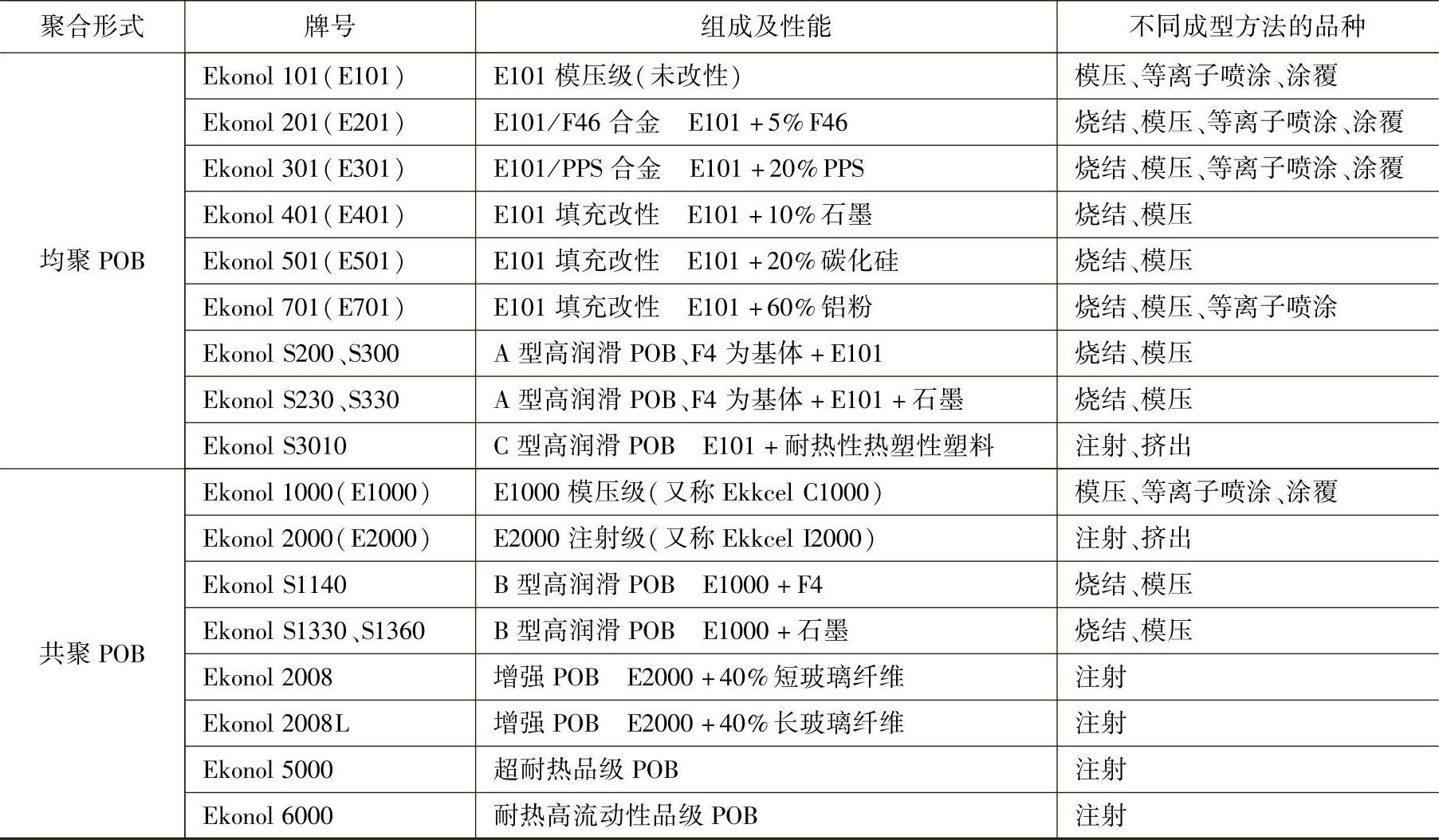
表10-106 POB的主要品种
(3)热性能 POB耐热性优良(均聚POB的耐热性优于共聚POB),共聚POB的热变形温度(1.82MPa)为300℃,连续使用温度为280~315℃,短期使用温度为370~450℃。POB加热到538℃也不熔融,427℃开始呈类似金属的非粘性流动,425℃开始出现明显的热失重分解现象,热稳定性好。
POB耐焊锡性好,在330℃氯代烃等焊锡浴中浸渍5s也不变形,这方面性能优于PSF和PPS。
热导率高,为一般塑料的3~5倍,线胀系数与PI的相似,且在325℃下几乎不变。
阻燃性可达UL94V-0级。
(4)电性能 POB为低极性塑料,体积电阻率高,介电强度高于PI及F4,介电常数中等(3~4),介质损耗因数低,受温度、频率影响小,耐电弧性>125s,耐热等级为C级。因此,POB也是优良的电绝缘性材料。
(5)耐蚀性及耐候性 POB对所有脂肪族、芳香族溶剂及油类均有良好抵抗能力,但对浓硫酸、氢氧化钠、氨水、氢氟酸、醋酸、二苯醚、氯苯、四氯化碳、甲基碳酸、铬酸和硝酸等化学品耐蚀性差。
POB具有优良的耐候性,E101在人工加速老化机上经1000h试验,拉伸强度基本不变。POB还具有优良耐辐射性,E101在106Gy剂量的钴60辐射后,强度不变。
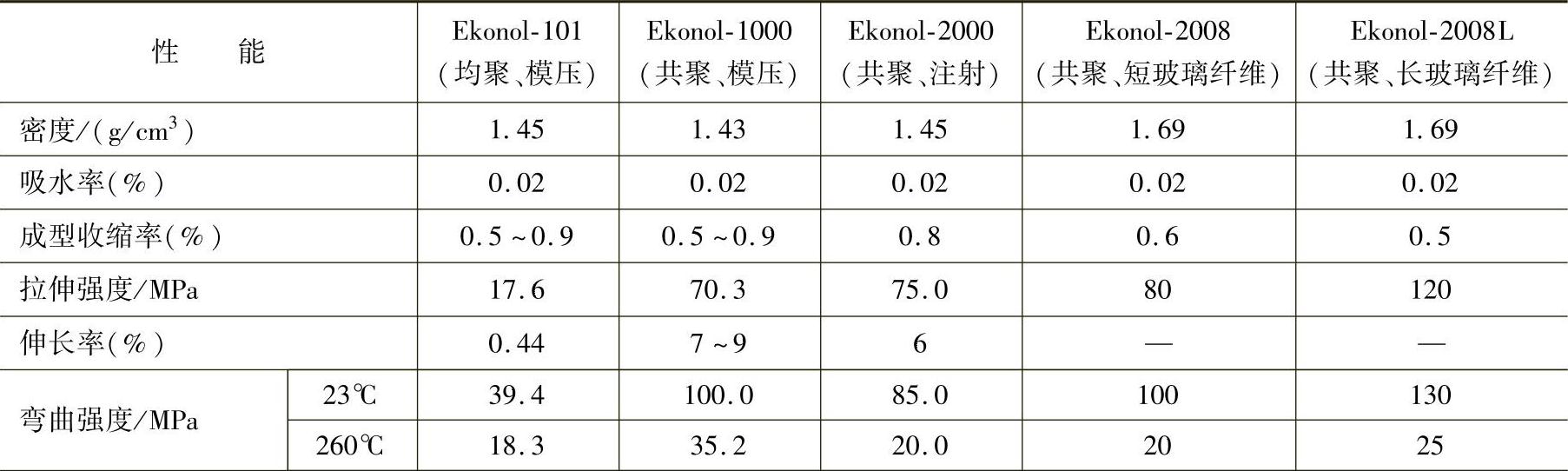
POB-Ekonol系列的性能见表10-107。
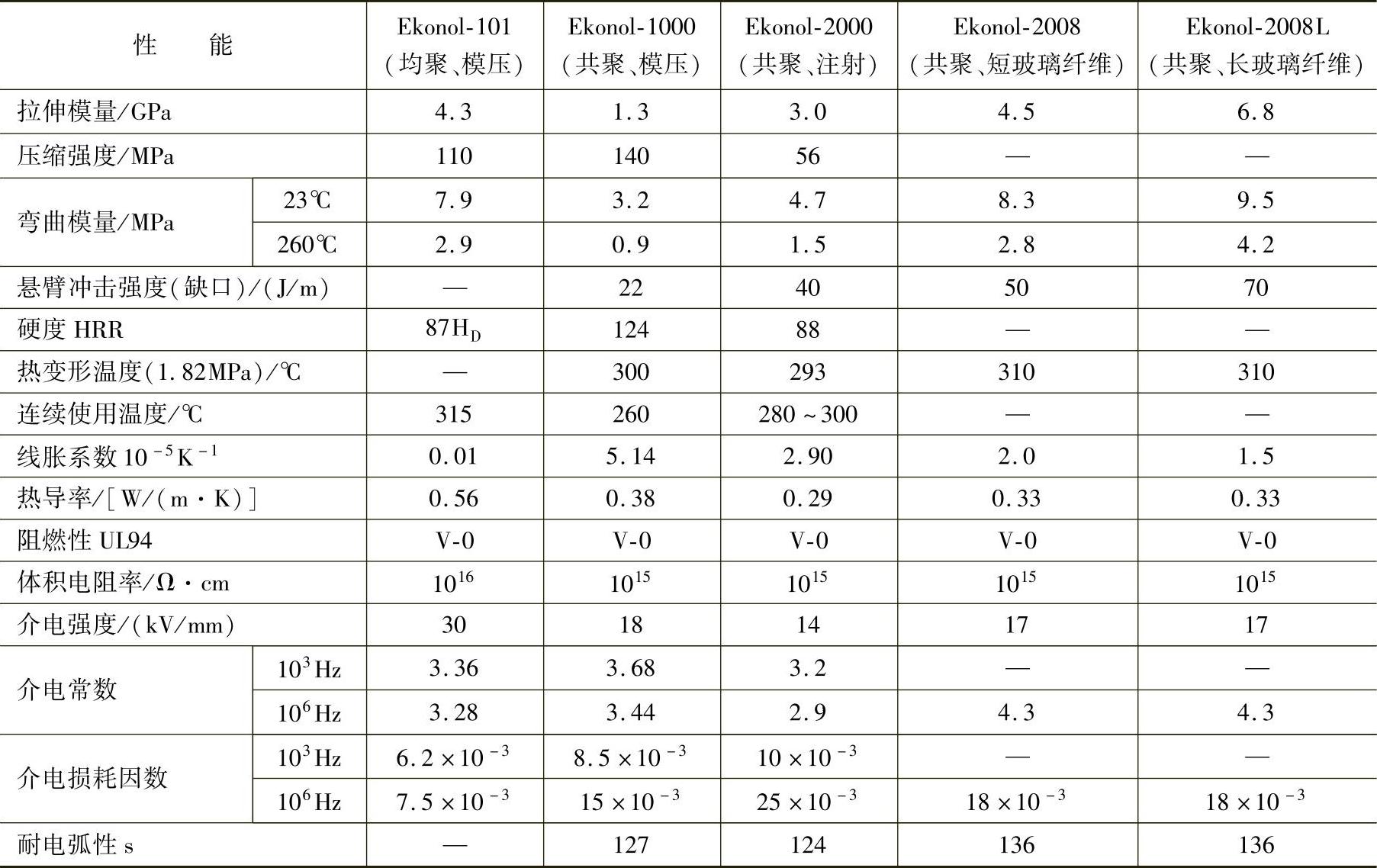
表10-107 POB-Ekonol系列的性能
(续)
2.加工性
POB加工性差。Ekonol 101及Ekonol 1000为非熔融体,一般用压制烧结、热压、等离子喷涂、分散体涂覆成型等方法加工制品;Ekonol2000在较高温度下才会熔融,有一定的流动性,可采用高温、高压注射成型。
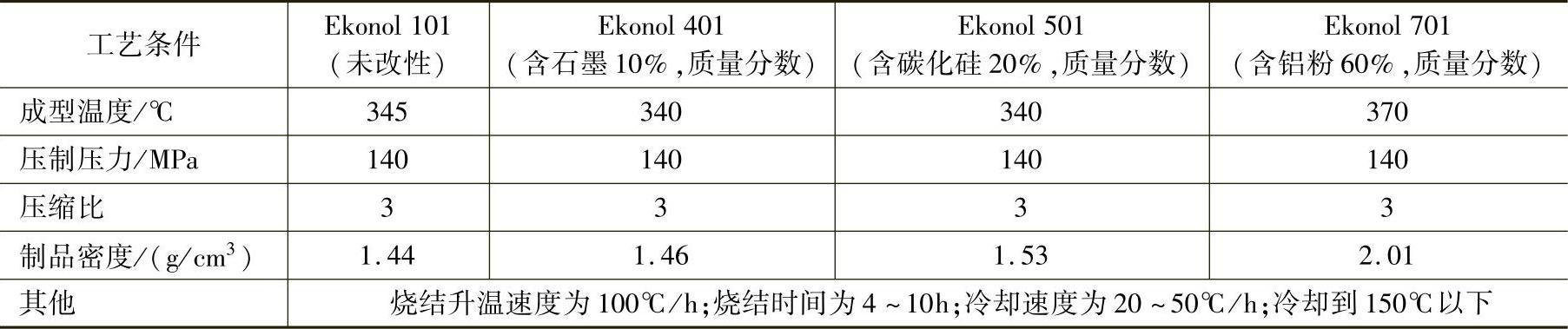
(1)压制烧结成型 其压制烧结成型工艺与F4的相似,成型工艺条件见表10-108。
表10-108 POB压制烧结工艺条件(https://www.xing528.com)
(2)热压成型 热压成型是将粉料在模具中直接加压、加热使粉料熔接成型的一种工艺。它可分无压冷却及加压冷却两种形式,前者用于加工大批量、小型制品,成型周期短,制品密度稍低;后者用于加工厚壁、大型及尺寸精度要求较高的制品。POB热压成型工艺条件见表10-109。
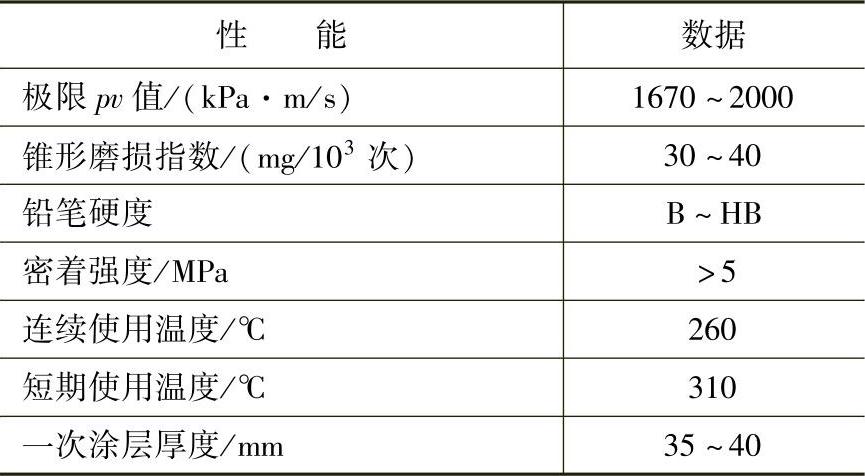
(3)等离子喷涂成型 选用喷涂级POB品种的粉料,用等离子喷涂枪将粉料喷出,并在等离子发生区域内高温加热,高速喷射到被涂覆表面,即可直接形成POB涂层。通常,涂层厚度为0.2~0.3mm,涂层致密、耐磨,有一定的硬度,但表面较粗糙,为使表面光滑无针孔一般需进行研磨加工。POB等离子喷涂涂层的性能见表10-110。
(4)涂覆成型 POB涂覆成型工艺如下:
1)配制涂料。用POB粉料与F4悬浮液组成POB分散液。
2)制品表面处理。被涂制品表面经去污、去脂、活化、烘烤等表面处理后,先涂一层有机氟底剂,并经干燥烧结。
3)涂刷POB分散液。一次涂层厚度为30~40μm,涂后经90~100℃×30min干燥处理,然后经380℃×15min烧结处理即可。如需多次涂覆时,则每次烧结时间应适当延长。烧结后快速冷却,以降低结晶度,提高韧性及致密性。
4)表面修整。涂层表面应用砂纸或抛光轮研磨,以保证表面光滑平整。
POB涂覆层的耐磨性优于F4涂层,每次涂层厚度也比F4厚,成型周期短,成本低。POB涂层的性能见表10-111。
表10-109 POB热压成型工艺条件
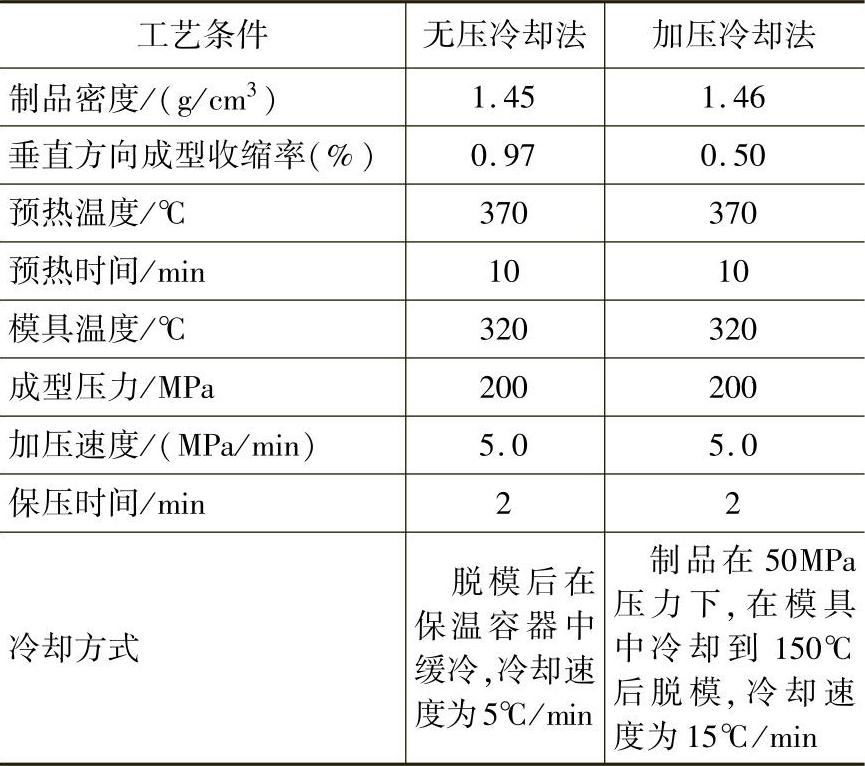
表10-110 POB等离子喷涂涂层性能
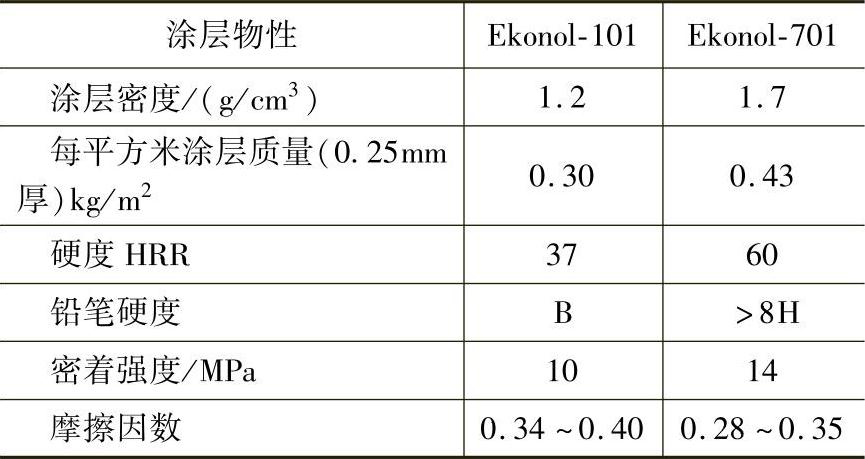
表10-111 POB涂层的性能
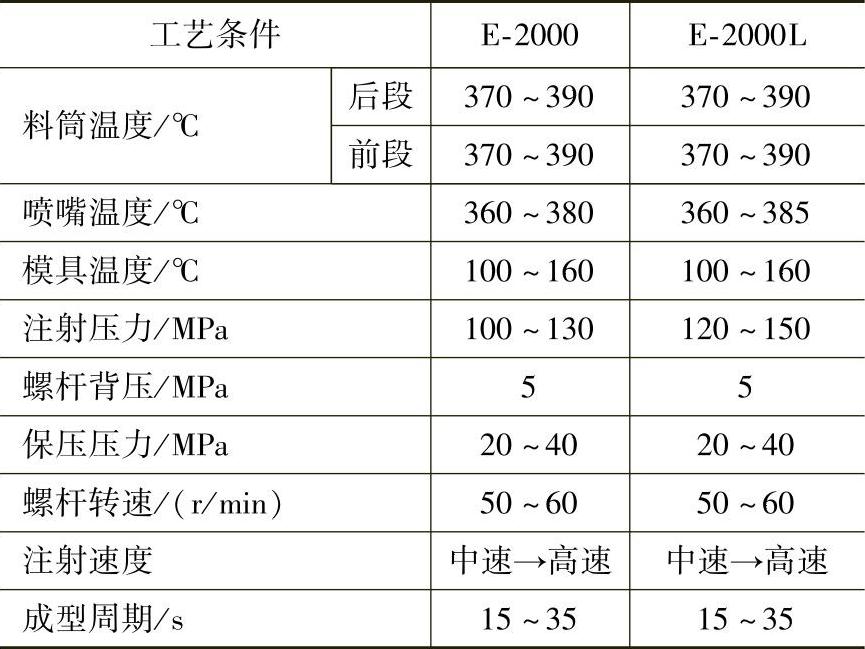
(5)注射成型 注射成型需采用Ekonol-2000系列(注射品级)品种,其熔点高,结晶度高,在370~380℃高温下的流动性与PBT、PPS相似,通常采用高温、高压成型,制品厚度<0.5mm时需采用更高压力。成型收缩率较小,但各向异性较大,熔接缝处强度低。热导率高,成型时需保持高模温,以保证充分结晶。吸水性小,但需进行干燥处理,干燥工艺为120~150℃×3h,含水量<0.02%。不同品种注射成型工艺条件有所不同,Ekonol-2000的注射成型工艺条件见表10-112。
表10-112 Ekonol-2000的注射成型工艺条件
3.制品应用
POB及其改性品种,主要是围绕着它们的耐热、热稳定性和导热性高,高温抗蠕变性、介电性优良,以及优良的耐磨性、尺寸稳定性等优点来制作各种用途的制品的。
在电子电气方面,常用易加工、电性能优良、尺寸稳定性好的E2008、E2008L及Ekonol S系列塑料制作耐热性和电性能要求高的电气零件,如老化试验用插座,耐电弧性的继电器开关零件,耐焊性的插座、接线座、电子管耐热、散热绝缘环、接插件、传感器、线圈骨架,计算机中耐磨、抗静电的零件等。另外,它们的机械加工性好,可加工复杂的电气零件。
在机械设备中,主要利用其耐热、耐磨、刚性好、尺寸稳定、抗蠕变性等优点,制作轴承、滑块、无油润滑的滑动件(如活塞环);E101及E701可用等离子喷涂法制作密封填料;E1000及A、B型POB塑料可制作的高速、高温用的止推环、隔热衬套、高刚性的分离爪及要求轻量、高速、无污染、无噪声、高润滑的各种中小型结构零件。
在汽车和航空、宇航器中可作燃料泵、点火器、发动机中的耐热、耐磨零件。在高频电子食品加热炉中作耐冻耐热的烤盘(-40~260℃)。在化工设备及原子能工业设备中可作要求耐蚀、耐热、耐辐射的高强度及刚性的零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。