



【摘要】:对扩散钎焊接头截面进行金相检验,可对缺陷和界面微观组织进行观察。当接头质量较高时,扩散钎焊之后的界面位置很难确定。图11.10显示的是使用Ag-Cu共晶钎料在800℃扩散钎焊Ag的等温凝固过程。在一些情况下,需要在扩散钎焊后对整个连接构件进行人工固溶时效处理,这种处理也可以是整个扩散钎焊热循环的一部分。图11.10 采用25μm厚Ag-Cu共晶钎料在800℃扩散钎焊Ag的等温凝固过程[57](由于界面凸凹不平,液相区宽度难以精确测量。
对扩散钎焊接头截面进行金相检验,可对缺陷和界面微观组织进行观察。所用金相检验技术包括光学和扫描电镜。若需要如相的判定等进一步分析,需要使用X光能谱分析及X射线衍射分析。
当接头质量较高时,扩散钎焊之后的界面位置很难确定。一个均匀无缺陷的接头表明具有良好的力学性能,还可以用肉眼观察是否有孔隙和未焊合等缺陷存在。
对界面处的共晶以及凝固组织进行观察证明,液相消耗殆尽之前,等温凝固阶段结束。在界面上发现连续的共晶反应层或断续的共晶块。共晶凝固组织的出现,说明工艺参数不合理,其可以通过延长等温时间来解决。图11.10显示的是使用Ag-Cu共晶钎料在800℃扩散钎焊Ag的等温凝固过程。钎焊温度以下,在分别经历1、2、3和4h的保温后,对接头界面的微观组织进行观察。凝固的共晶相宽度逐渐减小,然而,用肉眼对整体接头的液相宽度进行检查是很难的。
在界面附件还发现了其他的相及金属间化合物。这些脆硬相的存在使接头力学性能下降。这些相的形成表明,在冷却过程中界面处有高的溶质浓度,通过等温凝固后的适当均匀热处理使溶质均匀扩散远离界面,从而降低了高溶质浓度。在一些情况下,需要在扩散钎焊后对整个连接构件进行人工固溶时效处理,这种处理也可以是整个扩散钎焊热循环的一部分。(https://www.xing528.com)
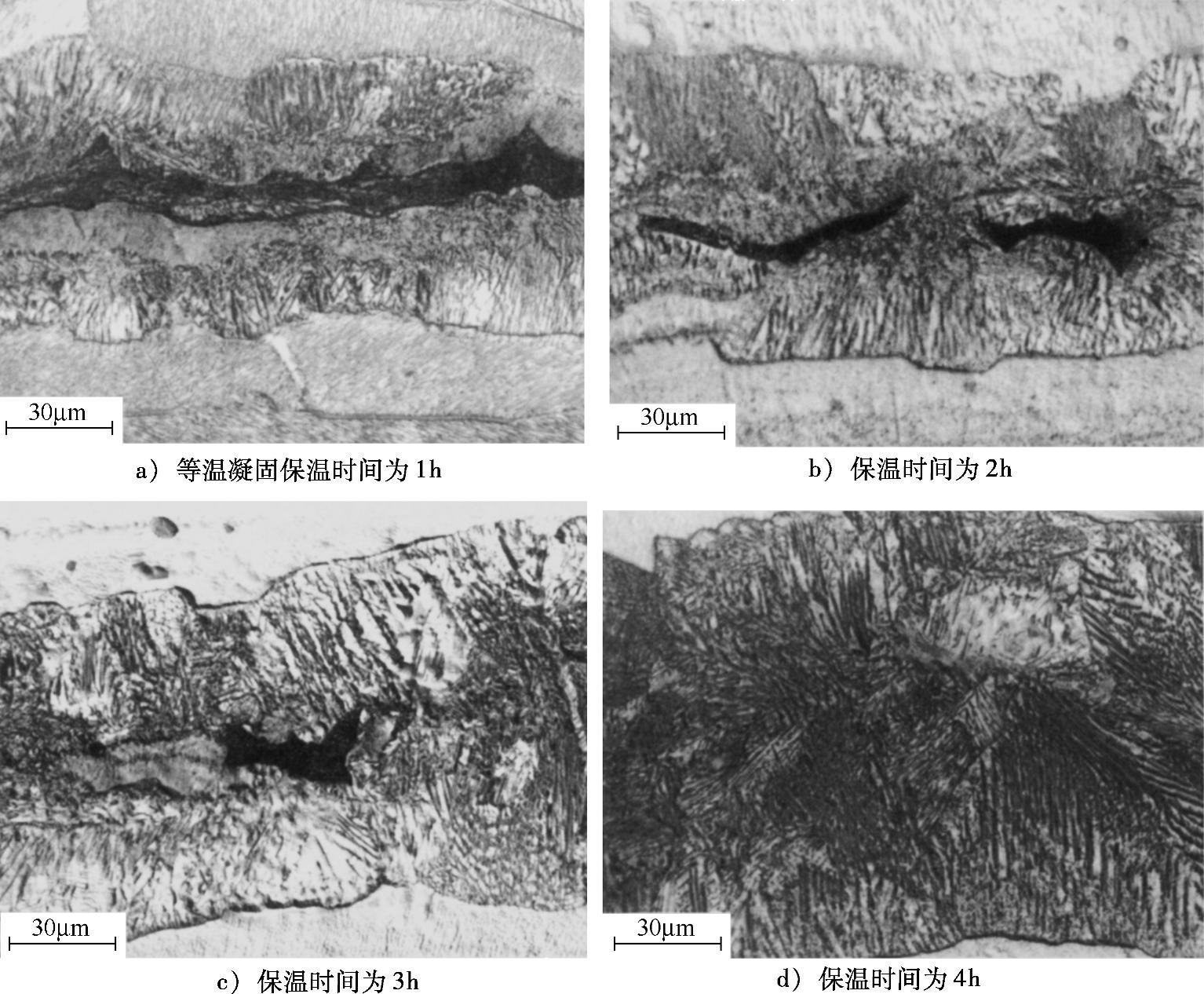
图11.10 采用25μm厚Ag-Cu共晶钎料在800℃扩散钎焊Ag的等温凝固过程[57]
(由于界面凸凹不平,液相区宽度难以精确测量。保温2h后液相区变得不连续,保温4h后等温凝固过程完成。母材的组织中出现了胞状的Cu析出相,如果希望获得均匀的组织,还需要延长保温时间以完成成分的均匀化)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。