



SHADOW焊(SHADOW,Stepless High-Speed Accurateand Discrete One-pulse Weld-ing)技术可以使一些宏观激光焊接设备也能适用于微连接行业[83]。实际上,就是将Nd∶YAG脉冲激光器产生的一个单脉冲激光作用于一个相对于光束快速移动的微小工件上(可以移动工件,也可以用扫描式工作头移动光束),即相当于将一个宏观激光点焊机转变成一个微激光缝焊机。电控的灯泵浦或半导体泵浦激光器最大脉宽一般为20ms,SHADOW焊缝的尺寸范围要受移动速度、激光功率和熔化区域尺寸的限制。根据14.5.3节所述,激光微焊接系统所需的功率并不大,因此,只需关注系统在低功率范围内的控制精度即可。因为必须在高速下焊接,焊缝形状就必须非常简单,如直线或圆环轨迹,如果工件可以移动,最多还能实现带圆角的多边形轨迹焊接。但如果考虑采用高响应速度的电控扫描振镜移动光束,就可以更大地满足其应用需求了。
这项技术最早应用于机械钟表行业,如图14.45所示,可以看到齿轮与轴之间的焊缝非常规则和美观[84]。
SHADOW焊缝表面非常美观,不会形成波浪形的焊缝,常规Nd∶YAG脉冲激光微焊接多采用焊点叠加的方法,因此形成的都是波浪形焊缝。我们知道,由单个焊点叠加在一起组成一道焊缝时,相同体积的金属要多次熔化与凝固,因此,焊点叠加形成的一道焊缝所需的能量要远远大于连续焊缝所需的能量。此外,金属气相沉积的烟尘和飞溅与输入焊缝的能量成正比,采用SHADOW技术可以减少热输入,从而降低烟尘和飞溅对焊缝表面成形的影响。高速焊接时,热扩散的时间很短,自然熔化效率就高,这非常适合一些高热导率材料的焊接。在此基础上,通过调整脉冲的初始波形,如前沿尖峰脉冲,可以增强光束与高热导率材料的耦合性。激光与材料之间初始耦合后,激光就可以与材料一直保持很好的耦合状态,这在叠加点焊方法中是很难保证的。因此,SHADOW技术也大大增强了焊缝的可重复性。此外,由于SHADOW熔化区的几何形状是对称的,焊后轴相对于中心位置的径向位移和相对齿轮平面的倾斜变形都很小。最近,该技术又有了一些新的应用,如Cu片状弹簧和碳铆头的焊接,还有Cu-Be滚动轴承的组装(如图14.46所示)[85]。
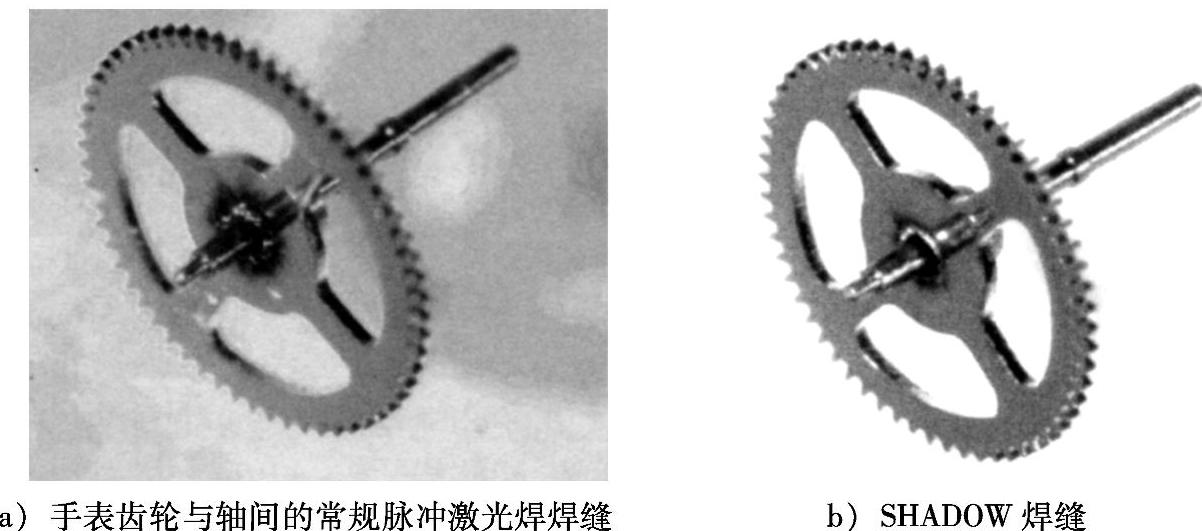
图14.45 焊缝质量比较(https://www.xing528.com)
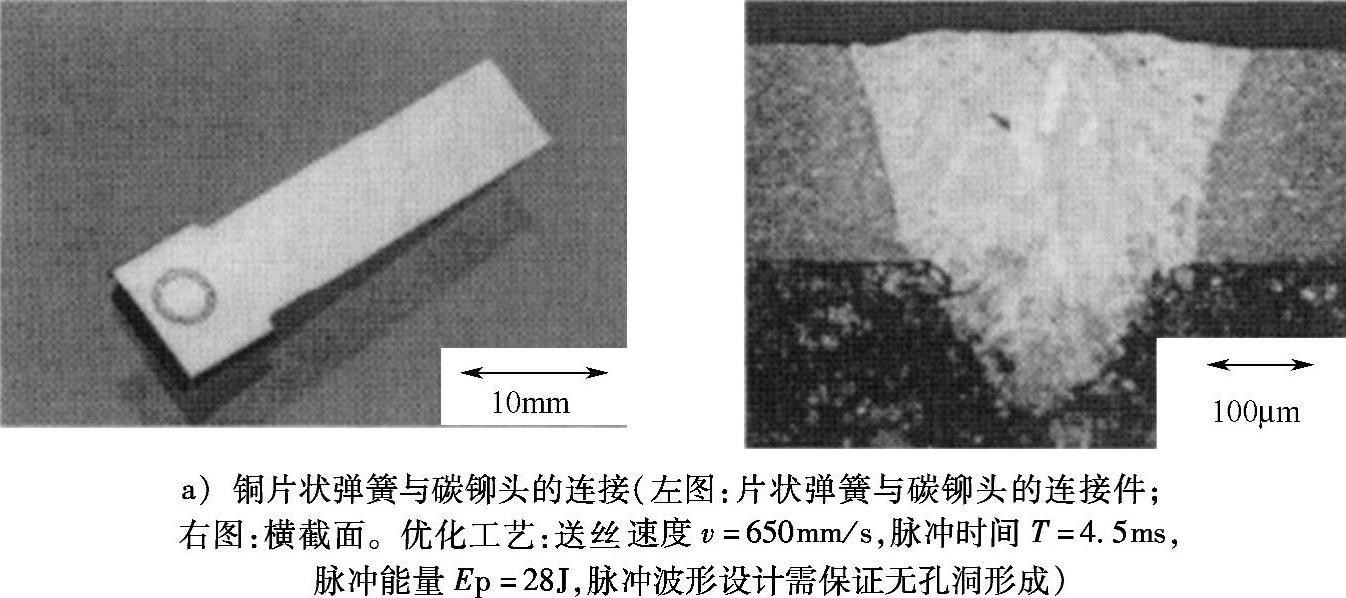
图14.46 SHADOW焊接技术

图14.46 SHADOW焊接技术(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。