



改性聚乙烯塑料按改性塑料的结构可分为结构改性料、共混合金、填充及增强塑料等品种。通过不同的改性方法可提高强度、刚性、抗蠕变、耐冲击、耐热、耐环境应力、阻隔性等性能。改性种类有很多,下面介绍几类常用的品种。
1.乙烯-醋酸(乙酸)乙烯酯共聚物
该品种简称为EVA,是无规、极性、低结晶度的共聚物,其柔软性、强韧性、耐应力开裂性、透明性都优于PE,有许多优点使人注目。EVA类似于有橡胶弹性的热塑性塑料,其性能与VA含量有很大关系,VA含量越少,则越似于LDPE;VA含量越高,则越似橡胶。因此,根据VA含量及相对分子质量的变化,可配制成各种不同性能及熔融指数的品种,供不同成型工艺加工各种用途的制品。
(1)品种分类 按VA含量大致可分为下列几个品种:
1)EVA树脂。VA含量40%(质量分数)以下,常用VA含量为10%~20%(质量分数),性能接近LDPE,有柔韧性,耐冲击,透明性好,可制作电缆绝缘包覆层、薄膜、软质注塑品、发泡塑料鞋底等制品。
2)EVA弹性体。VA含量为40%~70%(质量分数),质软有弹性类似橡胶,拉伸强度小,伸长率大,可用作弹性体、PVC和橡胶的增韧剂及汽车用弹性配件。
3)EVA乳液。VA含量为70%~90%(质量分数),合成后为乳胶状乳液,可作粘结剂、涂料、发泡塑料等。
4)马来酸酐接枝EVA,简称为EVA-g-MA,主要用作LDPE环保无卤阻燃电缆料的改性材料,可提高流动性及冲击强度。目前常用的EVA品种是EVA树脂及弹性体。
(2)EVA的基本性能 综上所述,EVA的性能决定于VA的含量,相对分子质量(熔融指数),如果相对分子质量一定,VA含量增升高时,则弹性、柔软性、粘合性、透明性,溶解度递增;VA含量降低时,则刚性、耐磨性、电性能提高,接近于LDPE。如果VA含量不变,提高熔融指数,则软化温度下降,加工性、制品光泽程度改善,强度下降;反之,熔融指数减低,则相对分子质量增大,能提高抗冲击性及耐应力开裂性。由此可见,这里介绍的基本性能是相对而言的,当VA值增减时,基本性能也会向LDPE或橡胶两种物性发生演变。
1)一般性能。EVA为极性(>PE),低结晶度塑料,外观呈透明、半透明或浅乳白色颗粒料或粉料,质轻柔软有弹性,密度为0.943g/cm3,制品光泽,气体及湿气的透过性比PE高,不宜用作高阻隔性材料;着色性、粘接性、热合性,印刷性及与填料相容性较好,对生理无害。
2)力学性能。拉伸强度及硬度低,质软有弹性,回弹性为42%,伸长率大,可达650%,有韧性,冲击强度大于PE,隔声减振性好,摩擦因数大,耐磨性差。
3)热性能。EVA耐热性差,使用温度低于LDPE,耐低温性及低温可挠性好;易燃,离火不灭并有乙酸味。
4)电性能。因含VA基团,电性能低于PE,不宜作高频和电线电缆绝缘材料,但经填充改性后可作多种用途的绝缘材料。
5)耐蚀性。EAV的耐蚀性、耐应力开裂性良好,但耐油性差,且能溶于芳烃或氯代烃溶剂。
6)耐候性。EVA的耐候性良好,且有抗臭氧的能力,但含有羧基基团会降低热稳定性和抗老化性。
7)加工性。EVA的加工性与LDPE相似,但熔融指数低(2.5g/10min),分解温度为220~230℃,热稳定性比LDPE差,分解时会生成乙酸等刺激物,所以加工温度应比LDPE低20~40℃;可采用注塑、挤出、吹塑、压延、发泡成型等工艺加工各种制品,吸水性小,加工前不需预干燥处理,边角料可100%回收使用。EVA的成型工艺参数见表8-2。
表8-2 EVA塑料的成型工艺参数
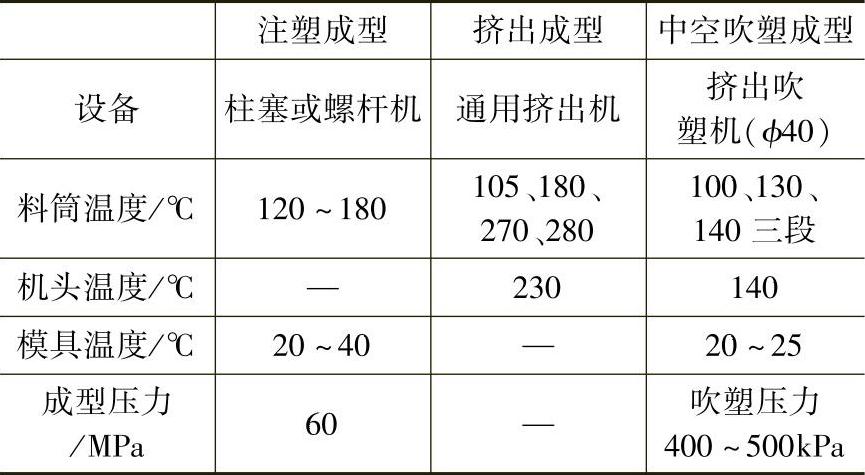
注:1.注塑成型时,制品易粘模,脱模困难,应取较大的脱模斜度。
2.挤出薄膜开口性差,应加入开口剂,且必须慢速牵引。
8)制品应用。用EVA塑料制作的主要制品见表8-3。
2.交联聚乙烯
交联聚乙烯,简称XLPE,它是在PE塑料中加入交联助剂后,通过化学或辐射等技术将线性结构的PE演变成网状结构的聚合物,成为结构改性PE。该技术可提高PE的耐热老化性、耐化学性、强度及刚性、耐环境应力性及耐电晕性。PE中无论HDPE或LDPE都可以组成交联改性PE。
XLPE的交联工艺主要有辐射交联,过氧化物交联和硅烷交联三种。XLPX的性能随不同配方、不同交联工艺及交联度而变化,所以有许多品种适用于加工不同性能的制品。多数XLPE塑料都能保留PE的优点,又可提高力学性能、耐热性、耐蚀性、电性能及耐候性,达到接近工程塑料水平。其基本性能与PE塑料相比有下列不同:
表8-3 用EVA塑料制作的主要制品

1)密度为0.92~1.27g/cm3,稍大于PE,熔融指数为0.1~2g/10min,吸水性小于0.01%,交联度为55%~75%,薄膜透明、透水蒸气性好,阻隔性随交联度增大而提高。XLPE还具有形状记忆功能,可制作热缩管、热缩薄膜等制品。
2)力学性能优于HDPE,过氧化物交联的XLPE冲击性能、拉伸强度较高,有突出耐磨性,优良耐应力开裂性和抗蠕变性。硅烷交联的XLPE还具有优良耐爆破性能,室温下耐爆破压力高于5MPa,95℃时耐爆破压力也高达2MPa,在80℃、2MPa的环境应力下,使用寿命可达50年,而HDPE仅为30h,硬度可达60~80HD。
3)XLPE明显提高了PE的耐热性(软化点为130~200℃)、热强度、热稳定性和尺寸稳定性。辐射交联的XLPE耐热温度等级为150℃;过氧化物交联的XLPE使用温度为140℃,作电绝材料可达200℃;硅烷交联的XLPE在120℃下热老化168h,拉伸强度还能保持98%,伸长率为81%,而此条件下LDPE已熔化。此外,XLPE耐低温性优良,脆化温度为-70℃,在-40℃下仍能保持良好的柔韧性。XLPE经改制后提高了阻燃性,[OI]>24~32,烟密度为108Dm。
4)XLPE电性能优良,绝缘电阻>4×1014Ω,耐电压强度>30kV介质损耗小;尤其具有耐电晕性,是塑料中少数品种之一;耐热等级可达A级,是高频,高电压电缆理想的绝缘材料。
5)耐化学性能优良,强酸、强碱、含氧酸及80℃以下的有机溶剂等,对它的侵蚀很小,但在室温下不耐卤代烃、酮、芳香烃和某些脂肪烃溶剂,耐应力开裂性优于PE,测试寿命>1000h。
6)耐候性、耐老化性及耐辐射性良好。三种XLPE管材的性能比较见表8-4。
表8-4 三种XLPE管材性能比较

注:本表中,A表示优异;B表示良好;C表示一般;D表示有问题;E表示差。
7)加工性能。XLPE制品的加工是边加工边进行交联反应的,也就是先将配制交联剂的原料制成粒料,然后进行挤出、注射、吹塑或压缩、传递成型加工,在加工过程中进行交联反应制成制品,或加工成制品后再进行交联反应制成最终成品。前种方法常用于硅烷及过氧化物交联的XLPE,后者常用于辐照交联XLPE。目前常用的是硅烷交联方法,该法设备投资少,生产成本低,生产效率高,适用于厚、薄壁各种形状制品,也适用于加工填充型复合材料。硅烷交联的XLPE加工制品时,常采用两步法,即将原料分为A、B两组,然后再在第三台设备中混合加工成交联制品。但无论哪种方法都必须严格控制成型温度,既要防止过早交联,流动性下降,影响制品成型,也要防止交联不充分,交联度低影响制品性能。尤其是辐射法及过氧化物法更要严格控制温度,两者均需用专用设备。
XLPE的流动性低于PE,熔融指数为1~2g/10min,熔融温度>130~200℃。过氧化物交联的XLPE的熔融温度低,过氧化物易分解,分解温度在140℃左右。
目前,XLPE塑料主要用于挤出成型加工管材、薄膜及发泡塑料等制品。
8)制品应用方面的特点如下:(https://www.xing528.com)
①管材及薄膜。交联XLPE常用于制作热收缩性管、套管或薄膜。不同品种XLPE可用作高温热水输送管;可用作火箭、导弹、战车、电机、变压器用的耐电压、高频段、耐热绝缘材料、电线电缆绝缘护套;热收缩管可用作电力电缆接头绝缘套,焊接接头耐蚀套、电气元件绝缘套;热收缩膜可用作耐热管材(软管)、化工设备耐蚀衬里、容器及部件、阻燃建材等。
②发泡塑料制品。XLPE发泡塑料应用广泛,仅次于PU及PS占第三位。它耐热性好,随着交联度的增高热固性塑料特点增加,加热到结晶熔点也无畸变,且易着色、上光、涂覆;耐老化,能承压;易成型,可制成结构泡沫片材;耐候性优于PU及PS,可在户外使用;半硬XLPE泡沫料压缩硬度介于软质PU和硬质PS之间,可进行各种二次加工,如切削、钻孔、粘合、复合和热成型,缺点是强度低,主要用于建材、包装、保温、绝缘材料及结构件。
3.氯化聚乙烯
氯化聚乙烯(简称CPE)是LDPE或HDPE用直接氯化法配制成的无规、低结晶聚合物,按PE品种、氯化度、分子链结构及氯化工艺可组成许多性能差别很大的品种。例如,按含氯相对原子质量比例可分为五类:氯含量15%(摩尔分数)的为塑性料,氯含量16%~24%(摩尔分数)的为塑弹性料,氯含量25%~48%(摩尔分数)的为弹性料,氯含量49%~58%(摩尔分数)的为半弹性刚性料,氯含量59%~73%(摩尔分数)的为脆性、阻燃、抗腐蚀树脂。因此,CPE可配制成从塑性到脆性的各种物性品种,工业中常用的品种是氯含量30%~40%(摩尔分数)的弹性体、弹塑型CPE(如135ACPE及140ACPE两种牌号)及氯含量64%~65%(摩尔分数)的耐燃、脆性涂料。
(1)氯含量30%~40%(摩尔分数)CPE的性能特点 主要包括以下几个方面:
1)一般为无色或半透明无臭粉粒料,质地柔软有弹性,密度为1.14~1.18g/cm3,成型收缩率为1.5%,吸水率低。
2)拉伸强度及模量低,硬度低(65~70HD),但耐磨性好,低氯化CPE的抗撕强度高,可达67.5~115.8N/mm,优于LDPE,弹性体CPE有优异的冲击性。
3)耐热性优于PE,维卡软化温度>50℃,长期使用温度120℃以下。当氯含量>25%(摩尔分数)时,有阻燃性,OI值27%,但燃烧时会释放HCl有刺激气味,火焰呈黄色,绿底。热稳定性差,但耐寒特性好,脆化温度-70~-50℃。
4)耐候性、耐化学药品性好,可耐油、耐酸碱、耐臭氧老化;耐应力开裂性好;电绝缘性良好,但低于PE,体积电阻率为108~109Ω·cm。
5)与其他塑料和填充剂相容性好,是一种良好的改性剂。
6)熔融指数为2g/10min(190℃,0.3MPa时),结晶融点约为130℃,可用于注射、挤出、压延、模压成型,也可二次加工。低含氯量CPE还可用于旋转、吹塑成型。
按CPE中有无交联剂可分为直接加工及硫化加工两种方法。直接加工是用不加交联剂,只加稳定剂、增塑剂等助剂的料,直接加工成防水卷材、门窗密封条等软质制品。硫化加工是用原料中加入交联剂及其他助剂的料,加工中需进行硫化处理后才能成为最终制品,如管材、建材、波纹板等。
(2)制品应用 CPE制品应用可分为两方面:
1)CPE可作为PE、PVC、ABS等塑料的改性剂,提高低温冲击强度,降低脆化温度(-80℃),提高阻燃性、耐油、耐候性等性能。
2)CPE可直接制作防水卷材、地板、密封材料、电缆护套、输送带等。
4.共混合金
PE的共混合金品种很多,举例如下:
(1)PE/橡胶 它是用HDPE或LDPE与EPR(乙烯丙烯橡胶)NBR(丁腈橡胶)共混组成的热塑性弹性体(TPE)。按PE及橡胶品种,组分配比、硫化程度、共混工艺不同可制成多种性能的品种,其中用HDPE及NBR共混的品种性能较好。
TPE有热塑性塑料和橡胶(弹性体)两者兼有的特性,有韧性,耐溶剂,绝缘性优良,耐冲击,耐应力开裂,加工性良好,可用注射、模压、挤出成型方法加工制品。
TPE主要用于制造管材、支柱、电气零件、机械零件、编织及印刷筒、高频回路部件,耐温复杂零件、大型零件、化工零件等,可代替某些金属、ABS、尼龙材料,如制作手榴弹塑料手柄等。
(2)HDPE/PMMA 该共混物可提高PE的表面装饰性,改善PE薄膜的印刷性,提高涂料的粘接强度,简化表面处理工艺。
(3)PC/HDPE 它是在PC中加入少量HDPE(15%~20%)制成的。加入HDPE的作用是提高PC的缺口冲击强度和耐沸水性(沸煮20h,材料强度不变),提高其耐热氧化性和耐候性,降低熔体粘度及熔融温度,降低残余应力,提高耐应力开裂性,提高表面光泽性及润滑性。该材料广泛用于制作纺纱管。
此外,还有共混PP,以提高耐应力开裂及刚性;共混EVA、CPE,以提高韧性、印刷性、耐燃性等,品种不胜枚举,此处不再赘述。
5.填充PE塑料
填充PE塑料是指在PE中填充了大量的碳酸钙、滑石粉、云母或硅灰石等无机填料组成的改性塑料。通过填充可有效降低成本,提高刚性、表面硬度、热稳定性等性能。另外,也可通过填充一些特殊材料,赋予PE塑料某些特殊功能,如填充石墨组成导电塑料,在HDPE中填充Selar添加剂可有效地抑制储汽油容器渗透率等。填充PE塑料的品种也很多,其中钙塑料应用较广。
无机酸钙盐,如CaCO3、CaSO3、CaSO4、滑石粉、硅藻土等)/PE填充料,通常配比是钙盐90%~50%,质量分数,PE10%~50%,质量分数,故称为钙塑料。
这种塑料除了具有塑料、木材、纸张等的性能外,还具有较好的耐热、耐水、防振、隔声性能,其刚性、硬度、压缩强度、加工性、二次加工性、抗蠕变性、成型收缩率等性能均优于PE,但韧性、制品光泽性、冲击强度、色彩都逊于PE。
PE钙塑料可用压延、挤出、注射、压制等方法加工制品。制品可分为发泡制品及实体制品两类。发泡制品有低发泡注射制品、模压发泡板、热压高发泡板等;实体制品有粒料注射制品、压延钙塑纸,钙塑板等。模压PE钙塑板的密度只有0.40g/cm3,拉伸强度为1.49MPa,压缩强度为4.23MPa,弯曲强度为2.06MPa,简支梁冲击强度为1.65kJ/m2。
实体PE钙塑料可用普通注射机、挤出机加工制品,成型温度因熔融指数及填料量不同而异,通常比PE高10~20℃。注射成型时,料筒温度为140~220℃,注射压力为70~90MPa。
可进行涂饰、印刷、热熔粘合、粘接、电镀及锯、刨、切割、开孔、拧螺钉、板材吸塑加工等。
钙塑料可代替木材、纸张用作建材板、箱壳、家具、木器、外包装材料等,其发泡制品用途更广,详见发泡塑料章节。
此外,导电PE塑料及纳米PE塑料等填料PE将在功能塑料及纳米塑料章节中专述。
6.增强PE塑料
增强PE塑料(简称GFPE),主要原料以HDPE粉粒料为基体,常用经润湿处理的E玻璃纤维(直径为9~13μm,长度为3~4mm)为增强材料,含量在20%~30%,颗粒料可用于注射,挤出、模压等成型工艺,加工时可直接用增强料,或增强料与未增强料混合使用。
增强PE塑料可大幅度提高PE的拉伸强度、弯曲强度、弹性模量、抗蠕变性、冲击强度及耐应力开裂性、热变形温度,降低收缩率,但伸长率下降,取向性及吸水率增大,耐蚀性及电性能与HDPE相似。
GFPE的成型加工性要求较高,材料流动性比PE降低,流程比为100~200,熔融温度为200~230℃,注射温度为220~250℃,注射压力为30~50MPa,但收缩率为0.2%~0.5%,制品精度3级(SJ/T 10628—1995标准),取向性明显,制品易翘曲,加工前原料需预干燥处理,增强纤维对模具、设备磨损大。
GFPE的综合性能基本达到了通用工程塑料水平,可用于制作受力耐热的机电结构零件,如基底、底板、框架、杆梁、支撑件、壳体、箱盖、泵壳等,代替部分有色金属、尼龙、ABS等材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。