



扩散钎焊已经成为广泛应用于传统大型构件的连接工艺;然而近几年,扩散钎焊的发展方向已经转至微连接领域。关于扩散钎焊在大型构件中应用的典型例子为:在航空及陆用汽轮机工业中,主要应用于汽轮机叶片及部件的连接及修复[11],连接修复的材料为Ni基超合金[12]和单晶合金[13]。虽然扩散钎焊在微连接方面的特殊应用被加以限制,但是研究者们却一直对其保持浓厚兴趣。例如,Bernstein和Bartholomew采用三元Ag-In-Sn系钎料对电子器件进行了试验连接[14]。但最近,扩散钎焊技术对微型构件的连接也产生了重要影响,例如,微电子连接领域中连接质量较高的无铅接头。由于传统的无铅接头具有较差的接头性能,且需在较高的连接温度下才能获得(较高的连接温度易对构件造成破坏),因此扩散钎焊过程中使用熔点较低的软钎料,不仅可使连接温度降低,还能获得优异的接头性能。另外,由于焊后在器件的被连接界面上不能有残余的钎料存在,因此扩散钎焊是应用于医学植入器件中生物相容性材料连接的一种备选工艺。在文献中可查到的关于扩散钎焊的其他应用还有金属模具复合材料(MMC)[5,15],形状记忆合金(SMA)[16,17],金属间化合物组织的扩散钎焊。
在微电子应用中,Sn作为中间层被广泛应用于扩散软钎焊中。由于Sn的加入可以降低Au、Ag、Cu的熔点,因此Au-Sn[18,19]、Ag-Sn[20]及Cu-Sn[21-23]材料已被应用到电子连接领域中,用来连接常用的一些构件。当材料对温度特别敏感时,加入Bi和In可保证扩散钎焊在很低的温度下进行。In/Sn中间层已用于连接Cu基片[24,25],Au/In中间层用于连接用Ti金属化的Si材料[26]。Lee等人[27]用涂敷Sn/Bi层的Sn-3.5Ag中间层连接Cu基体(如图11.1所示,图中IMC代表生成的金属间化合物层)。此外,含有Bi(或者Sn/Bi粉末)和未熔Cu粉的软钎料膏已经用于扩散钎焊中(如图11.2所示)[28,29]。对于高温的扩散钎焊,用Ti金属化的Cu[30]、Sn/Sb[31]以及Cu/Ni[32]钎料膏已能被使用。
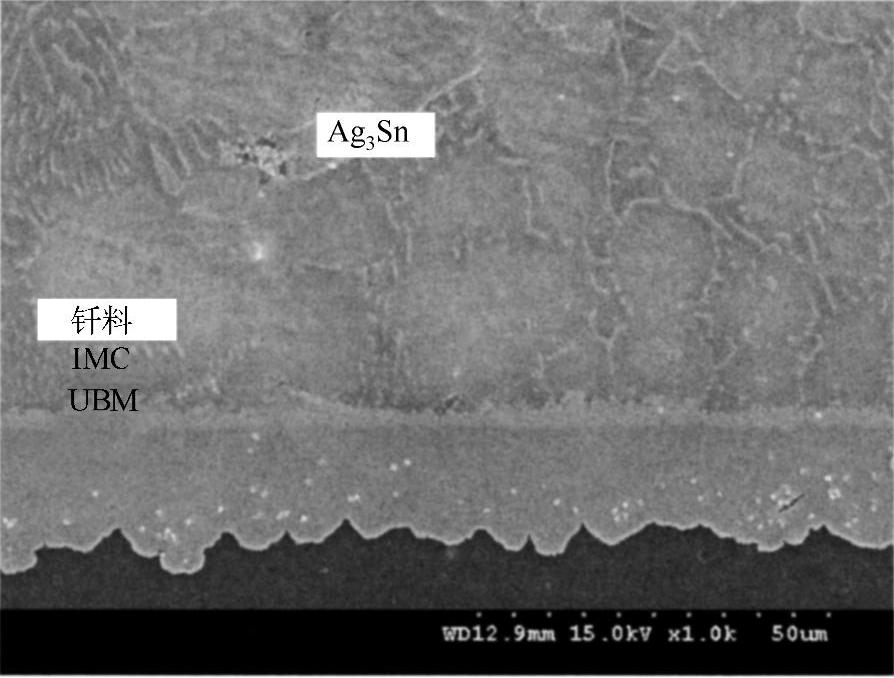
图11.1 钎料球和UBM(Au/Ni/Cu)在220℃回流焊的接头界面
(熔化温度较低的Sn/Bi涂层有助于钎料球对镀层金属的润湿[27])(https://www.xing528.com)
对于很难采用常规钎焊方法实现连接的材料来说,扩散钎焊是一种很合适的连接工艺,用这种工艺得到的构件接头质量与母材几乎是相同的,并且均具有同母材很相近的力学性能。这种工艺独特的地方在于熔点的转变,即连接后的界面微观组织具有和母材相似的熔点,且熔点高于钎焊温度。这样,能使多段扩散钎焊工艺在避免中间层重熔或钎焊温度较低的条件下完成。因此,这种工艺对于服役温度较高的构件连接是很适合的。在使用常规钎焊工艺而导致界面重熔的情形下,扩散钎焊工艺可避免接头的失效。
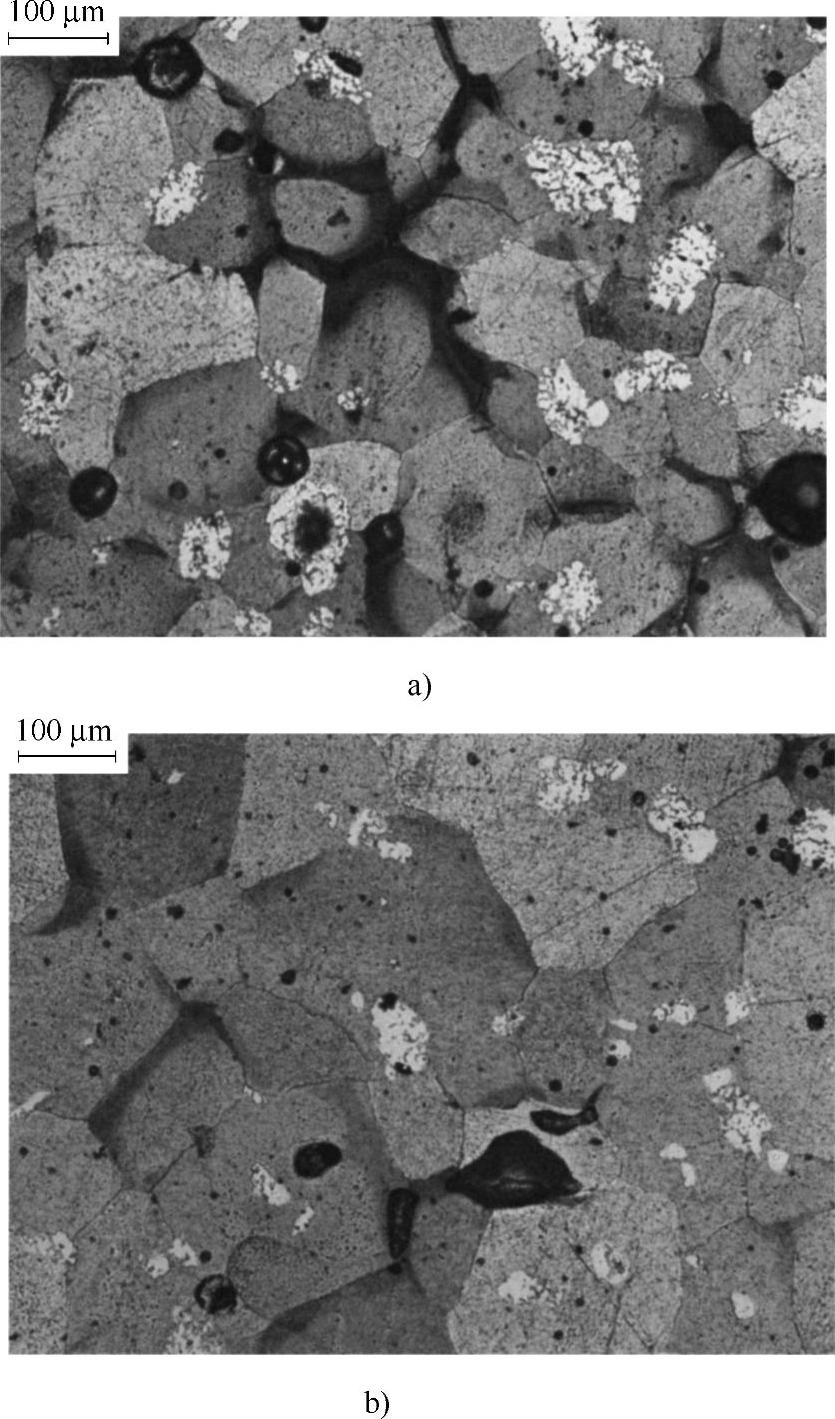
图11.2 采用直接混合的Sn-10%Sb钎焊膏在245℃保温5min和10min后扩散钎焊的界面组织[31]
[随着保温时间的延长,通过等温凝固,降低熔点的Sb(白亮相)逐渐溶解]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。