



焊接中可以发现许多动量(P)或惯性力作用的例子,本节将要讨论几个非常重要的例子。
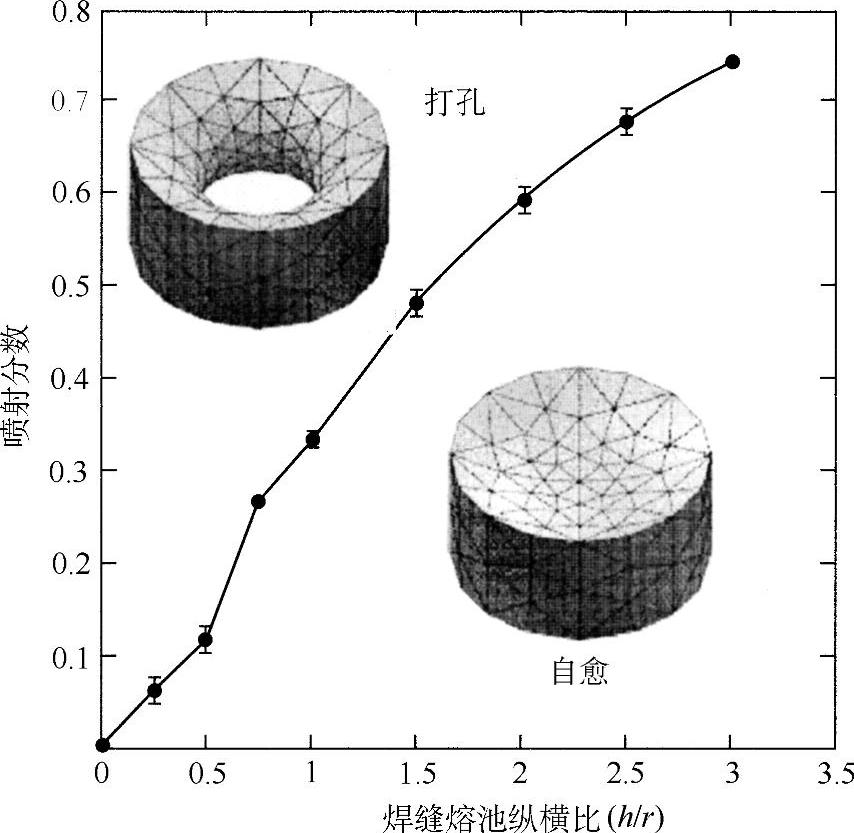
图3.4 临界喷射分数随熔池纵横比变化关系的过程图(小于临界分数,焊缝熔池自动愈合)
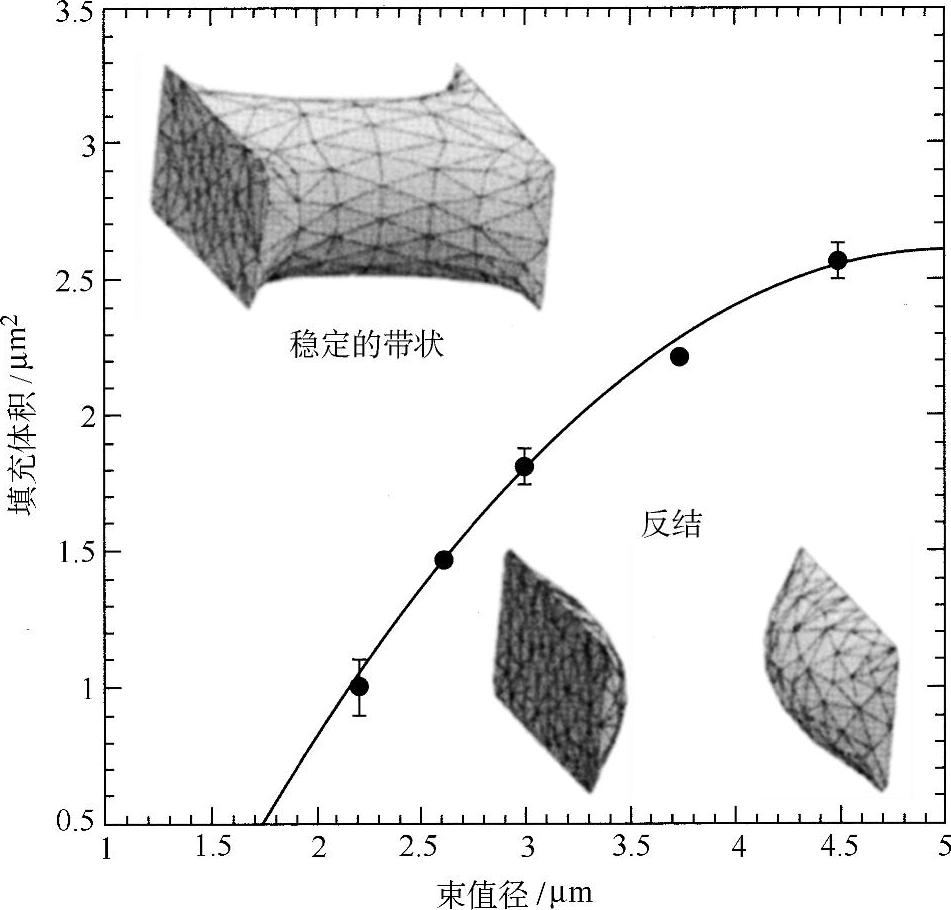
图3.5 所需填充体积随束斑直径变化关系过程图
(大于临界体积,焊缝带状稳定并且跨过间隙,小于临界值,带反结合。 带有误差棒的点是数据点,线是为了引导视觉面拟合的曲线)
牛顿第二定律基本形式见式(3.8),其带有力和动量变化的更复杂形式如下:

尺寸作用通过质量直接带入。因为质量依赖于尺度的立方,这些力会随着尺寸的三次幂而变化,而对毛细力影响与之相比刚好相反。与表面张力类似,动量力可能为驱动力,也可能为阻力。
考查一串熔滴撞击到熔池表面上的情况。这种情况经常在GMAW工艺适度电流下遇到,也可以假设为沉积工艺中激光熔化的粉体。下面是不锈钢填充料在150A焊接时的数据[32],从熔化电极上(液态铁在熔点时的密度ρ=7×103kg/m3)产生的1.2mm半径(r)的熔滴具有的质量可由下式给出:

联立熔滴速度0.76m/s,这一质量下产生的熔滴动量为
P=mυ=3.8×10-5kg·m/s (3.18)
假设熔滴的整个动量P都传递出去,在时间段Δt内,其约等于熔滴直径除以其速度:

平均力大约为(https://www.xing528.com)

将这个力作用在液滴的投影面积上(4.5mm2),产生2.7kPa(0.03atm)的平均压力。如果这样假设,粒子半径为0.12mm(如微米尺度),仍然维持同样的速度,那么P就会减小 ,Δt就会减小
,Δt就会减小 ,f就会减小
,f就会减小 到0.12mN,投影面积也会减小
到0.12mN,投影面积也会减小 ,因此压力仍然基本不受影响。
,因此压力仍然基本不受影响。
在激光辅助粉体沉积工艺中[33],颗粒半径大约为0.12mm(这一尺寸是经常使用颗粒尺寸的上限值),典型粒子速度在2~5m/s范围内。因此,P=1~2.5×10-7(kg·m/s),Δt=24~60μs,f=1.7~10mN,压力范围是3.8~20kPa。
另一个动量影响熔合区的例子是大电流GTAW焊接中受力,涡流引起的旋转运动效应。在足够大的电流下(>250A),涡流强迫熔化区域形成中心受压的陀螺形状[34]。这种中心压缩起到了类似蒸气形成的在激光或者电子束焊接中匙孔的作用,促进增强的穿透进一步进行,但是机理不同。离心运动形成的体力可由下式给出:
fv=ρω×(ω×r) (3.21)
式中,ω是熔池旋转速度,单位为rad/s;r是回转半径(说明:这是电磁洛仑兹力作用的结果,由j×B给出,分别是截面电流密度和磁场强度的差积,在以后的章节会讨论)。对于宏观尺度上焊缝熔池中的液态不锈钢[34],当r=1.5mm、ω=188rad/s时,fv=3.7×10-4N/mm3。这一数值超过了体力,因为等体积的不锈钢重力是6.9×10-5N/mm3,结果就使熔池边缘被升起来,高于初始表面,直到表面张力和重力联合起来抵抗上述体力。在微观尺度的熔池中,r至少小一个数量级,所以,为了求出平衡力,ω2需要增加10倍(对于ω,增加3.16倍)。由于大电流GTAW受力涡流是有限的,所以,微观熔化对比就没有意义了,由于洛仑兹力导致流动,熔池搅拌被转换为类似喷泉的熔池运动,在小电流电弧焊接中非常普遍(电阻焊中也是如此)。
已经发现被电磁力搅拌的大范围熔化区域混存时间(与熔池的平均流动速度成相反关系)大约正比于恒定电流时的熔池体积,反比于体积一定时电流的平方[35]。实验发现,当其他所有的因子(电压、移动速度、厚度)都保持不变时,GTAW焊缝熔池的体积与焊接电流的2.3次方成正比[36]。联系这些关系,如果熔池尺寸减小 (从1cm减小到1mm),体积会减小
(从1cm减小到1mm),体积会减小 ,要求电流减小
,要求电流减小 (因为上述研究中最小的焊缝尺寸为3mm宽,这有一点外推法的意思,但是经验表明,毫米尺度的GTA焊缝可以采用25A的电流加工出来,从上述研究中推断出来这一数值)。电流的这一改变揭示平均熔池流动速度将减小
(因为上述研究中最小的焊缝尺寸为3mm宽,这有一点外推法的意思,但是经验表明,毫米尺度的GTA焊缝可以采用25A的电流加工出来,从上述研究中推断出来这一数值)。电流的这一改变揭示平均熔池流动速度将减小 ,但由于熔池体积已经增加了1000倍,相反的体积相关性暗示速度也会增加同样的倍数,因此,速度的净改变在
,但由于熔池体积已经增加了1000倍,相反的体积相关性暗示速度也会增加同样的倍数,因此,速度的净改变在 量级,为2.5倍。考虑到获得这一估算值所使用的近似和外推法,尤其是没有考虑到粘性的作用,对于更小的熔池,随着表面/体积比率迅速增加,这一作用也会增大。所以,有理由假定:一旦从宏观尺度减小到微观尺度,平均熔池速度(或动量/体积)增加量值上小一个数量级。
量级,为2.5倍。考虑到获得这一估算值所使用的近似和外推法,尤其是没有考虑到粘性的作用,对于更小的熔池,随着表面/体积比率迅速增加,这一作用也会增大。所以,有理由假定:一旦从宏观尺度减小到微观尺度,平均熔池速度(或动量/体积)增加量值上小一个数量级。
另一个例子是熔化状态熔池的冲击,大约为

式中,因子2源于熔池运动相反方向,并且其中:
熔池速度=表面位移(波峰到波谷)/(冲击持续时间/2) (3.23)
若熔池质量为0.3g,表面位移为0.2mm,持续时间为0.005s,通过式(3.22)和式(3.23)就可以计算f值为20mN,这一数值与报道的电弧力量值上为同一数量级[34]。
为了推测熔池内部力随尺度的变化情况,必须考查式(3.22)和式(3.23)中的关系。显然熔池的质量随着熔池体积变化,或者随着特征尺寸(r)的立方变化。改变熔池尺寸时,发现合适的持续时间与熔池质量的平方根有一定关系[37]。这表明持续时间与熔池体积的平方根有关,或者与熔池特征尺寸的3/2次幂有关。有人预计表面位移与运动方向上的熔池尺寸成正比(本质上,这是假设了几何相似性),但是,对于微小焊缝,除了重力外,表面张力作为收缩力在小尺度内也起着重要的作用,而且它具有尺寸反依赖性质(见式3.13)。因此,在一个关系中相加在一起,而非相乘起来,只能说表面位移与熔池特征尺寸的小于一次幂成比例,尤其是在较小的尺度上。收集式(3.22)因子(用式(3.23)代替其中的熔池速度),在分子上,可得熔池体积(从质量上)和熔池尺寸<1(从表面位移上)合起来而给出的一个因子r<4;在分母上,出现了持续时间的1/2次幂,与[(r3)1/2]2或者r3联系起来。因此,动量对熔池尺寸的总体依赖性至少弱一个幂指数。熔池流动速度的实验测量发现在毫米尺度上的激光焊缝中,流动速度实际在0.25~2.5m/s范围内,取决于在表面上(快些)[38]还是在体内(慢些)[39]。在厘米尺度的GTA焊缝中类似的测量,表明大部分数值为0.85m/s,都属同一个数量级,与上述给出的弱依赖性一致[40]。
最后一个例子可能引用了动量/惯性和牛顿运动第二定律,是在工件运动中的例子。假设CNC工作台使一个工件在电弧或者高能束下以1mm半径、25mm/s运动速度转过一个角度。再次使用式(3.21),回想初等物理学,式(3.21)等效于mυ2/r。对于1cm3焊缝熔池来讲,使熔池向外飞溅的离心力计算结果为4.4mN。如果角半径是0.1mm,这个离心力就会增加10倍到44mN。如果运动速度增加,这个离心力将按速度的平方根增加。关于加速度,前面的情况对应0.06g′s,后面的情况对应0.6g′s。因为熔池的质量正比于其体积,所以,对于微小焊缝,这一力按比例减小。对于一个1000μm的焊缝熔池,对应1mm和0.1mm转动半径来讲,有效的离心力变为4.4pN和44pN。然而,在微小尺度下,弯曲角半径将与焊缝的尺度成正比。在一个10μm的半径上,离心力增加到0.44nN,在1μm的半径上,为4.4nN(分别对应6g′s和60g′s)。
如果我们考虑作用在工件和夹具层面上的作用力,而不是作用在熔池上的力,那么计算作用在工件上的总力时,可以用总质量代替式(3.21)中焊缝熔池的质量。由于宏观零件加之夹具可以重达几十千克,故所需的力要几十牛顿。然而对于微小零件而言,质量和所需的力小很多,为了增加产量,多个零件通常成组地固定在同一个零件夹具上。因此,采用激光束或电子束扫描的方法来避免移动零件和夹具(控制较轻的光镜或者电子的动量,动量不随夹具变化)可能非常有吸引力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。