



近年来开发出很多无钎剂软钎焊方法,包括离子/原子溅射方法、等离子无钎剂软钎焊方法以及激光无钎剂软钎焊方法等。研究表明,采用激光无钎剂软钎焊方法进行预镀Sn的铜焊盘与钎料圆片钎焊是可能的[9]。在Ar气环境下,采用钎料球而不是钎料片,利用CO2激光可以进行在FR-4基板上预镀Sn的铜焊盘的钎料凸点制备。
德国Pack-Tech和美国Pack-Tech封装技术公司开发了一种基于激光的钎料喷射技术,并生产出了钎料球凸点喷射机(SB2-Jet)[14]。该技术能够满足所有无钎剂软钎焊要求,局部加热和再流焊、钎焊过程中无机械接触和应力、钎料合金种类灵活性以及3D封装的能力。以10球/s的制备能力,SB2-Jet能够满足当今生产中光电子和MEMS器件封装的大多数需求。正在开发中的下一代SB2-Jet能够满足20~30球/s的制备速度。钎料喷射技术的另一个特征是返修功能,能够进行单个钎料球的去除和重置,提高了贵重高端器件的生产能力。
M.Li和C.Wang开发了一种新型的激光调制超声无钎剂软钎焊方法[30]。激光调制超声无钎剂软钎焊方法是指把连续激光调制成20kHz高频脉冲激光,使脉冲激光具备超声功能。调制后激光加热的钎料液滴表面产生超声频率温度振荡,使钎料液滴表面产生超声频率的机械振荡。超声频率的机械振荡从液滴表面传播到钎焊界面,在超声空化的作用下促进了钎料的润湿行为。
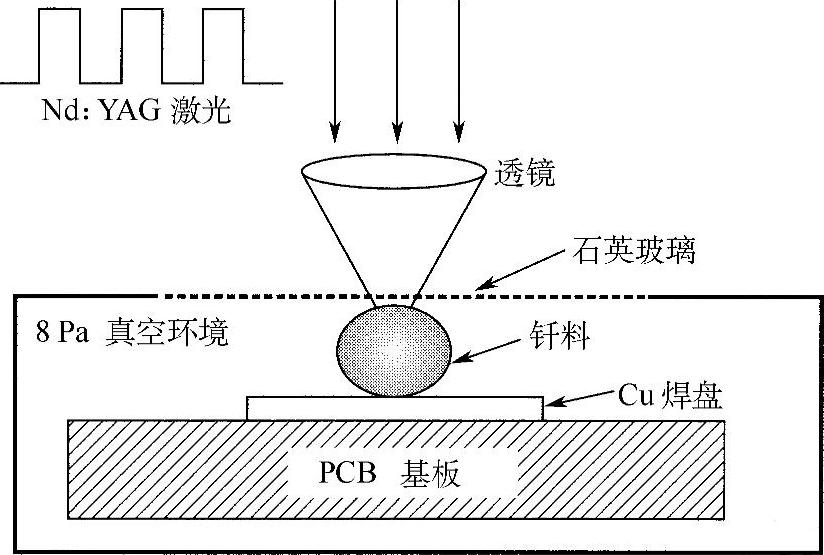
图12.7给出了激光调制超声无钎剂软钎焊方法示意图。钎焊在低真空环境下进行。将聚焦直径为0.7mm的连续Nd:YAG激光调制成频率为20kHz、占空比为0.5的调制超声激光。
图12.8所示为钎料液滴表面幅值为3℃的超声振荡温度曲线,温度振荡与调制激光频率同步[30]。同时,在钎料液滴表面发现了幅值为6μm的机械振荡,机械振荡频率约为20kHz,与调制激光频率相吻合,也与温度振荡频率同步。根据热力学理论,钎料液滴超声机械振荡是由于熔融液滴在振荡温度场作用下产生的热膨胀造成的。
根据波的传播理论,可以通过数值模拟方法计算钎料液滴表面传播到润湿界面的压力。如图12.9所示,润湿界面产生了压力振荡,而且观察到有负压产生。根据超声空化理论,在负压作用下,润湿界面产生撕力和空泡,继而在压力作用下空泡破裂,产生很强的冲击波。这种物理作用在钎焊界面反复循环,使焊盘表面氧化膜在超声空化作用下被去除,从而大大改善了钎料的润湿行为。
激光调制超声无钎剂软钎焊方法有很多优点,例如,在低真空环境下操作,超声和热能可仅在待钎焊区加热而不损坏元器件。
 (https://www.xing528.com)
(https://www.xing528.com)
图12.7 激光调制超声无钎剂软钎焊方法示意图
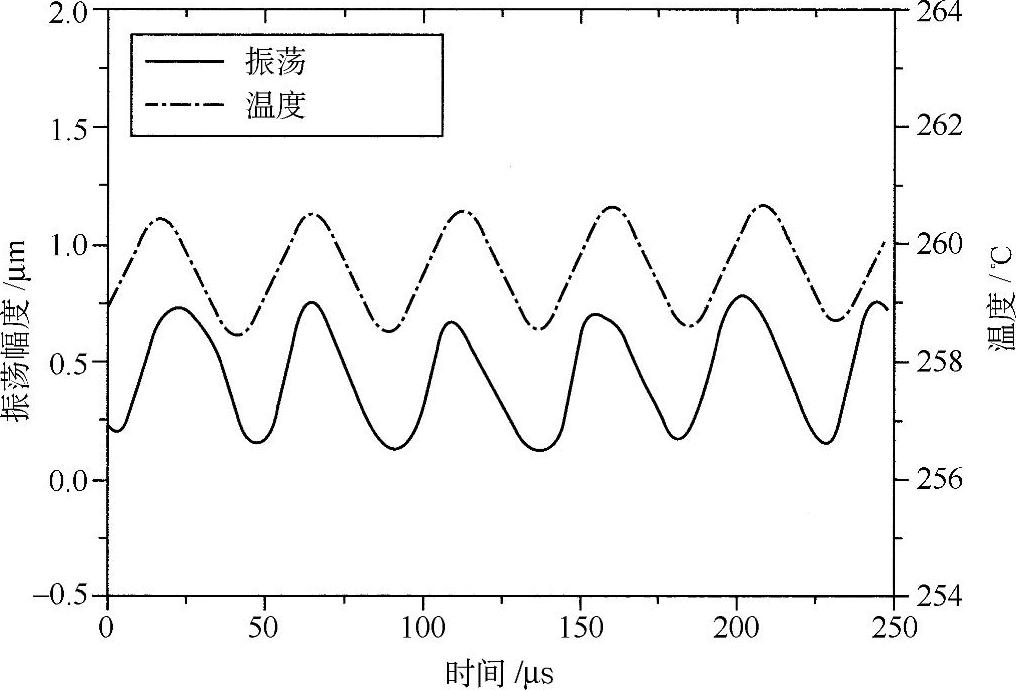
图12.8 钎料液滴在调制激光加热作用下的振荡曲线
(激光功率为14W,占空比为0.5,频率为20kHz)
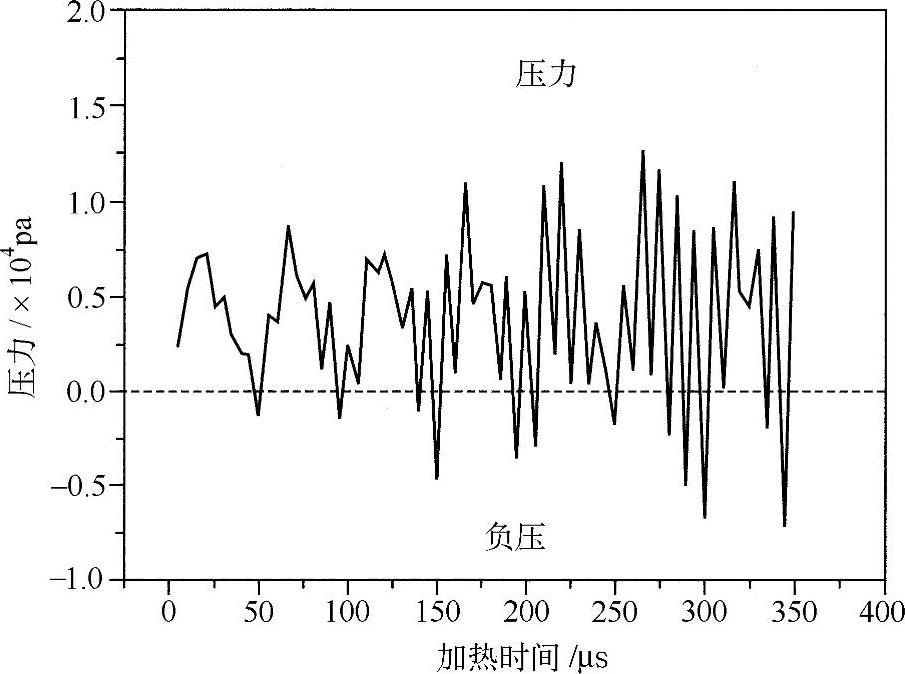
图12.9 激光调制超声作用下钎料/焊盘润湿界面压力变化
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。