



聚三氟氯乙烯,简称PCTFE或F3,是结晶型热塑性氟塑料,其耐蚀性、耐热性不及F4,但强度和加工性优于F4,常用作耐蚀性、耐热性要求不很高,而用F4无法加工或加工困难的制品。因此,F3成为第三大氟塑料。
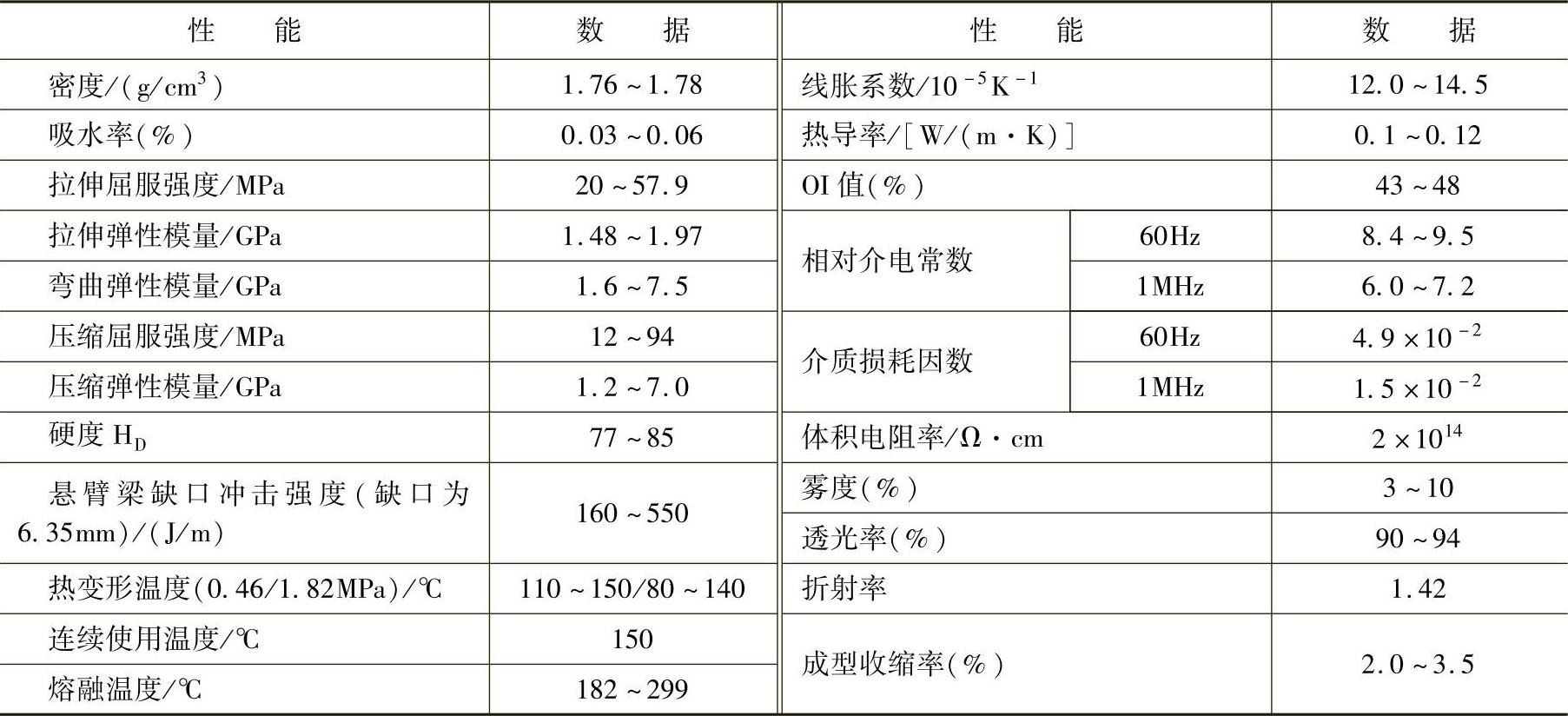
表10-52 某国外F2的性能
F3树脂也有悬浮聚合树脂及乳液聚合树脂品种之分,有适合于不同成型方法用的品级和填充改性品种。目前,国内主要F3生产厂有上海曙光化工厂、北京621厂、济南化工厂和四川晨光化工厂等。国外F3主要生产厂有美国联合化学公司、美国奥西玛塔公司、美国3M公司、德国赫斯特AG公司和日本大金工业公司等。
1.基本性能
(1)一般性能 F3为结晶型极性聚合物,结晶度随不同热处理工艺而变化,可分高、中、低结晶度等级,结晶度最高可达95%。不同结晶度对力学性能影响很大。其外观呈乳白色,质地较硬(大于F4)。低结晶度料透明性较好,厚度为3mm时还有透明性。折射率随不同结晶度在1.429~1.435内变化。薄膜对红色线透过率为80%,有良好的透紫外线、红外线及可见光的性能。
密度为2.07~2.18g/cm3,大于F2的,小于F4的;吸水率<0.01%;成型收缩率为1%~1.5%,尺寸稳定性好。
F3对气体、液体阻隔性大,在氟塑料中为阻隔性材料,透气和透水性都低于F2。此外,F3对金属粘接性好,并易着色。
(2)力学性能 F3的力学性能随结晶度而变化,具有中等的强度和弹性模量,其强度、硬度和刚性都大于F4的。其压缩强度高,有回弹性,耐冷流性优于F4;静摩擦因数为0.04,大于F4的,小于F2的,有自润滑性,耐磨性良好。
(3)热性能 F3耐低温及耐高温性良好,但逊于F4。其玻璃化温度为58℃,结晶熔点为215℃,长期使用温度为-195~+200℃,失强温度为270℃,300℃以上开始分解,可在-183℃液氧和-196℃液氮中长期工作,保持一定的柔软性和冲击强度。
膨胀系数介于F4与F2的之间,导热性差,易发生分解,且会释放腐蚀性气体。
F3阻燃性优良,OI值为95%,低发烟。
(4)电性能 F3为吸水性小、不炭化、不助燃材料,因此电绝缘性能好,体积电阻率及介电强度、耐电弧性好,在160℃高温时体积电阻率可达1015Ω·cm,室温下体积电阻率>1017Ω·cm。但介电常数和介质损耗因数大,并随温度、频率的增大而升高,因此不宜用于高温、高频场合。但可用于潮湿环境,即使在水下也能保持良好绝缘性。
(5)耐蚀性及耐候性 F3耐蚀性仅次于F4,优于大多数工程塑料。它在高温下不耐四氯化碳、苯、甲苯、对二甲苯、环己烷、环己酮、2,5-二氯三氟苯、熔融碱金属、氟元素、氯气、氨气、氢氟酸、浓硫酸、浓硝酸、氯磺酸等强腐蚀介质,在室温下除乙醚、乙酸乙酯等能使其溶胀外,对其他大多数有机溶剂、强酸、强碱、强氧化剂、混合酸等介质都有很强的耐蚀能力。
F3耐水性、耐辐射、耐大气老化性优良。
2.加工性
F3为高粘度(230℃时粘度为0.5~5Pa·s)材料,必须在高温下才有足够的流动性,而且结晶度高,粘度越大,在低剪切作用时呈牛顿流体特性,高剪切作用时高相对分子质量的F3熔体呈非牛顿流体的流动特性。
熔点高(250~300℃),且与分解温度(315℃)接近,成型温度范围窄,易分解,分解时会释放腐蚀性气体,必须严格控制成型温度。
结晶度大小对制品性能影响大,在195℃时结晶速度最快。另外,F3热导率低,传热慢,所以加工时升温及冷却速度不宜过快。
其成型收缩率在1%~2.5%,且易产生内应力,必要时可加入少量偏氟乙烯/三氟氯乙烯共聚物或氟油,以增加柔软性,改善内应力。
F3的加工腐蚀性强,加工设备,如料筒、喷嘴、螺杆、模具等成型件都应采用耐蚀钢或进行镀硬铬处理。
F3常用成型工艺有模压、挤出、注射、喷涂等方法。(https://www.xing528.com)
(1)模压成型 将粉料或颗粒料装入模具,加热到260~270℃合模加压,压制速度为50mm/min,成型压力为4~10MPa,保压到原料全部均匀烧结,烧结时间按3.0~3.5min/mm(厚度)定(加工颗粒料时,压力和时间应稍增大),烧结后立即冷却,冷却时压力应升至10~50MPa,直至冷却结束。制品收缩率约为0.5%~2.9%。
(2)挤出成型 可用通用挤出机,采用长径比大于20,压缩比为2~3的浅螺纹计量段螺杆结构。过滤网孔径为150~425μm(40~100目),过滤板孔径为2.5mm,两者组合塑化时可提供足够的背压。
常用挤出工艺条件:料筒温度为220~250℃(后段)/240~260℃(中段)/270~280℃(前段);机头温度为280~310℃;螺杆转速为30r/min。
管材挤出工艺条件:料筒温度为250℃(后段)/290℃(前段);机头温度为310℃(后段)/320℃(前段);螺杆转速为15~20r/min。
薄膜挤出工艺条件:料筒温度为250℃(后段)/290℃(前段);机头温度为320℃(后段)/340~350℃(前段);螺杆转速为15~20r/min。采用片状机头,加入增塑剂时成型温度可降低30~40℃。
冷却条件:薄壁制品应快速冷却,可提高透明度、韧性及伸长率,厚壁制品应缓冷,防止产生气泡。
尺寸定型:棒材口模尺寸应比制品直径大10%~15%;细管制品口模内径应为制品外径的3倍;粗管应采用定径套,芯轴通压缩空气,使其膨胀紧贴定径套内壁,定径套内径比口模内径大1~2mm。
(3)注射成型 模具应选用大而圆的短粗流道。制品克量应为注射机容量的40%~70%。该比例小于40%,则熔料储留时间长,易分解;大于70%,则塑化不匀。其料筒温度为210℃(后段)/285~290℃(中段)/275~280℃(前段);喷嘴温度为265~270℃;模具温度为110~130℃,复杂形状制品的模温可达150℃,模温过高会延长成型周期;注射压力为150~200MPa;注射时间为20~60s;冷却时间为20~60s。为去除内应力,应进行退火处理,退火温度为120℃,时间为数小时。制品收缩率为1.0%~1.5%。
(4)喷涂成型 用细粉与醇、酮、二甲苯等溶剂及石墨、氧化铬(2%~3%)填料配制成悬浮液(质量分数为30%~40%),用喷涂法、浸渍法或刷涂法可在钢、不锈钢、铝、镍、银、镉、锡等金属表面形成涂层,经烧结后即可成为制品的涂层或衬里。
涂覆工艺条件:制品经表面活化处理并在250~400℃加热炉中熔烧1h,第一次涂层厚度为0.05mm,以后涂层厚度不大于0.2mm;每次涂覆后应在70℃烘箱内干燥处理,去除溶剂,再经250~270℃×1~3h的烧结处理;最后一次涂层烧结时间应为10~15h,烧结后制品宜用冷水淬火处理,以降低结晶度,提高透明度、韧性、挠曲性和伸长率,但拉伸强度、硬度、密度比缓冷涂层低。
3.制品应用
F3采用不同加工方法可加工成棒、管、片、薄膜、涂料及模塑制品,广泛用于机械、电子电气和化工等领域。
1)在机械设备中主要利用F3压缩强度高、耐冷流性、阻气性、透明性、抗蠕变性、耐磨损性好及易切削加工、尺寸精度高等特性,常用作抗压、抗蠕变、高精度结构件和高真空、高精度、高压力密封件,如阀门座、自锁螺旋、自润滑齿轮、轴承、O形圈、滑轮、制动器、透明配管、液化气槽车配管、阀门密封材料等,还可用作-200℃低温下使用的制品和F4不易加工成型的复杂形状制品。
2)在电子电气中利用其优良的阻燃性、绝缘性、耐湿性,可用在160℃以下、中低频率、潮湿场合作插座、线圈骨架、接插件、断路器、开关、印制电路板等零部件,还可广泛用作电线电缆包覆及护套。
3)在化工设备中利用其耐蚀、耐水、压缩强度高、尺寸稳定等特点,可作耐蚀垫料、密封件、耐热高强度透明零件(导管、液面计),可作要求耐蚀、使用温度为-50~180℃、耐高压(2.5MPa)、耐真空度(73.3kPa)的各种阀、泵、反应釜、槽车、储槽、热交换器的衬里涂层及零件。
4)在其他方面,还可作兵器用引信风帽、导弹红外光学窗、核能船舰密封材料、液氧救生面罩上的密封件、火箭液体燃料密封件等。
在医疗器材中可作注射器、过滤器、紫外线杀菌器皿等。
F3薄膜可作精密零件包装、保护膜等。
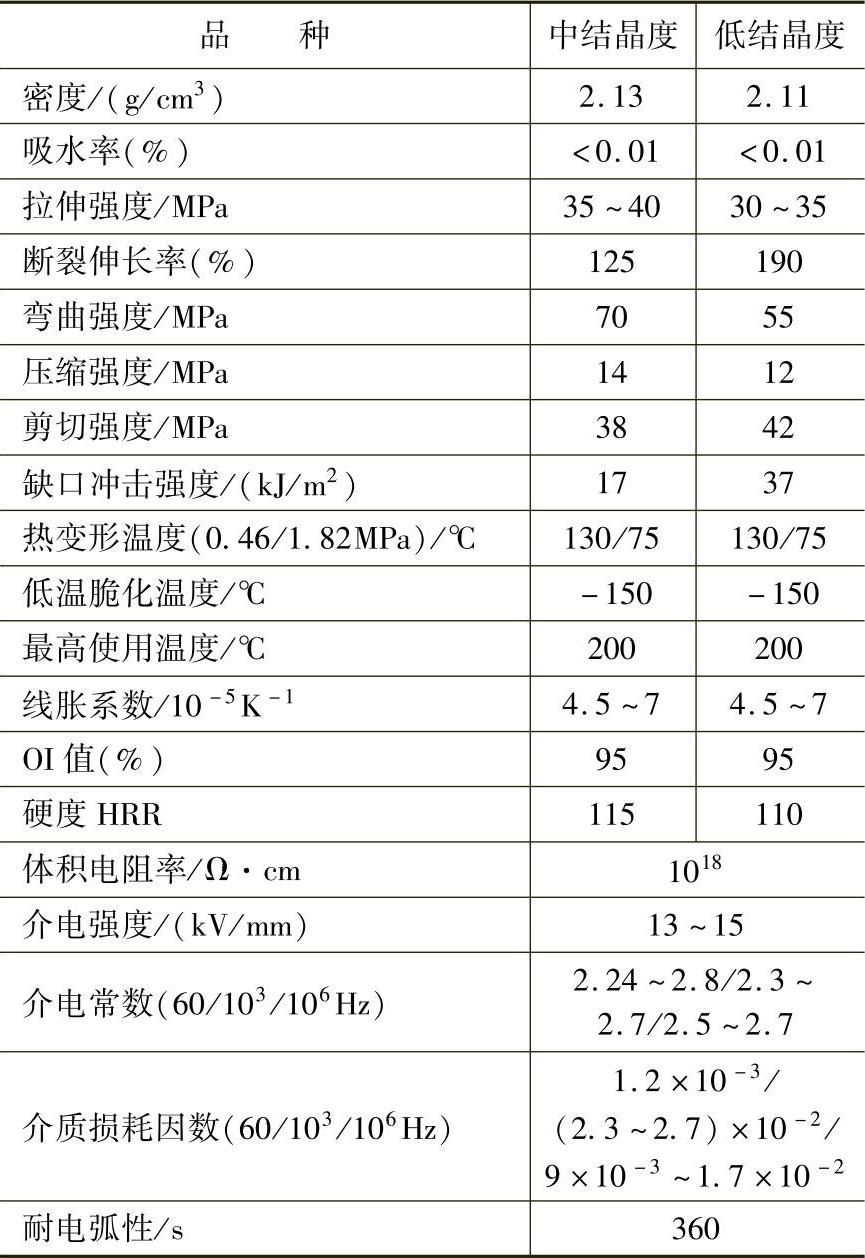
F3的性能数据见表10-53。
表10-53 F3的性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。