



自第一台红宝石固体激光器在1960年问世[2]以来,采用不同激光介质(气体、液体、固体和自由电子)的各种类型激光器也被不断推出。激光波长范围从X射线到红外光,脉冲持续时间从飞秒(以10-5s)到连续波(CW)。适合激光微焊接的工业激光器包括:闪光泵浦或二极管泵浦固体Nd∶YAG激光器(1.06μm),各种半导体激光器(0.8~1.1μm),光纤激光器(1.04~1.5μm),碟片式激光器(1.03μm)和CO2激光器(10.6μm)。激光的强度(即功率密度)、波长以及激光的停留时间都对激光与材料之间的相互作用有一定的影响。
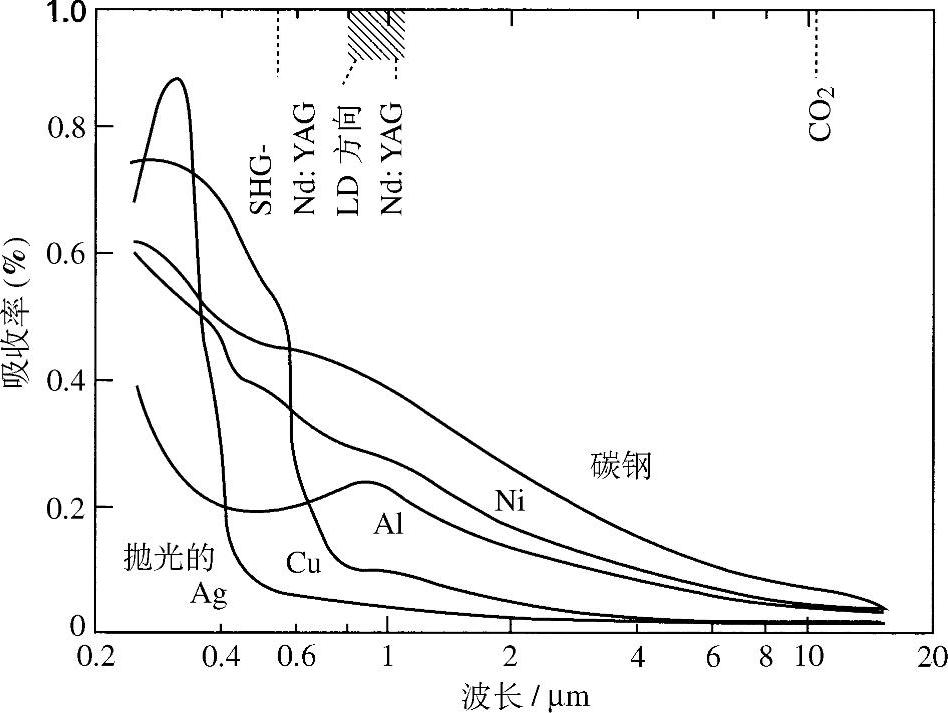
与电子束(如在电子束焊接中)不同,辐照到材料表面的激光会有很大一部分被反射。目前,有很多模型可以解释反射率与材料辐射特性之间的关系[10-12]。对于金属来说,在给定波长的情况下,其反射率会随着电导率的增加而增大。金属表面的反射率很大程度上取决于入射光的波长、入射角度、表面粗糙度、表面氧化膜或氧化层、材料的成分组成及其温度。图14.1给出了不同金属在各个波段上吸收率的变化情况(不透明材料的吸收率与金属相同[1-反射率])。影响反射率的因素有很多,因此,图14.1中的数据只能对实际应用中可能遇到的情况给出半定量化的参考。
 (https://www.xing528.com)
(https://www.xing528.com)
图14.1 不同金属的吸收率随波长的变化
对于激光微焊接金属时所用的能量级别来说,其能量吸收机制与电子云对入射光子电磁辐射场的阻尼大小有关,能量吸收过程实质上就是将光子能量转换用以增大晶格的振动,形成局部加热。对于金属材料[14],吸收只发生在表面下方波长几分之一的深度(100nm)。随着穿透深度的增加,激光辐射的电场强度成指数规律递减[15],其穿透深度可以由一个与激光波长相关的衰减系数来表示[16]。对于非金属材料来说,激光的穿透深度一般至少会增大10倍(对透明材料的穿透深度则远远大于10倍)。激光的这种局部,表面加热效应可以是平缓的,也可以出现原子电离后的爆炸式喷溅。图14.2显示了常用激光器随脉冲持续时间和能量密度的变化可能会出现的各种物理现象。非平衡态时的电子和晶格温度会有显著的不同[18],其能量密度会高于图14.2中显示的数据(超短脉冲),因与焊接无关,不在这里讨论。对于透明材料来说,较高的激光能量密度(飞秒~皮秒级脉冲)会有助于提高吸收率,相关内容将在14.8.5节介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。