



【摘要】:在持久电弧焊接工艺中,电弧在两个工件之间形成,但是一个工件向另一个工件加速运动。因此,一旦引弧,两工件接触短路电弧就会熄灭。图3.11为Ni-48Fe材料和304L不锈钢之间的接头。这一工艺的其他形式是使用高频放电来引弧的。此外,通过适当地控制电容量和充电电压,该工艺可能摒弃电弧而成为微喷射电阻焊,详见下节介绍。图3.10 边缘几何结构电弧焊缝连接
除了热电偶焊缝制造外(工件局域化焊缝而非焊接工艺本身的另一个实例),点电弧焊缝另一个应用就是连接电接地插针或者小双头螺柱。在持久电弧焊接工艺中,电弧在两个工件之间形成,但是一个工件向另一个工件加速运动。因此,一旦引弧,两工件接触短路电弧就会熄灭。除了熄弧,任何熔化区域的大部分都被溅射走。
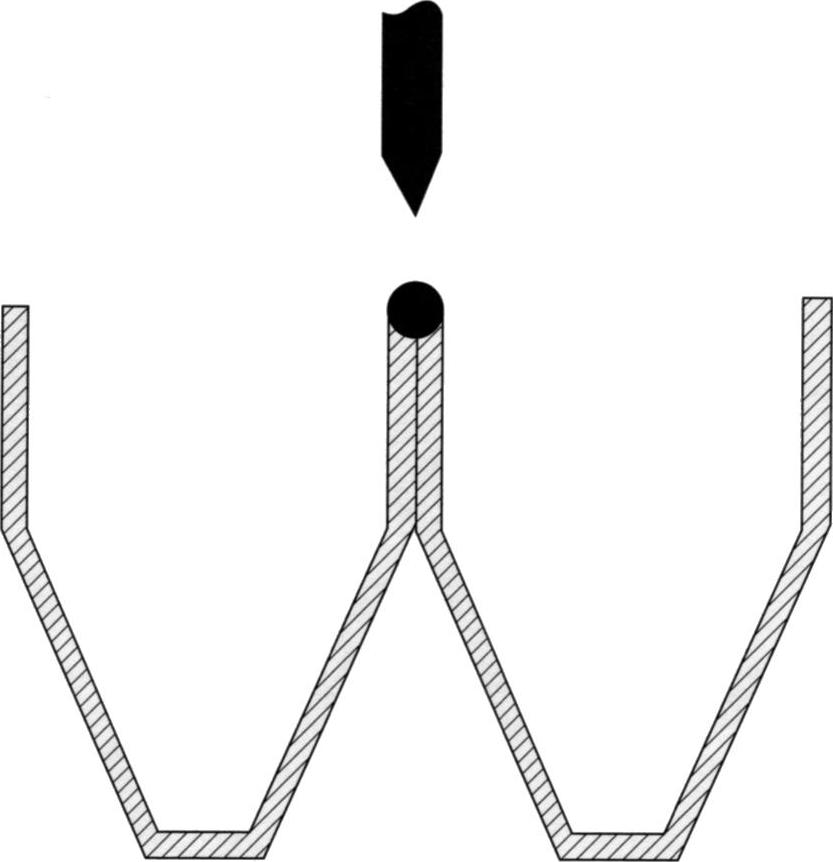
图3.11为Ni-48Fe材料(52aka合金或者Niron)和304L不锈钢之间的接头。在这种情况下,两种材料相溶。在其他情况下,如52合金和铝之间,熔化区极易形成凝固裂纹。可以将大多材料溅出去,剩下很薄的熔合区,这样就不容易裂开。因此,这种工艺对不相溶材料很适用。工业上有几种起弧的方法,图3.11中的零件,一个小尖(图3.11下图)在另一个工件上形成了。尖状物与另一个零件的接触完成了一个含有充电电容器的电路。电流造成尖状物爆破,提供了两个工件间连续的金属蒸气,进而维持电弧(连接的插针直径为1mm,将其作为熔化微焊缝包含在此,因为被熔化的是尖状物,尺寸比较小)。
这一工艺的其他形式是使用高频放电来引弧的。此外,通过适当地控制电容量和充电电压,该工艺可能摒弃电弧而成为微喷射电阻焊,详见下节介绍。
 (https://www.xing528.com)
(https://www.xing528.com)
图3.10 边缘几何结构电弧焊缝连接
(由几千英寸厚材料制成的风箱独立卷绕,一般为不锈钢或者Ni合金)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。