



1.常用热塑性塑料的成型特性
常用热塑性塑料主要成型特性见表7-68。
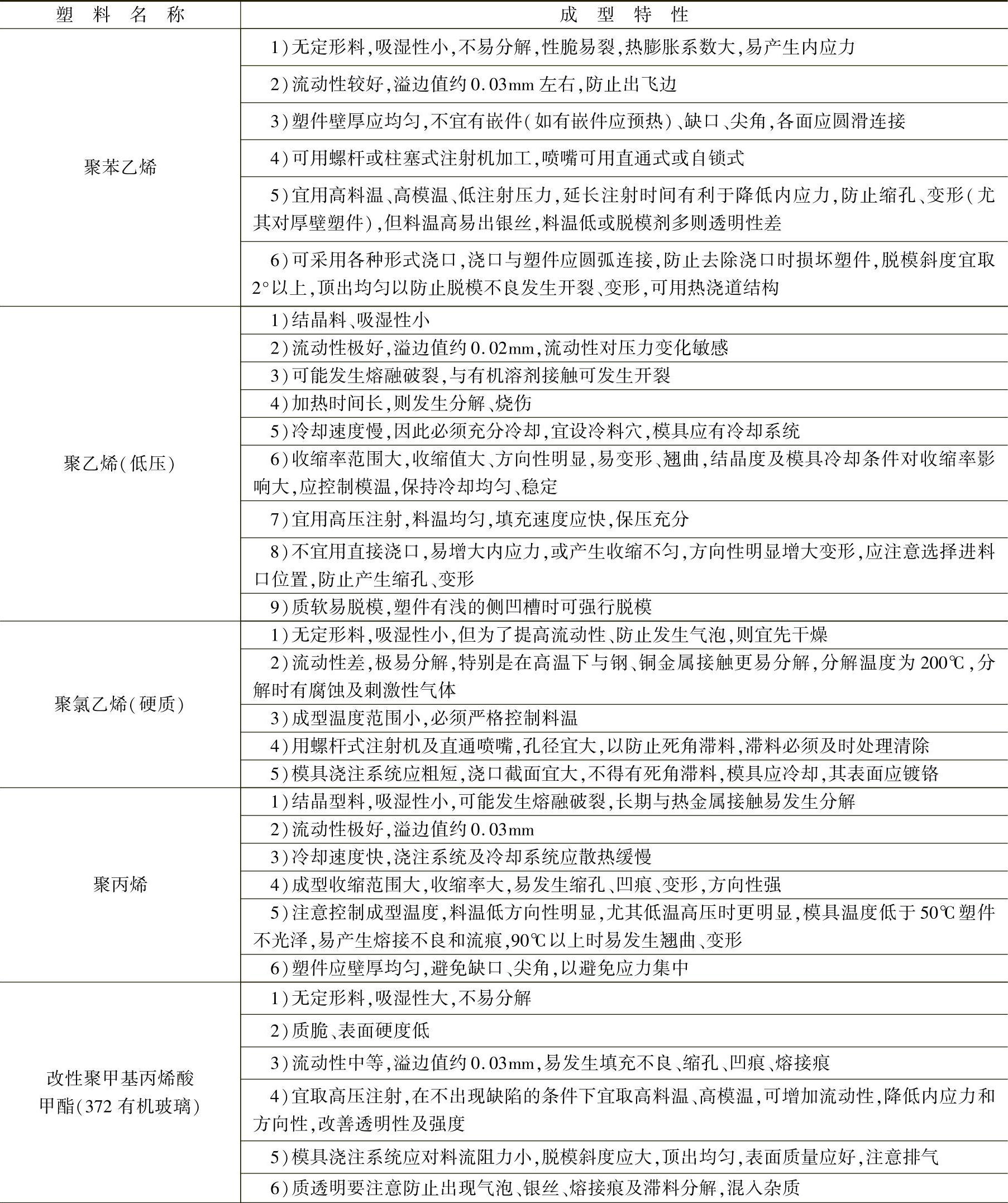
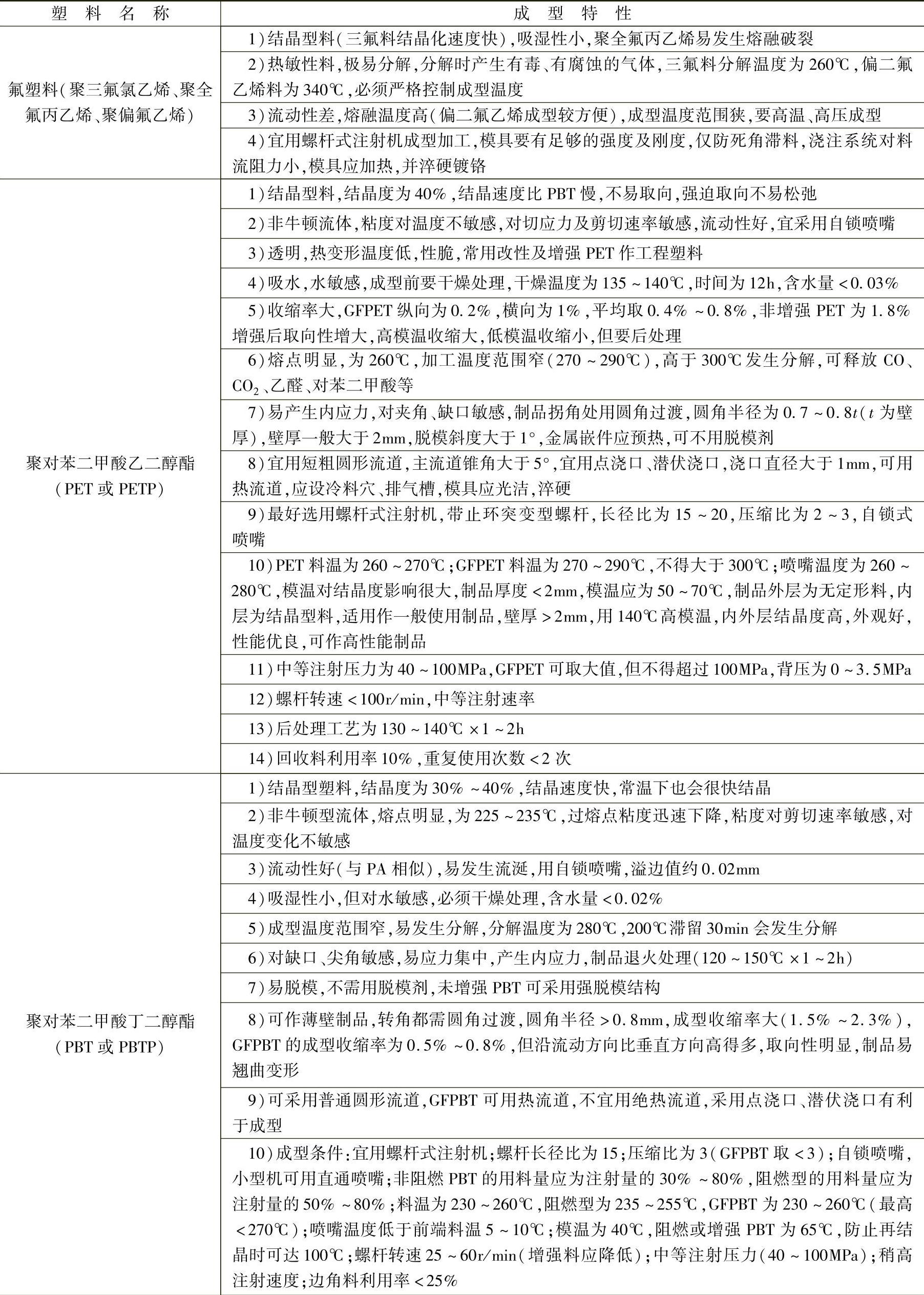
表7-68 常用热塑性塑料成型特性
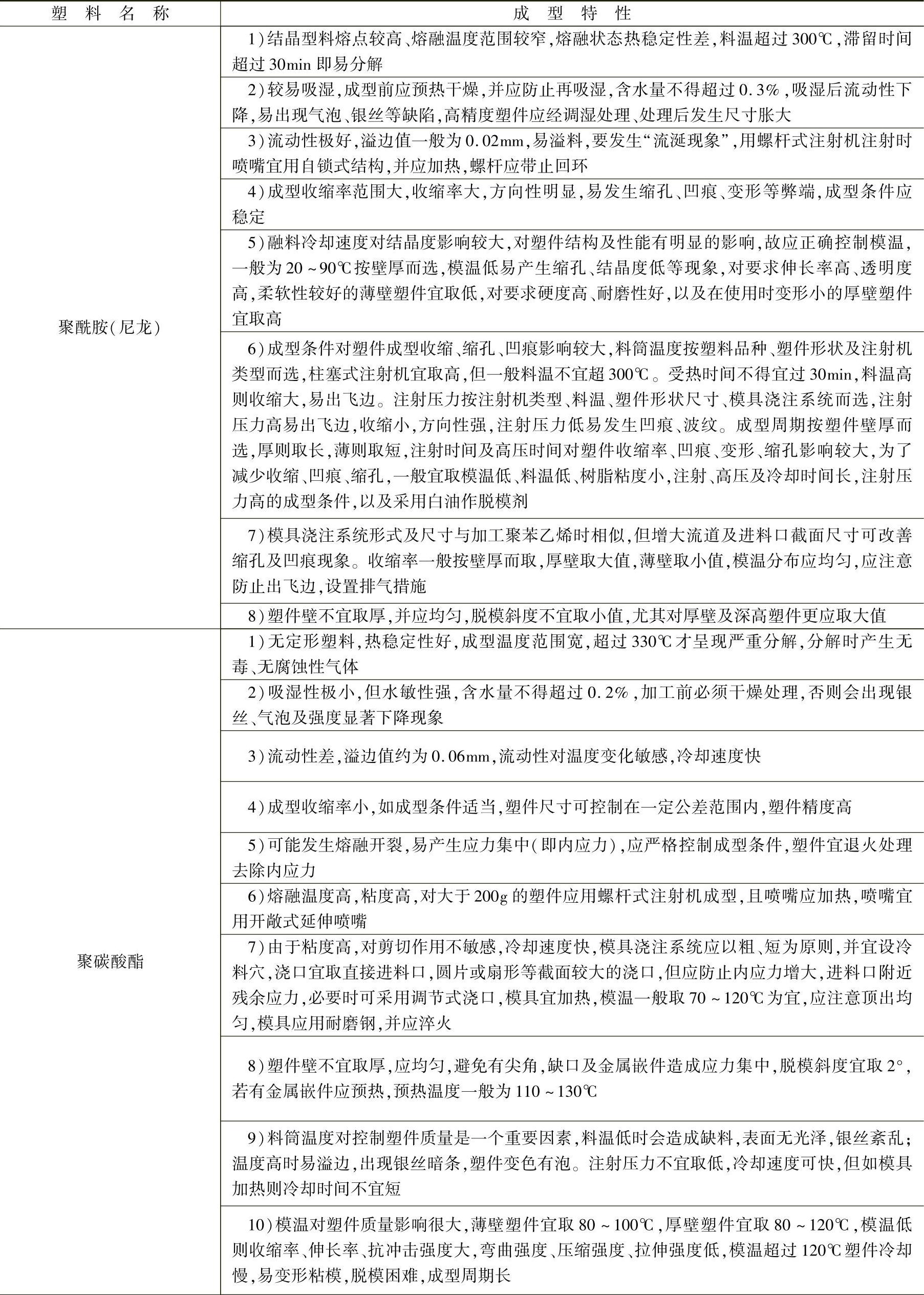
(续)
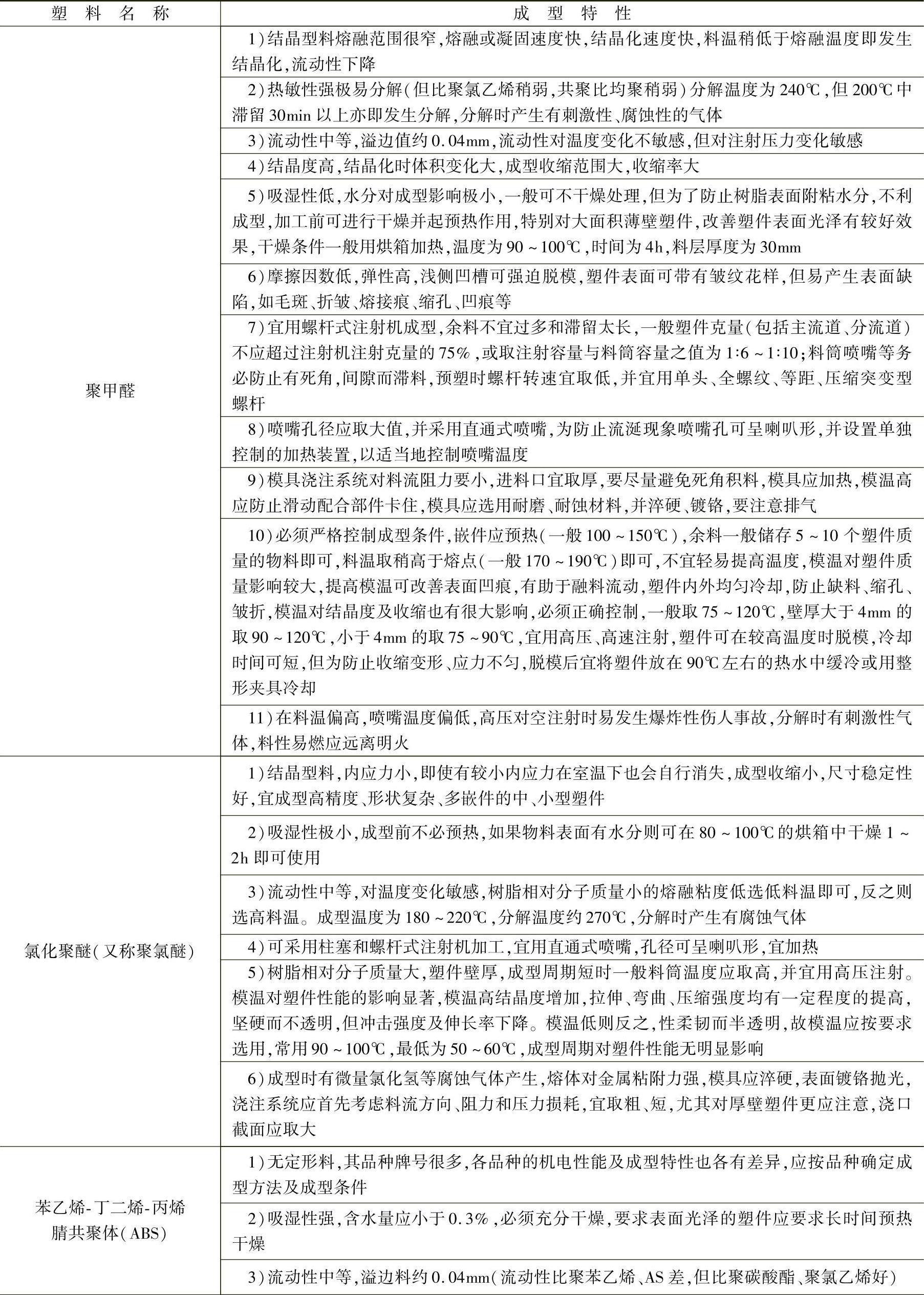
(续)
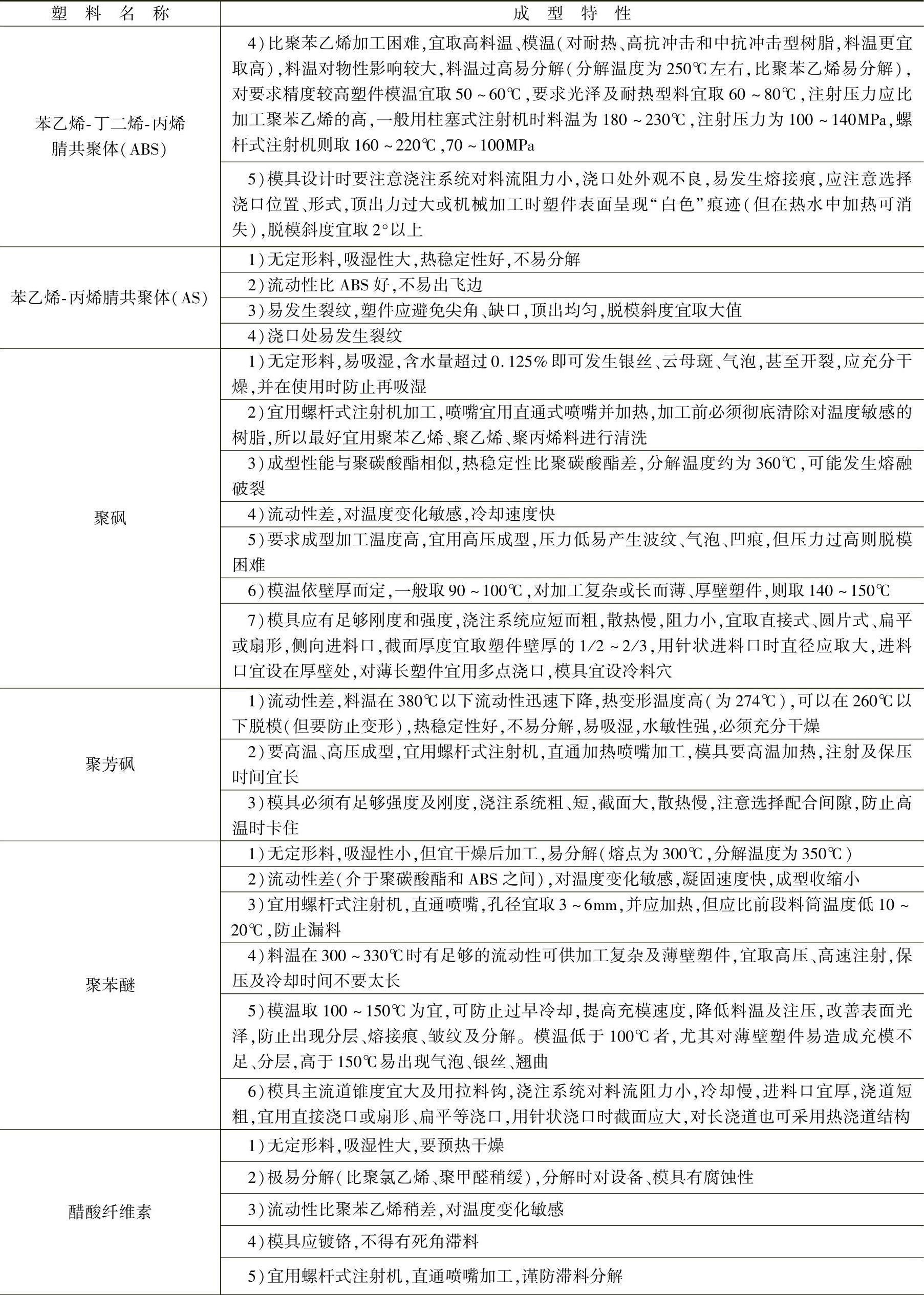
(续)
(续)
(续)

2.常用热固性塑料的成型特性
常用热固性塑料的成型特性见表7-69。
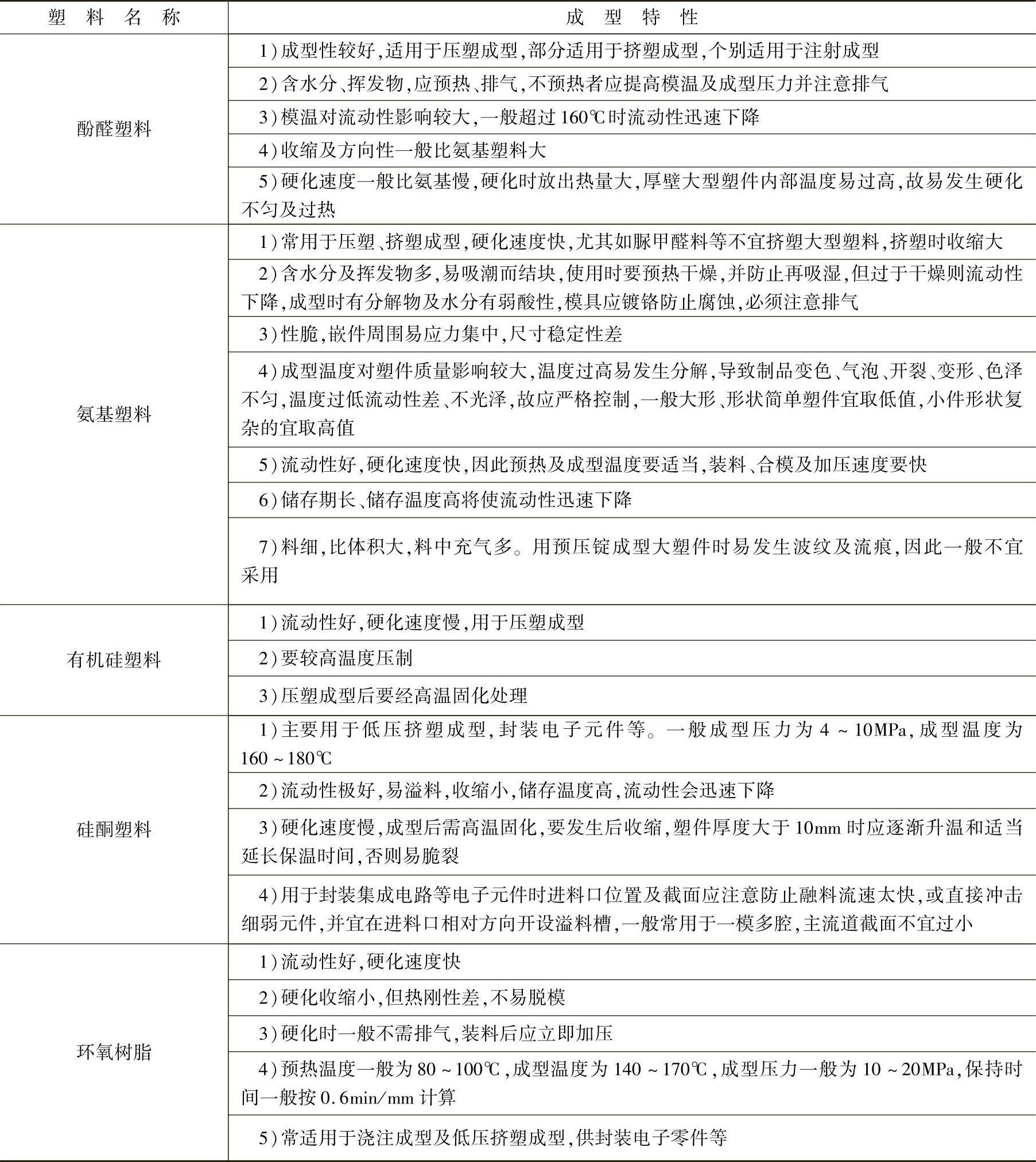
表7-69 常用热固性塑料的成型特性
3.热固性塑料常用填料的成型特性
常用热固性塑料的成型特性除与各塑料品种有关外,还与所含填料品种和粒度及颗粒均匀性有关。细料流动性好,但预热不易均匀,充入空气多不易排出,传热不良,成型时间长。粗料塑件不光泽,易发生表面不均匀。过粗、过细还直接影响比体积及压缩率进而影响模具加料室的容积。颗粒不均匀的则成型性不好,硬化不匀,同时不宜采用容量法加料。填料品种对成型特性的影响见表7-70。
4.热塑性增强塑料的成型特性
热塑性增强塑料一般由树脂及增强材料组成。目前,常用的树脂主要为尼龙、聚苯乙烯、ABS、AS、聚碳酸酯、线型聚酯、聚乙烯、聚丙烯、聚甲醛等,增强材料一般为无碱玻璃纤维(有长短两种,长纤维料一般与粒料长一致为2~3mm,短纤维料长一般小于0.8mm)经表面处理后与树脂配制而成。玻璃纤维含量应按树脂密度选用最合理的配比,一般为20%~40%(质量分数)。由于各种增强塑料所选用的树脂不同。玻璃纤维长度、直径、有无含碱及表面处理剂不同,其增强效果不一,成型特性也不一。
如前所述,增强料可改善一系列机电性能,但也存在一系列缺点:冲击强度与冲击疲劳强度低(但缺口冲击强度增高);透明性、焊接点强度也降低,收缩强度、热膨胀率、热传导率的异向性增大。故目前该塑料主要用于塑制小型、高强度、耐热、工作环境差及高精度要求的塑件。
其原料有如下几种形式:
(1)颗粒料 含玻璃纤维40%(质量分数)以下,直径为2~3mm,长度为5mm左右的由卷状纤维用挤出机连续包裹树脂造粒而成。
(2)浸渍颗粒料 纤维束浸渍树脂、干燥、切粒而成,玻璃纤维含量为60%~80%(质量分数)。
(3)短切纤维料 用短切纤维与树脂混合后,直接在注射机上加工制品。需采用专用设备,国内应用较少。
(4)尼龙RIM塑料 它是用RIM技术制作的增强塑料制品。
(5)RTPS片料 它是用PP、PET、PBT、PC等塑料与玻璃纤维织物制作的热塑性塑料SMC片材。(https://www.xing528.com)
热塑性增强塑料的注射成型特性见表7-71。
表7-70 各种填料特性
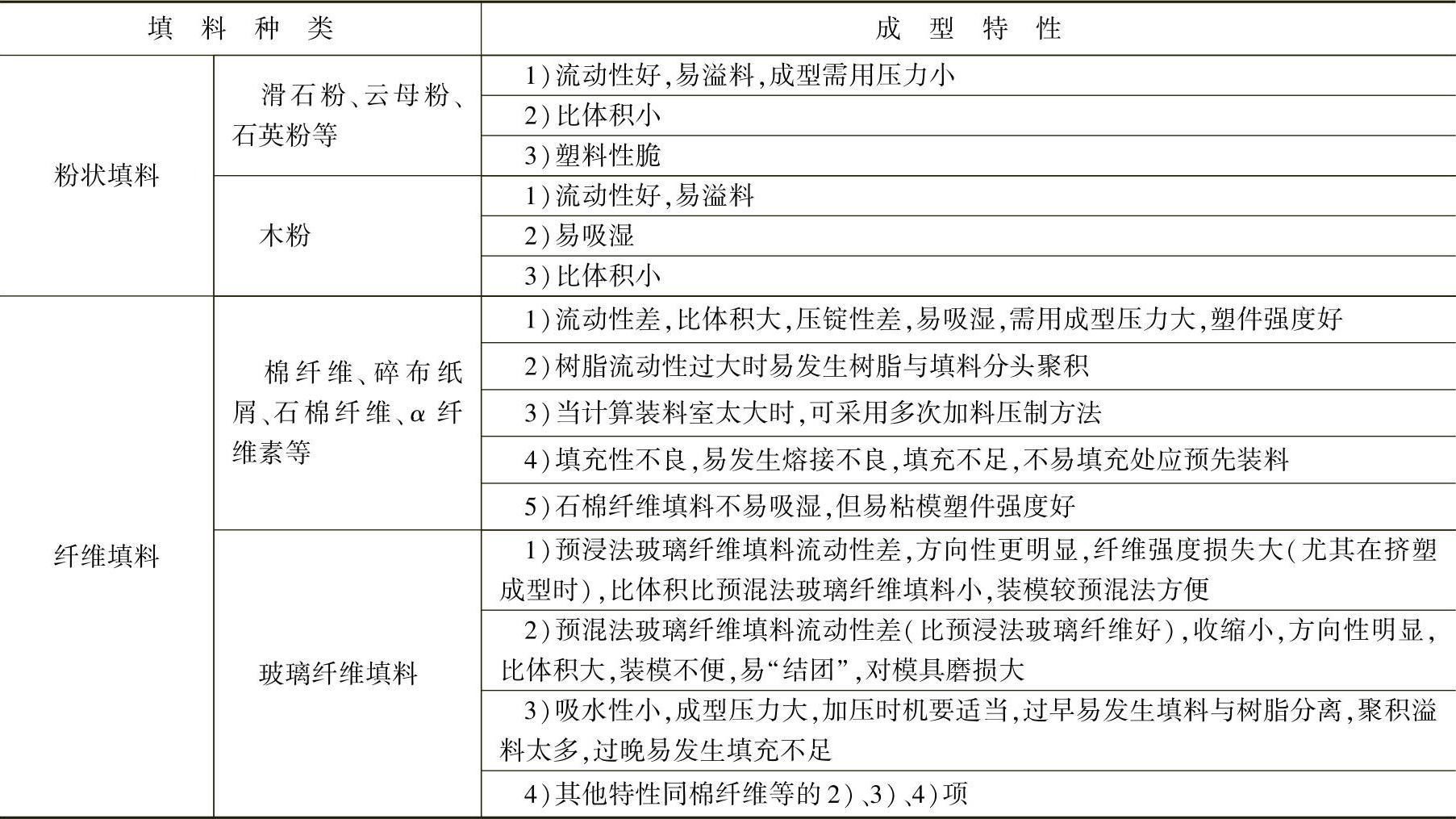
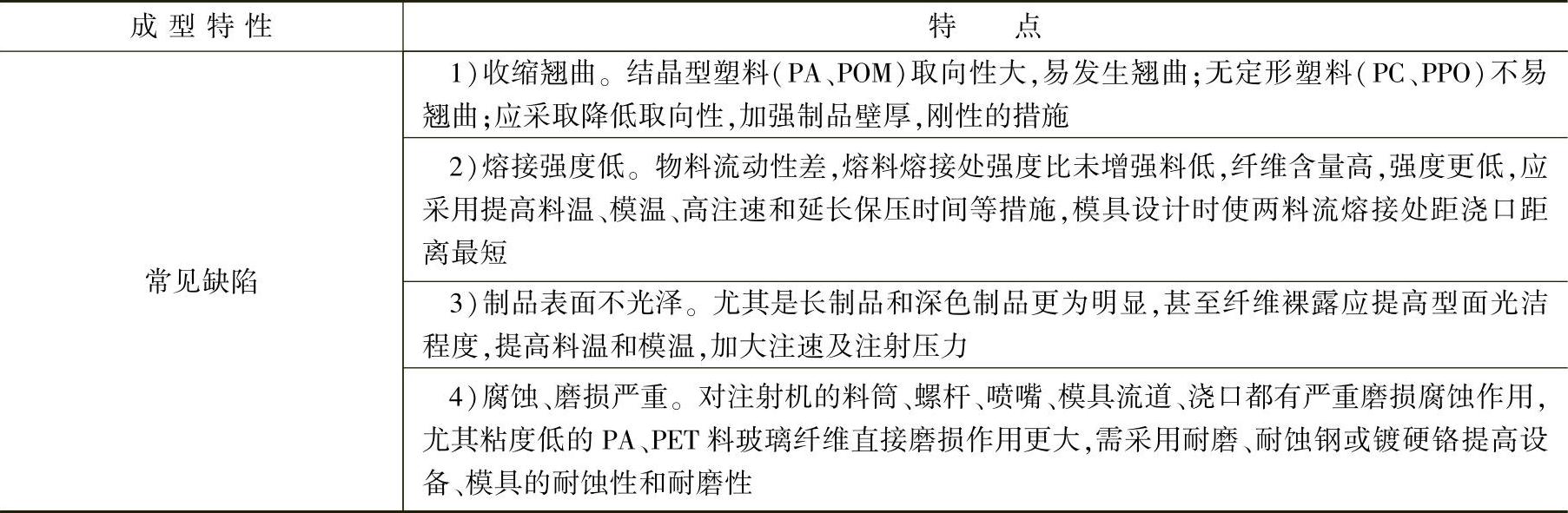
表7-71 热塑性增强塑料的成型特性

(续)

(续)
5.热固性增强塑料的成型特性
热固性塑料常用玻璃纤维或织物作增强材料组成玻璃纤维增强塑料制品,因此这类塑料除树脂要求的成型特性外,还有些增强后自有的特点。
(1)热固性增强塑料的分类 热固性增强塑料主要的分类方法有以下一些:
1)制成增强塑料的方法可分为一步法及两步法。一步法是由树脂和增强材料、填料、助剂直接制成增强塑料的方法,采用一步法制成的料称为湿法料,适用于手糊成型、喷射成型、离心成型。二步法是将纤维浸渍树脂后预固化成半成品,然后再成型制作成制品的方法。这种半成品称为模塑料,或干态预浸料,宜用作缠绕、模压、传递、注射、层压成型。
干态浸渍料与湿法料相比,具有含胶(树脂)量多、分布均匀、比分可精确控制、水分及挥发物含量少,可专业化生产、效率高、质量有保证、生产环境好、粉尘少、污染小等优点,可作成短切纤维、长纤维、连续纤维,以及片状、粒状、布状、块状、圆柱状、预成型坯状等各种形式的半成品,用户购置后直接进行成型加工。
2)按处理方法可分为干式预固化预浸料和稠化浸渍料。前者是纤维浸渍树脂经干燥并达到预固化程度的模塑料;后者是材料中加入增稠剂,在树脂浸渍纤维同时发生粘度变化,呈有粘性但不粘手的凝胶状物料,在成型加工时它可软化具有一定的流动性。
3)按增强材料的形式可分为以下几类:
①连续纤维(或织物)的浸渍料主要品种有:浸胶布用于层压、卷制、布带缠绕、模塑(如模压、传递)等;胶纱带(如无线带)浸渍带料,用于干法缠绕、模塑等;无纬布(单向浸渍布)用于层压、铺层等;带状模塑料(用纤维束浸渍),用于缠绕、模塑等。
②短切纤维预浸料主要品种有:高强度短纤维塑料,其中包括预混料(有散乱状料、碎布料、织物料等),用于模塑;预浸料(颗粒料),用于模塑、传递、注射;片状料(SMC),用于模压;团状料(BMC),用于模压、传递、注射成型;厚模塑料(TMC),用于模塑、注射。
③预成型坯。用增强材料作成型坯用于反应注射成型(RRIM)、传递成型(RTM)、喷射法制作热固性增强塑料制品。
上述各类塑料各有适用于不同成型工艺的品种,需按成型工艺选适当品种的料。
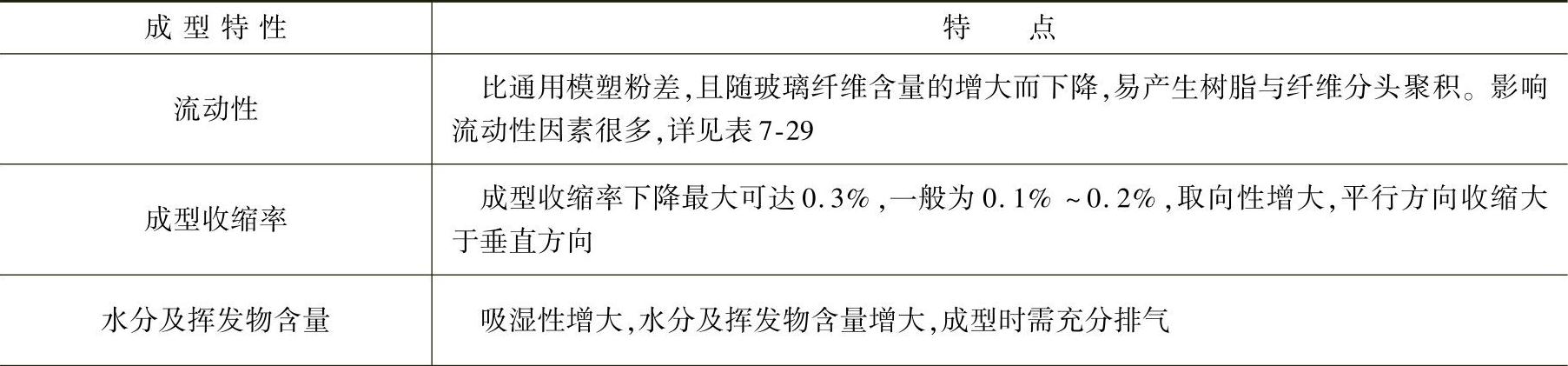
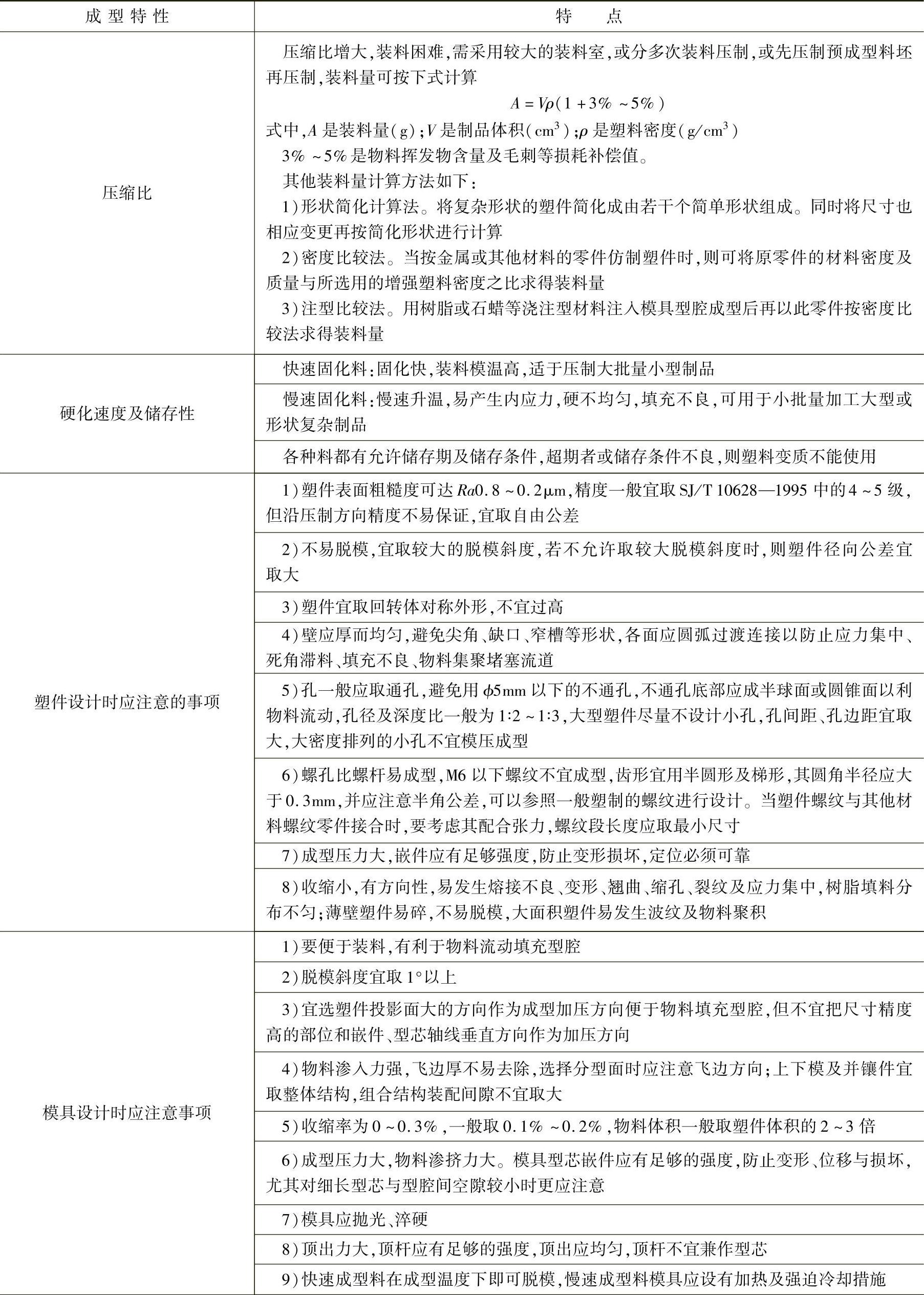
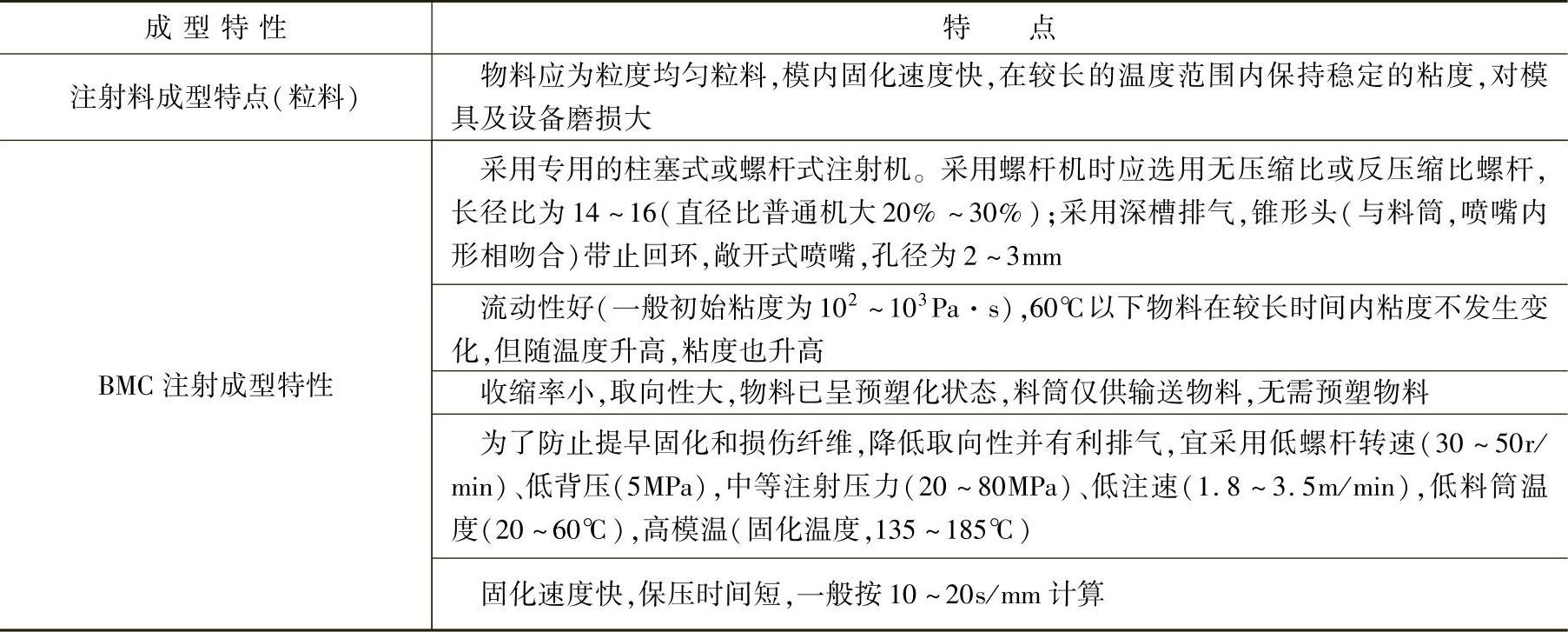
(2)热固性增强塑料的成型特性 由上述可知,不同的增强材料组成的模塑料各有其适用的工艺,因此选用的工艺首先要适应所选用塑料的成型工艺适用范围,故各有各自的成型特性。采用模塑及注射工艺时热固性增强塑料的成型特性见表7-72。
表7-72 采用模塑及注射工艺时热固性增强塑料的成型特性
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。