



【摘要】:平板堆焊试验表明,电子束的快速控制功能使其可进行叠加焊。图15.23为电子束在不锈钢薄板材料上叠加焊实例。在给出的五个试验中,电子束的总能量输入和焊接时间完全相同。图15.25和图15.26是使用填充材料的电子束叠加焊的实例,用来连接插头上的光纤阵列。通过电子束的线性和圆形叠加焊功能,有可能实现更均匀的热输入分布,实现成功连接。
平板堆焊试验表明,电子束的快速控制功能使其可进行叠加焊。它不仅可精确定义局部能量输入,形成比电子束斑点尺寸大得多的焊口,还可通过调整频率和偏转模式,影响材料的热传导行为。图15.23为电子束在不锈钢薄板材料上叠加焊实例(材料1.4301相当于304不锈钢)。在给出的五个试验中,电子束的总能量输入和焊接时间完全相同。两个圆圈图形是两焊缝叠加形成的,但频率不同。显然,当采用低频时,热量容易散失,基板几乎不受影响。通过提高频率,熔化体积增加。高频形成非常陡且窄的焊缝,最后会导致材料出现热裂纹。试验观察发现,由于SEM对功率的限制,难以焊接高热导率材料(如Cu和Al)。
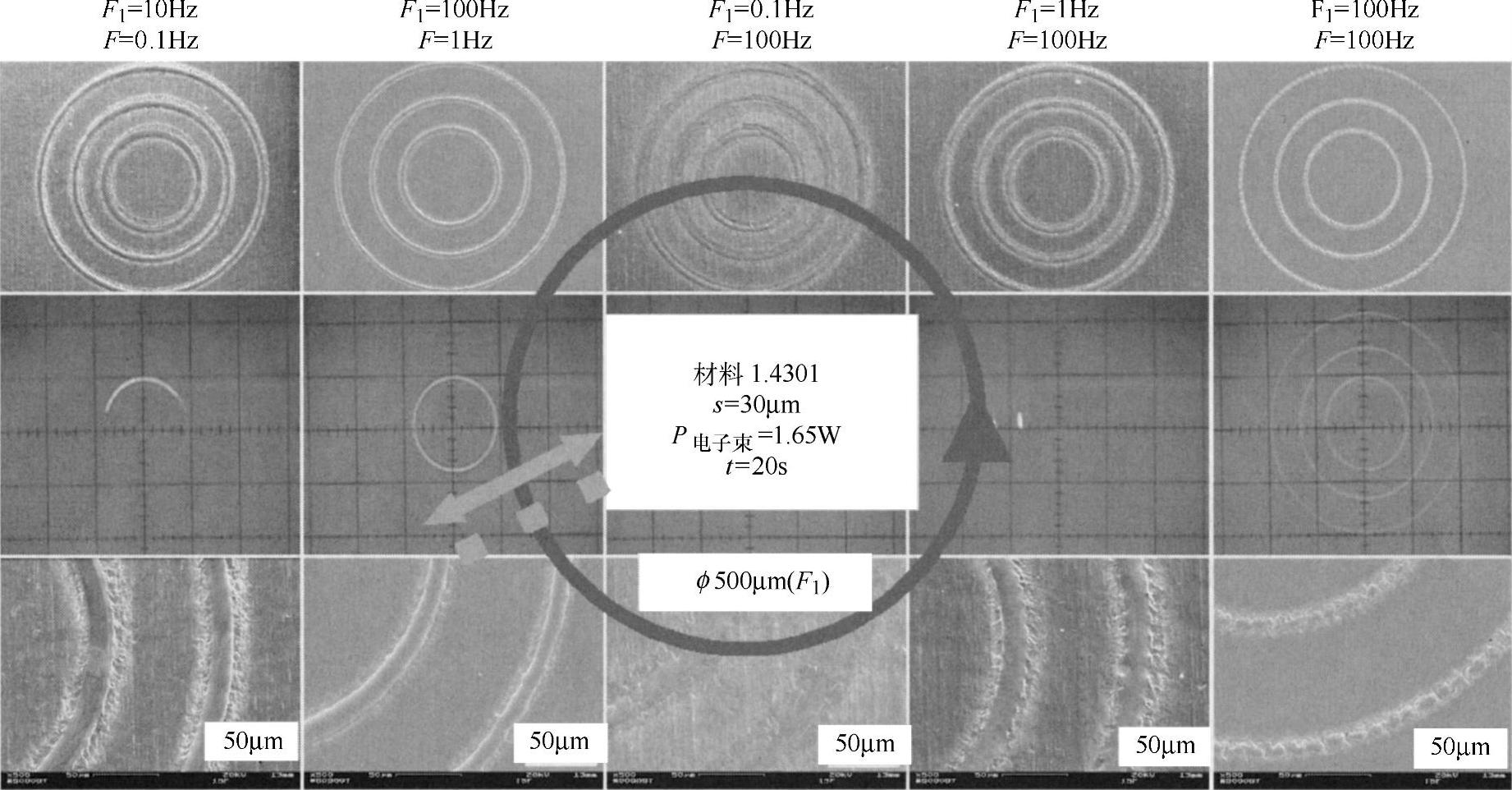
图15.24中给出了叠加阶梯图形和圆的实例。当使用低频时,在多扫描模式下,三个圆圈依次被焊接起来。提高频率导致前面提到的多束效应,形成三个同时焊接起来的焊缝。使用更高的频率,三个圆圈似乎全部同时被辐照。与图15.23所示的实例相似,热传导似乎随着应用频率的变化而变化。
图15.25和图15.26是使用填充材料的电子束叠加焊的实例,用来连接插头上的光纤阵列。玻璃光纤和NiAg底板都涂敷了Cu-Zn基填充材料。由于用SEM的电子束偏转受限,不但不能均匀地加热零件,而且在15.2.6节描述的表面张力效应作用下,填充材料还可能脱离连接零件并凝聚成块。通过电子束的线性和圆形叠加焊功能,有可能实现更均匀的热输入分布,实现成功连接。
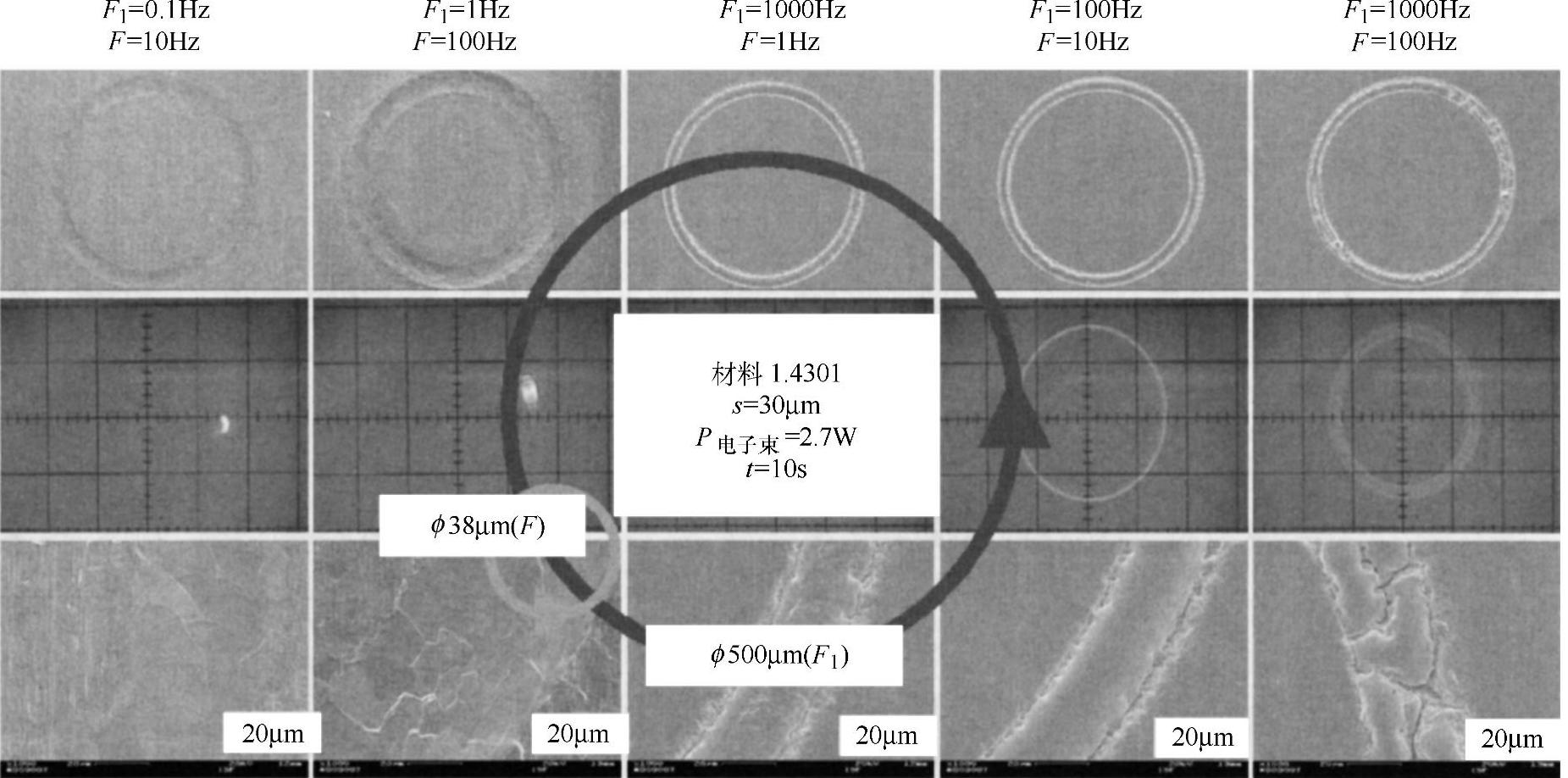
图15.23 不同频率下两个圓环叠加焊的结果
 (https://www.xing528.com)
(https://www.xing528.com)
图15.24 不同频率的阶梯函数和圓圈图形的叠加
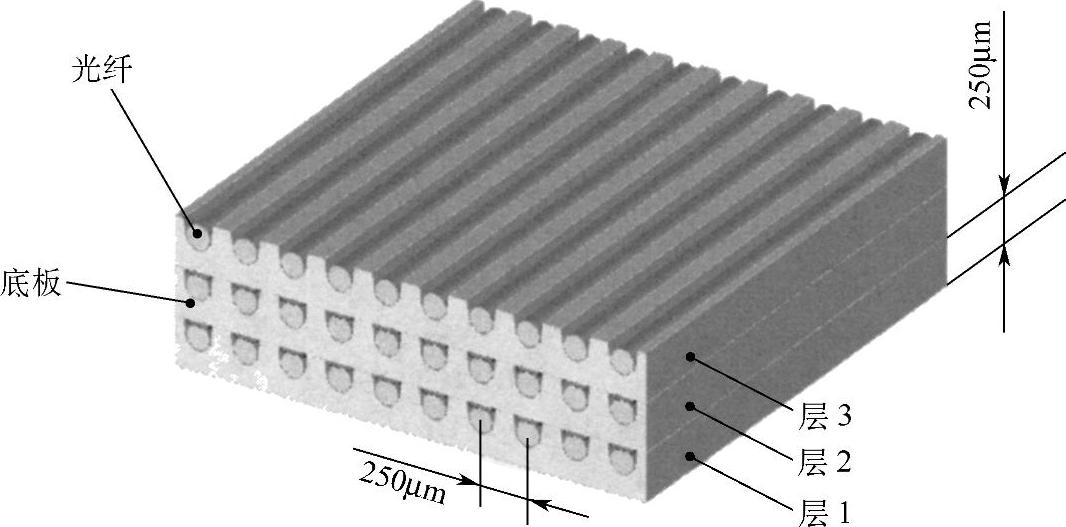
图15.25 光纤阵列
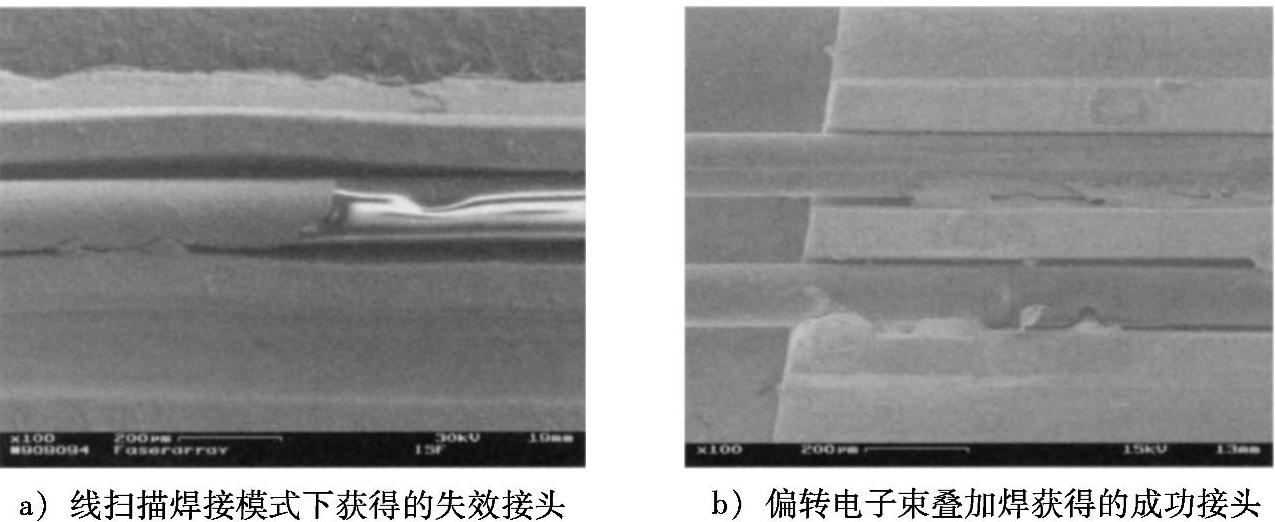
图15.26 NiAg结构中的光纤
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。