



【摘要】:交叉丝电阻焊和凸焊与平板焊接相比有显著不同,因为在其焊接过程中,接头发生显著的塌陷而导致接触面积增加。图16.8 交叉丝精密焊焊接结构对于细镍丝,电阻微焊接包括以下几个步骤:1)冷丝塌陷。4)固态结合[24]。图16.12显示了不同焊接条件下,接头截面具有相似的相对嵌入量。图16.9 交叉细镍丝电阻微焊接的主要阶段[24]图16.10 交叉丝接头拉伸、剪切实验图16.11 坍塌率的定义
交叉丝电阻微焊接中,两根丝通常以合适的角度被连接在一起[20]。大尺度交叉丝电阻焊的产品(主要是金属)包括炉和电冰箱的支架、灯罩、篮子、栅栏、混凝土加强肋等。另一方面,交叉丝电阻微焊接通常用于电子或医疗设备部件,主要用于电气互连[21,22]。因两个交叉丝在贴合面构成点接触[23],这种电阻微焊接的接头形式(如图16.8所示)与凸焊非常相似。交叉丝电阻焊和凸焊与平板焊接相比有显著不同,因为在其焊接过程中,接头发生显著的塌陷而导致接触面积增加。
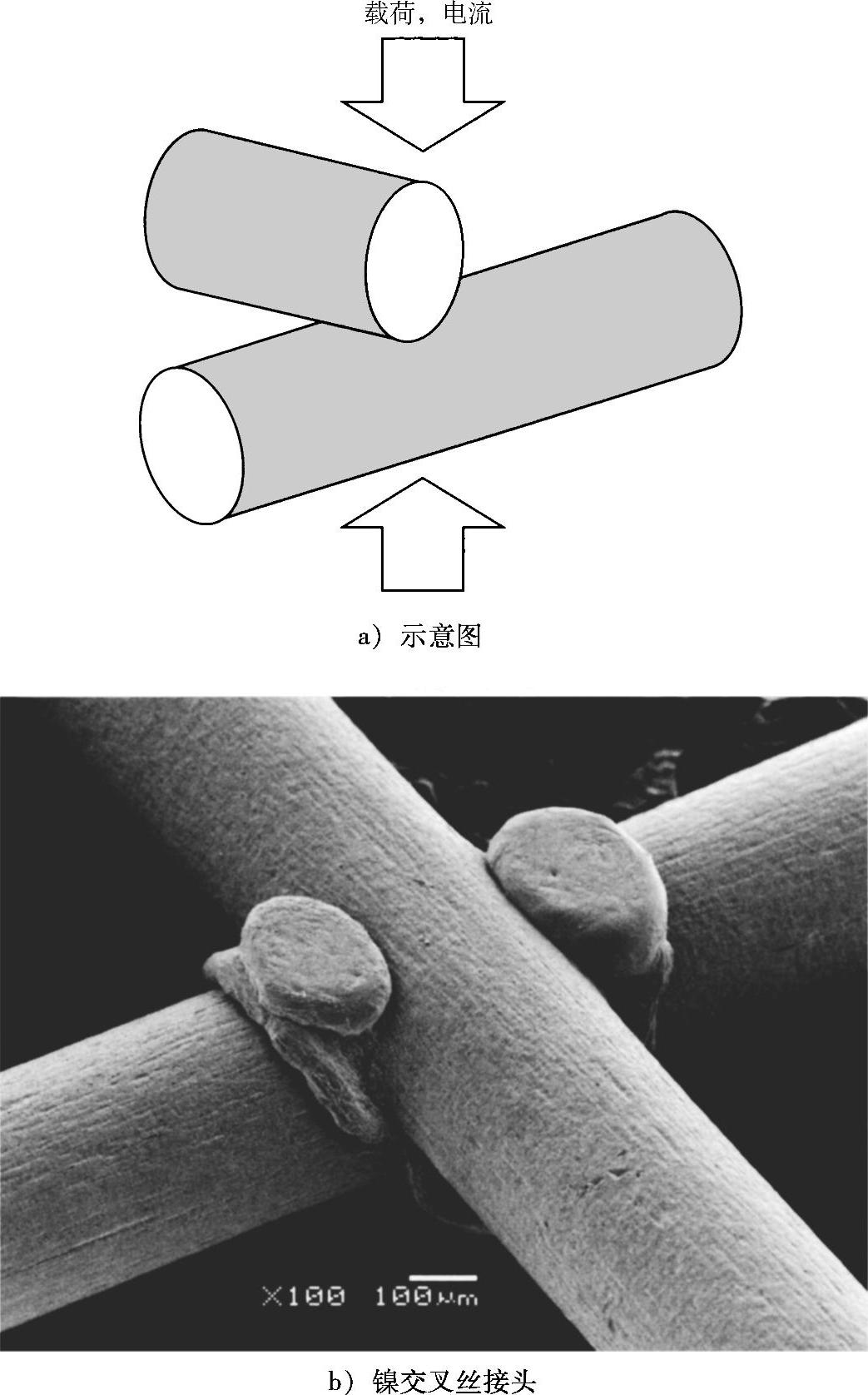
图16.8 交叉丝精密焊焊接结构
对于细镍丝,电阻微焊接包括以下几个步骤:
1)冷丝塌陷。
2)表面熔化。
3)熔融相挤出。
4)固态结合(如图16.9所示)[24]。(https://www.xing528.com)
交叉丝电阻微焊接的焊接质量可由拉伸、剪切实验(如图16.10所示)评估。相对嵌入量(如图16.11所示)可作为接头质量的评价指标[16,25]。测量相对嵌入量也可作为监测接头质量的非破坏性方法。但有关细镍丝电阻焊的研究表明,只把相对嵌入量作为评价指标是不合适的。图16.12显示了不同焊接条件下,接头截面具有相似的相对嵌入量。虽然接头A和B的嵌入量相同,但接头B表现出比接头A更高的强度。强结合界面对应再结晶微观组织(如图16.12b所示),而弱结合界面微观组织由大部分冷压和少量再结晶组织构成(如图16.12a所示)。因此,为了获得强结合界面,除了足够的嵌入量外,嵌入合适的局部温度历史,也是非常重要的。
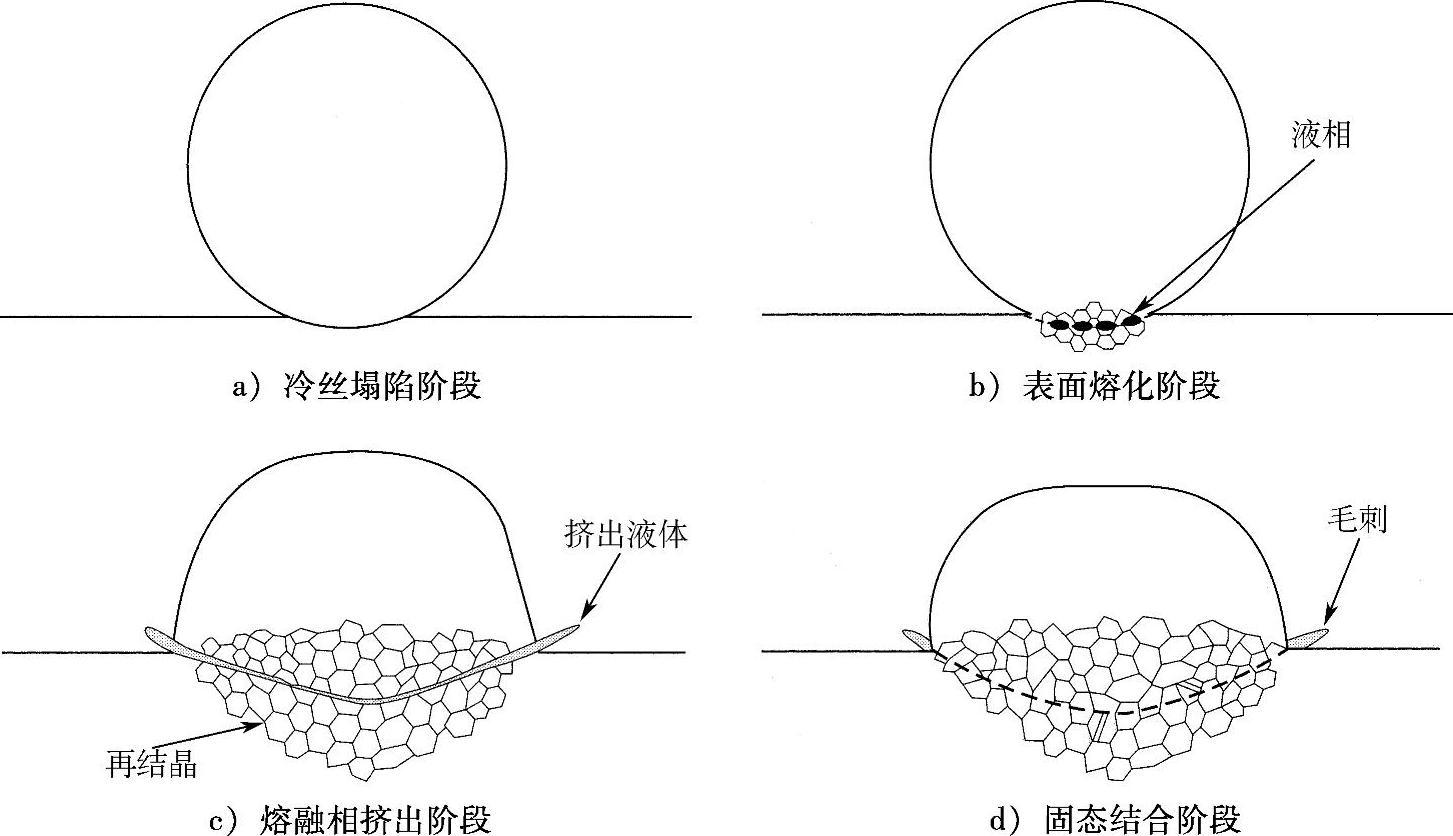
图16.9 交叉细镍丝电阻微焊接的主要阶段[24]
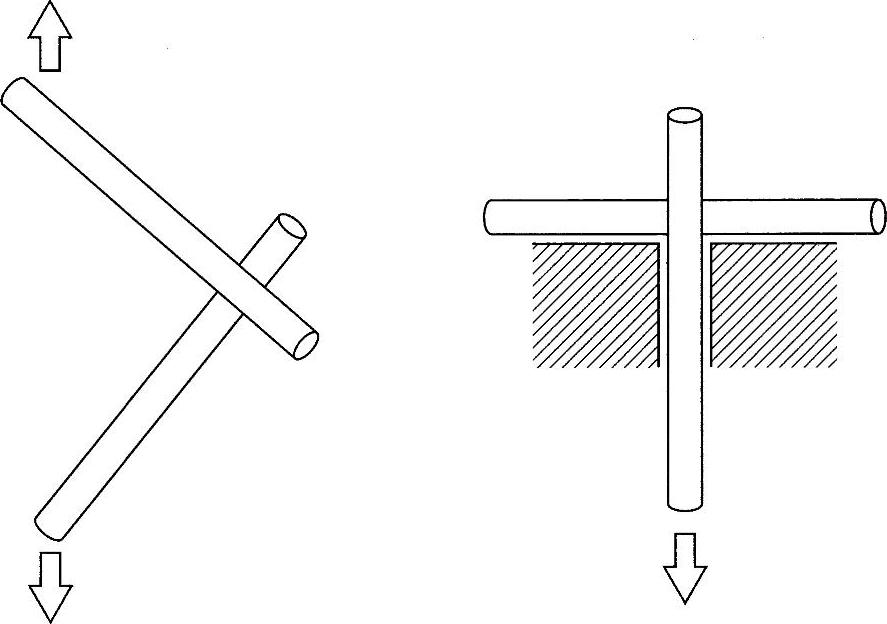
图16.10 交叉丝接头拉伸、剪切实验
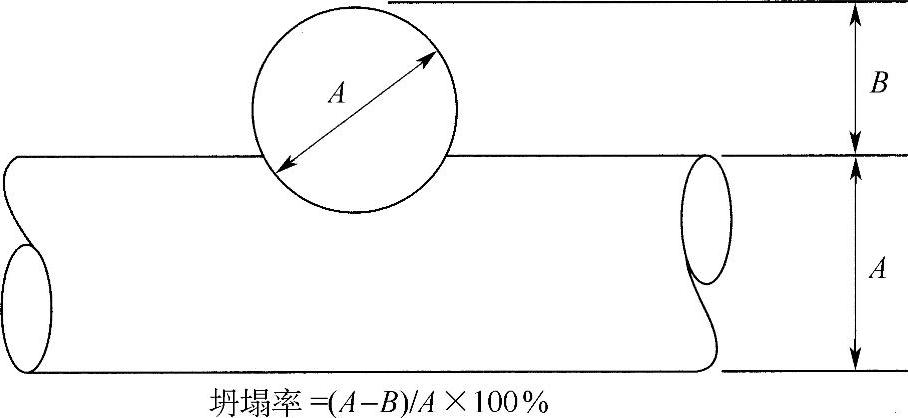
图16.11 坍塌率的定义
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。