



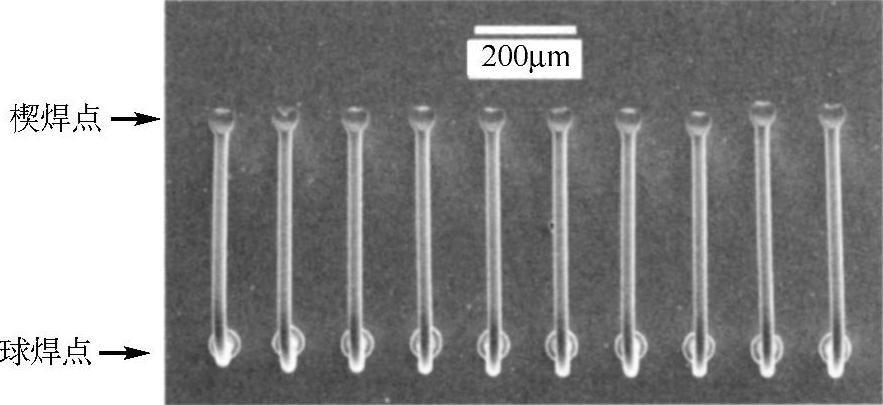
图8.1 键合到Au基板上的Au丝球焊点
在一个典型的热压超声丝球焊工艺中,一条直径为25μm的Au线将被键合到芯片的Al合金焊盘上和引线框架的Ag焊盘上。图8.1所示为键合到Au基板上的Au丝球焊点,图8.2所示为一卷直径为25μm的Au线。键合过程中将利用热能和超声能量来完成焊点的键合。键合劈刀一般由Al2O3陶瓷材料制成,在键合过程中对焊点施加键合压力。如图8.3所示,劈刀将被装夹到变幅杆上,在变幅杆的底部安有一个层叠的压电式换能片组,用来产生超声振动,有关细节将在8.3.1小节进行讨论。超声产生后沿着变幅杆长度方向以纵波形式进行传播,沿着劈刀以横波形式进行传播,如图8.4所示。振动节点将出现在变幅杆或劈刀上。振动节点的数量和位置取决于超声振动频率和劈刀的几何形状。经过变幅杆和劈刀的传递,在劈刀的嘴部将出现振荡的切向位移运动。在装夹芯片和基板(或引线框架)的平台上装有加热底座,由它来提供键合过程中所需要的热量。
图8.2 自动键合机上装载的25μmAu线线轴
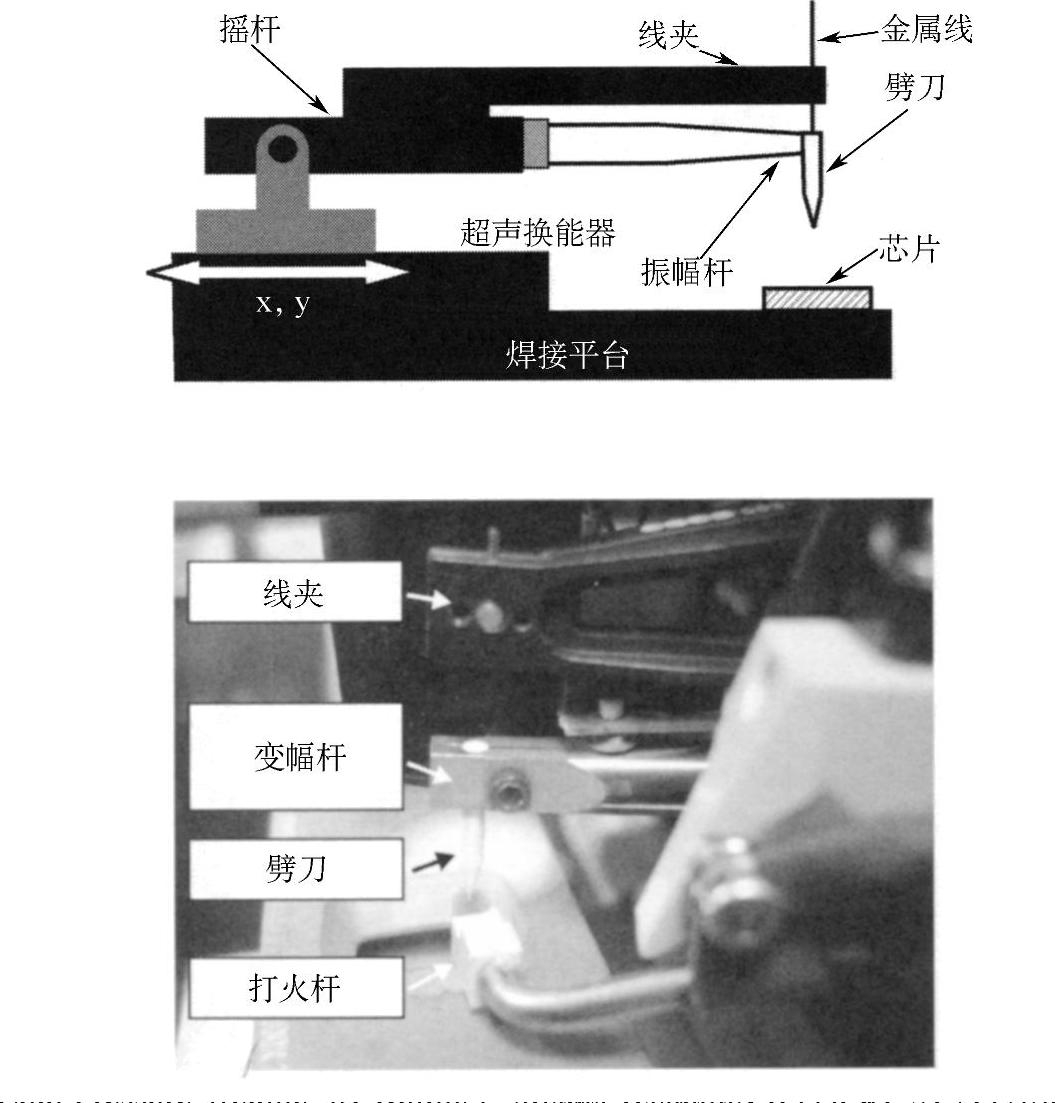
图8.3 自动键合机结构示意图以及键合头部分的实物照片
(下图为焊头的光学照片)
丝球焊键合工艺可借助图8.5进行描述,主要步骤如下:
1)伸出劈刀嘴部的金属丝末端在空气气氛下形成金属球(Free Air Ball,FAB)。利用电火花放电法(Electrical Flame Off,EFO)产生一个电弧,将伸出劈刀嘴部的金属线末端部分熔化,在表面张力作用下,熔融金属在金属丝末端形成一个金属球。金属球凝固后,利用空气吸力将金属线抬升,由于劈刀嘴部直径比金属球直径小,因此劈刀嘴部将阻止金属球进一步向上提升。随后,劈刀将带动金属球移动到球焊点键合位置上。(https://www.xing528.com)
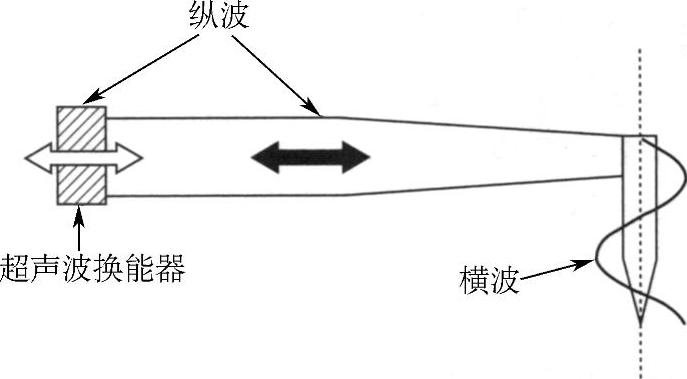
图8.4 超声振动沿变幅杆以及劈刀传播示意图
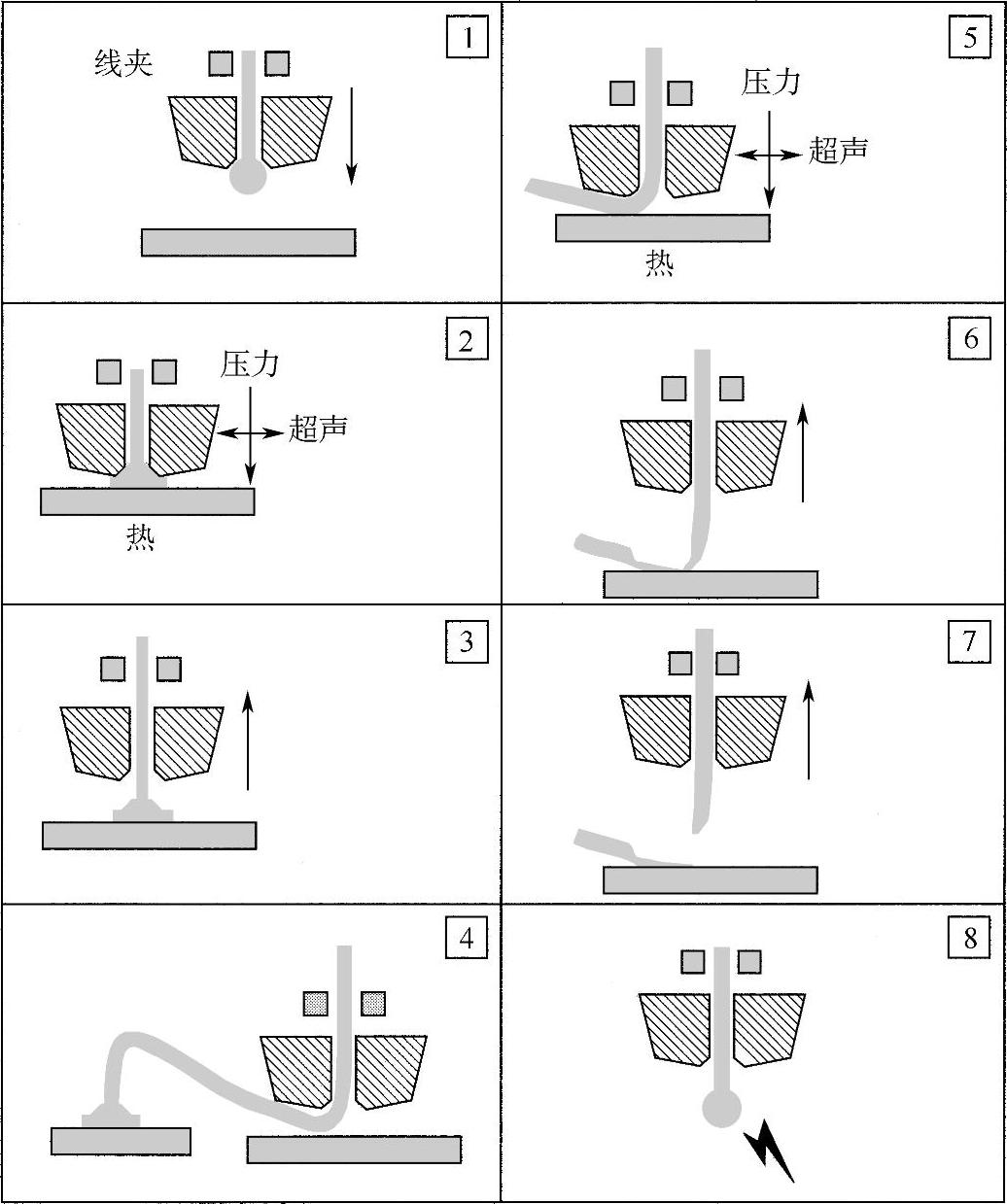
图8.5 丝球焊键合过程示意图
2)在键合压力作用下,劈刀带动金属球作用于焊盘上,金属球开始受力变形。数毫秒后,焊机开始起动超声振动并保持一段时间,将金属球键合到焊盘上。整个键合时间一般为5~20ms之间。
3)劈刀抬升,球焊点(第一焊点)将保留在焊盘上,金属线穿过劈刀孔,随劈刀移动。
4)劈刀移动到楔焊点的位置上,穿出劈刀孔的金属线将形成具有特定轨迹的丝弧。
5)劈刀带动金属线降落到焊盘上,采用与球焊点类似的键合参数组合进行楔焊点键合。由于焊点结构不同,这些参数值可能与球焊点的参数值有较大差别。
6)楔焊点完成后,劈刀抬升到一个指定的高度,线夹开始关闭并夹持住金属线,随后线夹开始抬升,金属线将被迫断裂并形成具有一定长度的尾丝,断裂位置一般在楔焊点附近。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。