



对于给定产品,要使流水线工艺模式所构建的全自动化组装生产线得以实施,就要求设备的生产效率及可靠性非常高。生产线中物流的速度和产品的特性由单元控制器监控,以使所有工艺模块同步进行。与组装产品相关的工艺数据也将从单元控制器中下载到相关的工艺设备上。在单元控制器的协作下,一批产品的标识、已知合格芯片信息及工艺材料(引线框架、衬底和芯片)将沿着生产线被传递到相应的组装工艺设备中。
除了组装工艺需求外,影响流水线工艺生产线配置的另一个因素是组装设备的生产线平衡。一条平衡的生产线意味着每组工艺模块(完成相同工艺的一组设备)的生产量与生产线的生产量基本相同。当创建生产线时,使平衡流水线生产线的产量最大化是优化资金投入所要考虑的主要问题。
ASM公司的IDELine生产线是用于电子集成电路封装和组装的流水线工艺生产线的代表,其最普遍的配置如图7.1所示。单元控制器通过SECS通信协议(设备之间通信的工业标准)将生产线上所有的组装设备连接起来。单元控制器控制组装生产线上的物流速度。操作员将晶圆及引线框架装入芯片键合机,机器手臂将置于晶圆环上切好的晶圆从送料装置自动地传送到晶圆台上,同时引线框架被真空吸嘴拾取并放置在工件夹具上,之后引线框架由自动分度器夹持并传送到环氧树脂配量器平台上。适量的环氧树脂被涂布在引线框架的芯片焊盘上。视觉对准光学仪器视觉对准系统寻找引线框架上的定位标记以确保引线框架被正确地放置,并使环氧树脂能够涂布在正确的位置。在芯片上喷射针头的帮助下,晶圆台面上的目标芯片被芯片键合机的高速键合头拾取、传送并键合到引线框架上。依靠光学对准仪器可精确地完成芯片由晶圆上拾取以及芯片在衬底上放置。键合精度可达到20μm。
装在晶圆台面顶部的条形码阅读器用于扫描晶圆的序列号。芯片键合机发送请求并从单元控制器下载相应晶圆的测试图。基于测试图上的信息,只有好的晶圆切片被挑拣并键合在引线框架上。在芯片键合工艺后,带有键合芯片的引线框架被传送到固化炉中。环氧固化炉通常有多个加热区和冷却区。
对于流水线工艺结构,通常采用快速固化的环氧树脂来缩短环氧树脂的固化时间。经过环氧树脂固化后,这些引线框架被暂时存放于缓冲台上。缓冲台每次传送一批引线框架到下一个可利用的引线键合机,完成引线键合。大多数情况下,引线键合花费的时间远远大于芯片键合的时间。一个芯片键合机可以配备4~6台引线键合机,以保持产量平衡。
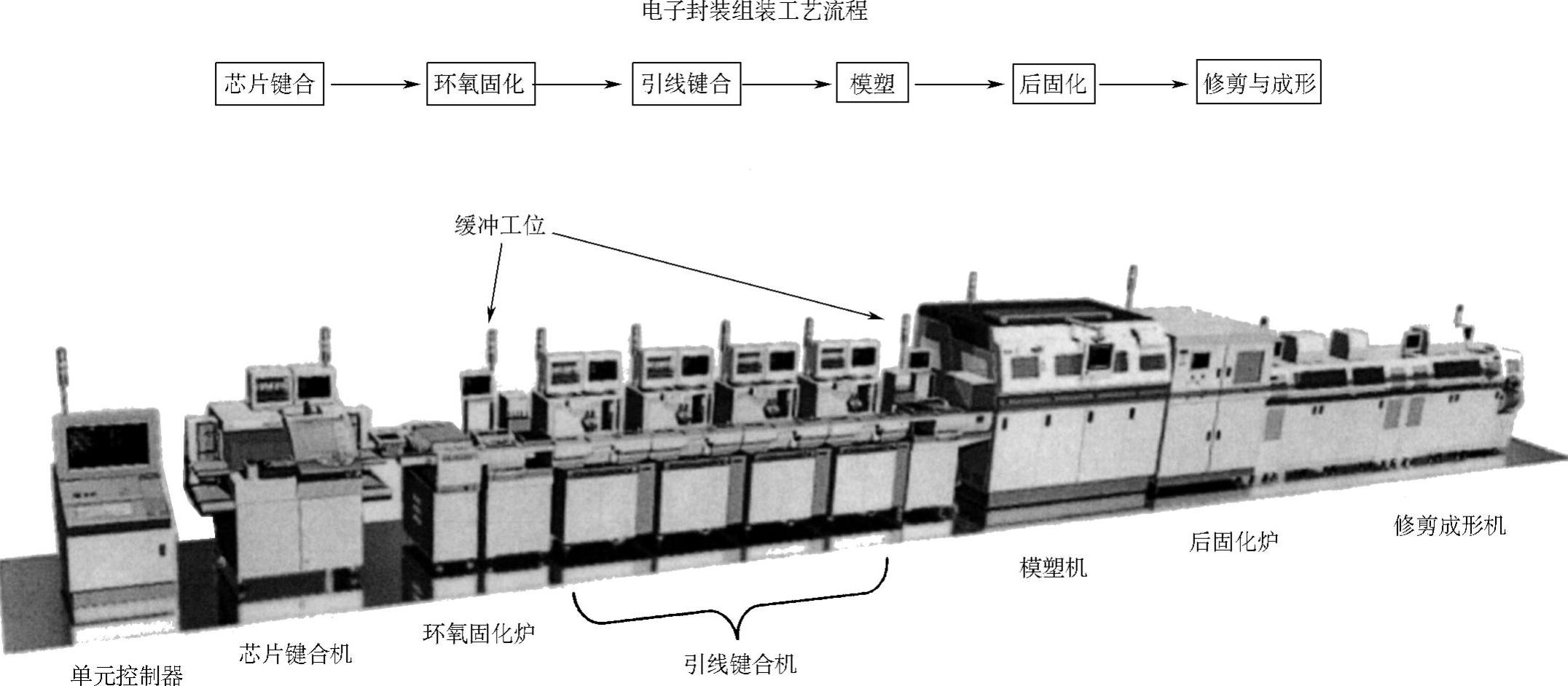
图7.1 ASM公司的IDELine电子封装联机生产线的组装工艺流程及布局(https://www.xing528.com)
(其组装顺序为:一个单元控制器→一台芯片键合机→一个环氧固化炉→一个缓冲工位和四台金丝引线键合机→一个缓冲工位→一台模塑机→一个后固化炉→一台修剪成形机)
自动化引线键合是一项极具挑战的工艺[1,2]。直径约为20μm的金丝被键合在位于硅芯片上尺寸小于50μm的焊盘上。为了实现焊盘间距小于50μm的超精细键合、引线弧高低于60μm的超低弧高、每根引线键合时间小于60ms的超高速键合,引线键合机需要具备高精确度的视觉对准系统、快速精确的X⁃Y平台及键合头运动控制系统、高度精确且平稳的键合力及键合端作用力的控制系统以及坚实可靠的超声换能器等。
引线键合后,带有键合好芯片的引线框架先被送到另一个缓冲平台准备塑模工艺,然后分批地运送到塑模机中。通常,塑模机中采用多个带有多腔的塑模压头以增加总产量。塑模好的引线框架分放在传送带上,并且分批地送到后烘固化炉中。经过后烘工艺后,引线框架被送至修剪成形机中进行分离和修整工艺。
在后烘固化炉与分离机之间经常采用另一个缓冲台以平衡产量。修剪成形工艺是在强大的机械冲压下完成的。引线框架上的器件被分离出来,并通过一系列高速机械冲压形成正确的形状。如果流水线末端要进行剥离检测,那么在检测之前引线框架将被部分地修剪。检测后,将完成芯片的分离与修整。有用的芯片被分离出来,而不好的芯片被弃除。根据最终产品输出传送带的选择类型,器件可以卸载到托盘或者塑料管中。
组装材料的质量往往与其成本有关。需要权衡材料的成本与质量,使最终产品以较低成本获得最佳收益。这就需要组装设备在组装工艺中可以识别并跳过有缺陷的芯片。对于一个流水线工艺生产线,适于各种组装工艺的大量设备之间是相互联系的,这就需要一个所有设备的通用方案来识别有缺陷的芯片。
组装设备布置图详细说明了下料区、物流的通道、主要组装区以及成品的卸载点。机械方面,设备的对接点要对准,这样设备之间才能连接以形成流水线工艺生产线;电力方面,在生产线上要选择所有设备之间通用的通信方法。设备之间的通信可以通过简单多重的输入/输出信号或者以标准RS232通信接口或TCP/IP协议执行的SECS/GEM工业标准来实现。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。