



热学特性是指在成型加工过程中与塑料塑化、熔融、结晶、交联、固化、冷却等过程有关的热性能指标。
1.热导率
不同塑料有不同的热导率。热导率随温度增高而变大(对压力变化不敏感),且有取向性,沿料流(或拉伸)方向大,壁厚部分各向异性明显。热导率的大小与材料的相对分子质量有关。相对分子质量大、分布集中的料,结晶型料、热固性增强或填充塑料的热导率高,可达0.5~11.4W/(m·K)。增强或填充料的热导率的各向异性更明显。一般热塑性料的热导率低,在0.13~0.36W/(m·K)。
热导率低的材料,内部传热速度慢(热扩散系数小),在各种成型加工时,塑化或加热时间长,冷却或加热固化时间也长,因需要有充分时间才能使料温均匀,因此易发生温度分布不均、各向异性、局部热量聚积,由此引发各种弊端。所以,在加工热导率低的材料时,尤其在加工厚壁、长流程、大面积和大质量的制品时,更需注意选用合理的冷却或加热系统,以控制冷却(或加热)时间和温度,保证料温和冷却均匀。
2.比热容(又称质量热容)
比热容是指塑料加热到Tm呈粘流态时所需要的热量,一般用单位质量塑料提高1℃时所需要热量来表示,单位为J/(kg·K)。不同塑料在不同温度时需用的比热容不同。通常,在100℃以下时随着温度升高,比热容也增大,超过临界温度后,比热容随温度升高而下降。比热容值的大小直接影响加热设备的功率。热固性塑料及增强(填充)塑料的比热容大,结晶型塑料在熔融时必须克服结晶体的吸引力,使结晶体熔化,同时还需使分子间解链呈粘流体,因此其比热容比非结晶料大得多,需选用供热能量大的成型机或加热设备。
3.比焓
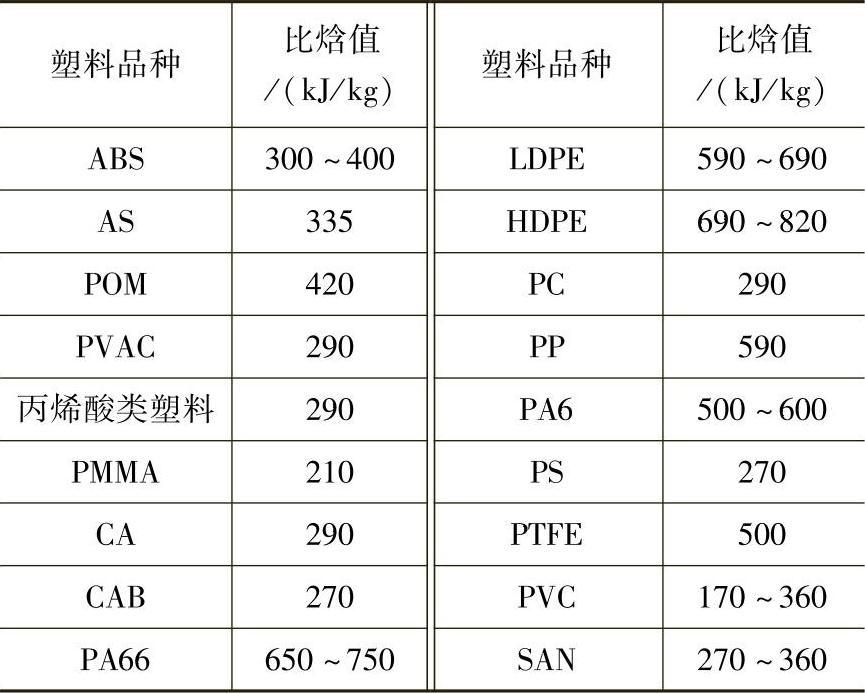
它是指单位质量的熔体在凝固时释放的热量(单位kJ/kg)。不同塑料品种的比焓不同,常用塑料的比焓值见表7-65。比焓高的塑料则需采用高效的冷却系统和方法将热量均匀地传导散去,但也需兼顾制品对冷却速度的要求。
表7-65 常用塑料的比焓值
4.冷却速度
从单纯地提高生产率的角度而言,按塑料的比焓值采用高的冷却速度,缩短冷却时间,效果最好,但实际中为了保证制品质量,有许多因素影响着冷却速度,将其限制在一定的范围内。影响冷却速度主要因素有以下一些。
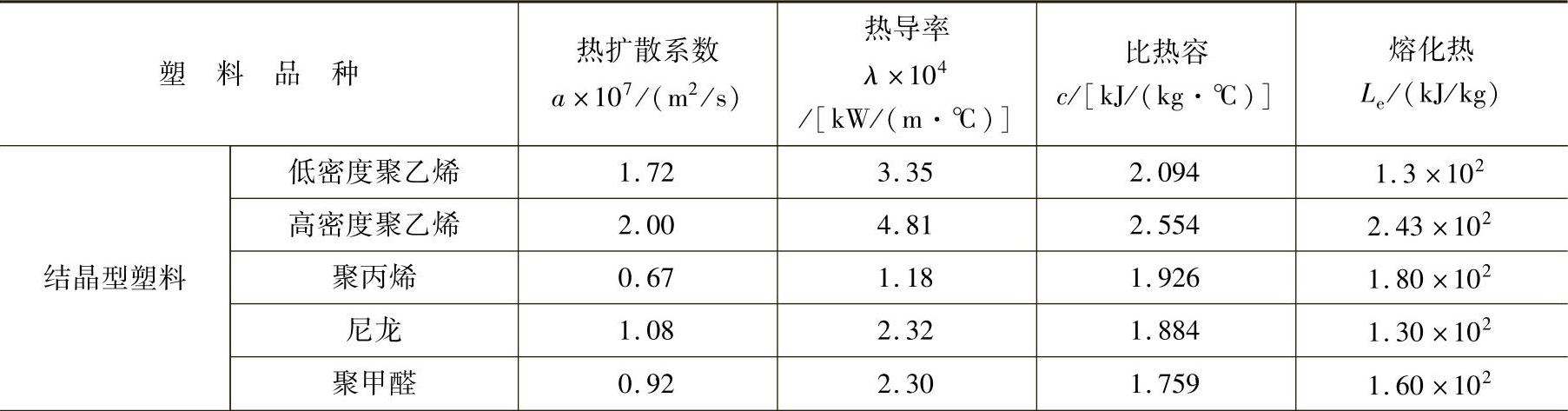
(1)塑料的热扩散系数a 热扩散系数是热导率λ与密度ρ和比热容c的比值(即a=λ/(ρ·c),如果塑料的λ值大,ρ及c小,则热扩散性越好,加工时温度分布均匀,冷却时可快速均匀散热,可选用较高的冷却速度,否则,会导致冷却不匀。几种塑料的热性能参数见表7-66。
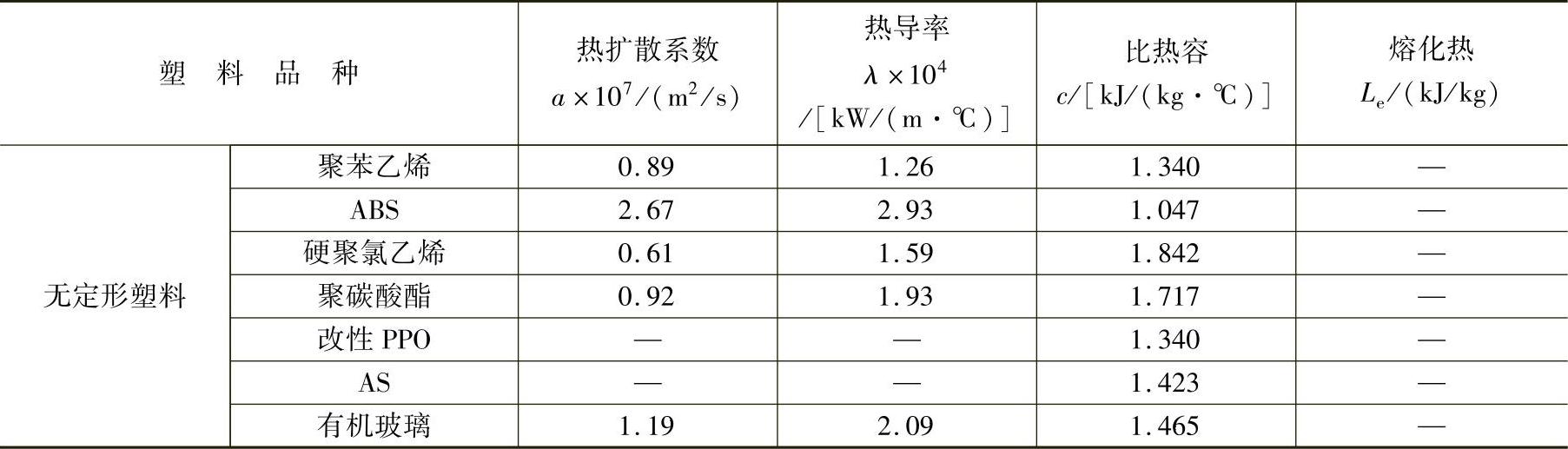
表7-66 常用塑料的热扩散系数、热导率、比热容及熔化热(https://www.xing528.com)
(续)
(2)制品壁厚 不适当的快速冷却会降低结晶度,增大应力,导致填充不良,熔接强度低,制品翘曲变形,增大后收缩,降低保压补缩作用等,尤其对厚壁、形状复杂、壁厚不匀、大尺寸易变形高尺寸精度要求的制品更不利。例如,制品厚度越厚,要求保压补缩作用越大,注射成型时冷却时间与壁厚的平方成正比,如果过快冷却,则壁部会形成真空泡或塌坑等缺陷。又如,薄壁制品在低模温快速冷却时,会发生因熔体流动性不良导致填充不良等弊端。
(3)模具材料与冷却方法 模具材料及冷却系统设计、冷却液及流量等因素对冷却速度影响很大。例如,在模具材料的热导率高,冷却水管越靠近模腔、管径大、数量多,冷却液介质粘度低、导热性好、温度低、流量大(呈紊流状)等冷却条件下冷却速度快,冷却效果好。现已开发出了MPI/COOL软件(冷却分析模块),可以模拟熔体充填、保压结束后的冷却过程,可为冷却系统设计及优化提供宝贵的原始资料。
(4)成型工艺条件 冷却速度也应与成型工艺条件匹配。例如,料温高、顶出温度低时,应选用缓慢冷却等。
其他各种成型方法也都应按实际成型条件酌情选用适当的冷却速度。
5.热膨胀系数
塑料的热膨胀系数大,且随温度的升高而增大。不同塑料的热膨胀系数不同,其中,热固性塑料及结晶度高、且常温下刚性的塑料的热膨胀系数小。填充料及增强塑料可有效降低热膨胀系数,但各向异性明显,如碳纤维、芳纶纤维料的轴向膨胀系数为负值。
膨胀系数大的料不宜制作带金属嵌件制品,否则会发生内应力破裂。通常,成型前嵌件必须预热。另外,不同膨胀系数的材料也不宜用于制作复合材料制品或组合结构制品。热成型加工膨胀系数大的片、板材料时需采用高强度的夹片(板)夹具,且要防止夹具的热胀冷缩变形。
6.热刚性及热稳定性
热刚性是指塑料耐热变形的性能。通常可用塑料热变形温度或维卡软化温度、马丁耐热温度性能指标值等来评估制品热态刚性,从而可确定制品脱模温度及控制热处理温度。如果热刚性好,则可在较高温度脱模或进行热处理时制品不易变形,既可提高生产效率,也可采用高温烘干原料缩短干燥时间。但高温脱模或热处理时必须兼顾防止冷却时无约束变形、后收缩增大及后结晶等因果关系。对热固性塑料制品,热刚性测定方法是把刚出模的试件放进预热到一定温度的箱式试验装置中,对试件中心加上载荷,根据测出的弯曲量进行计算,或通过相互比较各个试件的刚性测得。
热稳定性是指塑料在高温下或长期在较高温度加热时耐热分解和耐热氧化分解的特性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。