



微小零件焊接中经常出现的一个现象是无法有效连续地焊接工件,或者是由于不对准或缺乏足够的材料来桥接焊接间隙。当连接微小零件时必须考虑熔化部分的表面张力和熔化区中形成的毛细压力(p=2σ/r,其中,p为压力,σ为表面张力,r为熔化表面的曲率半径),由于连接零件尺寸小(导致大曲率半径),二者都相对很大。例如,对于金属,一个典型的数值是1N/m,曲率半径r是100μm,压力p为20kPa。在1μm处,p为2MPa~20bar,当熔化形成,趋向于使其表面面积最小并且趋向于成球,就会诱导增加已经存在的间隙;当冷却时,热收缩造成其从接头上缩回。热收缩也能产生非常大的力。在刚性约束条件下,只需约100K温度变化,就可以促使大多金属达到它们的屈服点。当连接线状几何结构时更加明显,如图15.6所示。这种效应使得工艺不连续并且使不同材料之间的可连接性变得不稳定。通过施加一个压缩的预置载荷,两种效应都能减轻。因此,使用夹持和导向装置对于获得可重复生产的焊接结果非常必要。

图15.6 线状几何结构连接
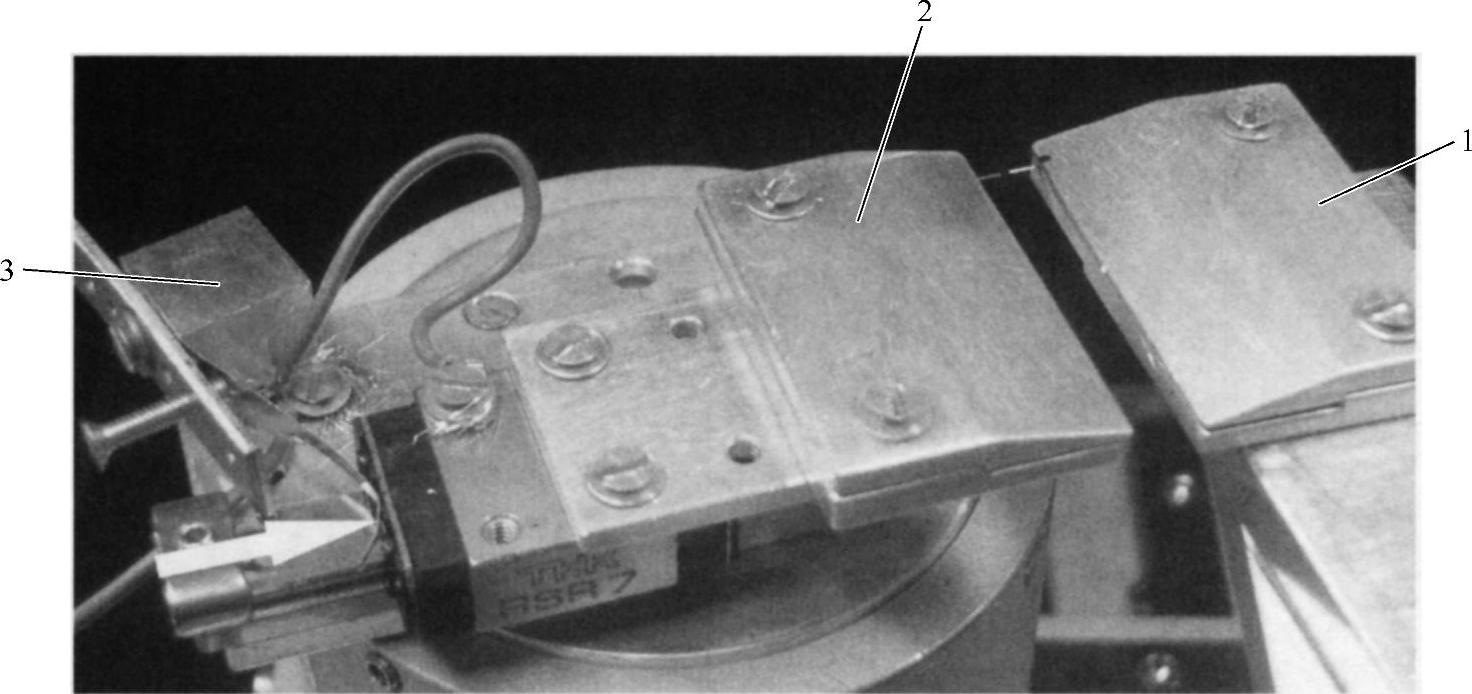
图15.7 带有调整预置力的导引夹持装置(https://www.xing528.com)
1—固定爪 2—滑块爪 3—可调整弹簧力
对于线状零件的焊接采用了如图15.7所示的组装。像定位单元的部件一样,这种组装必须由真空适宜的和不可磁化的材料制成,经常用Al制作。若伸出端不充分,Al相对高的热传导以及SEM有限的电子束功率能阻止零件在加工中熔化。太长的伸出端会引起弯曲不稳定。
装置的两个夹持爪能够随着定位单元精确定位。其中一个爪固定不动(1),另一个固定在线性滑块上(2),该滑块与调节弹簧(3)相连,以便提供合适的预置力以及在焊接过程中跟踪。使用这一装置可以使得连接过程稳定性和可重复制造性显著增加。然而,过大的预置力也会造成不良焊缝。
在薄板材料的焊接中使用了类似的装置,但预置力和导向不像加工中由于热变形防止对准失效那么重要,这些都可以通过使用多束流技术来抵消。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。