



图2.4系统描述了随着钎焊温度的升高,使用钎剂进行软钎焊和硬钎焊时经历的重要过程。首先是预热,随着钎焊温度的升高出现钎剂的活化;随后进行的是钎料和母材表面氧化膜的去除,这个过程对于钎料熔化后提高钎料的润湿能力具有重要作用,因此,氧化膜的去除是提高润湿性的关键。钎料润湿后,熔融钎料与固态母材首先发生冶金反应,反应初期是母材向熔融钎料溶解;最后形成反应层,在这个过程中,金属间化合物的形成主要取决于钎料和母材的结合。
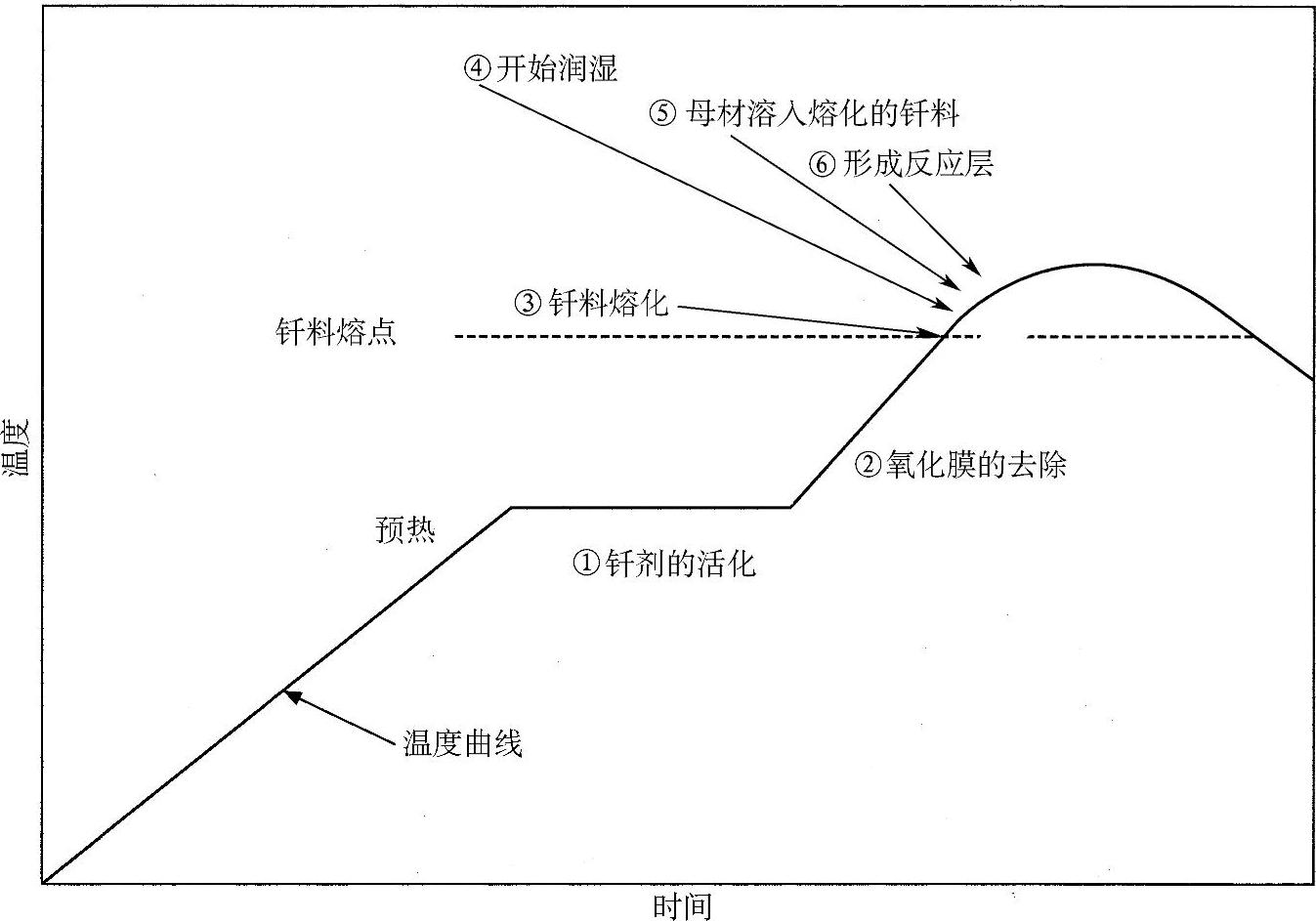
图2.4 软钎焊和硬钎焊过程中温度曲线及相应现象
关于润湿的传统解释如图2.5所示,杨氏方程描述了图中能量的平衡:
γsf=γlfcosθ+γls
式中,γsf是钎剂和固态母材间的界面张力;γlf是熔融钎料和钎剂间的界面张力;γls是熔融钎料和固态母材间的界面张力;θ是接触角。
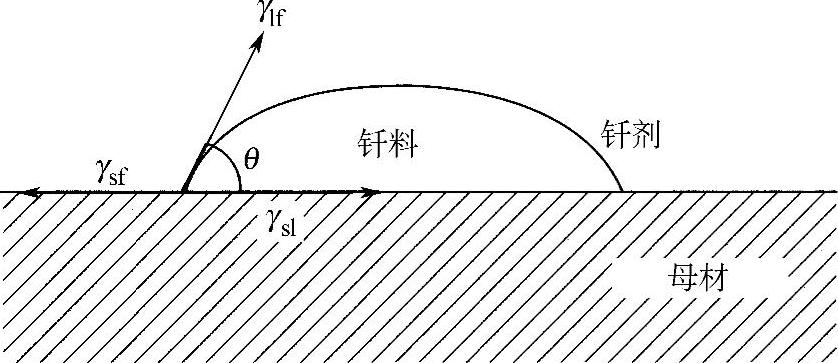
图2.5 钎料在母材上的润湿,接触角θ是评价润湿性的指标
润湿角越小,润湿效果就越好,因此,为了减小润湿角,需要有效地降低γlf的大小,而润湿时使用活性钎剂对减小γlf的大小非常有用。同时,γls的降低也有利于提高润湿性。为了观察润湿角,最简便的方法是采用固定数量的软钎料和钎剂进行传统的铺展测试。
在硬钎焊与软钎焊中,另一个重要因素是圆角的形成。圆角的尺寸能够影响接头的质量,尤其是力学性能以及接头对热、力和化学环境的抗力等。圆角的尺寸主要由表面张力、钎料的密度及重力加速度决定,计算公式为 ,其中,γ是表面张力;ρ是密度;g是重力加速度。为了获得大圆角及良好的润湿效果,降低钎料密度、增加表面张力是行之有效的措施。
,其中,γ是表面张力;ρ是密度;g是重力加速度。为了获得大圆角及良好的润湿效果,降低钎料密度、增加表面张力是行之有效的措施。
圆角的最大高度可以采用垂直平板的无限长度(Klein Wassink,1984)进行计算。图2.6为在几种熔化钎料中浸入一块垂直无限长平板,当润湿良好,接触角θi=0°时的熔融钎料形状(Miyazaki,1997),计算中用到的参数如表2.4所示。(https://www.xing528.com)
表2.4 硬钎料和Sn-40Pb钎料的物理性能
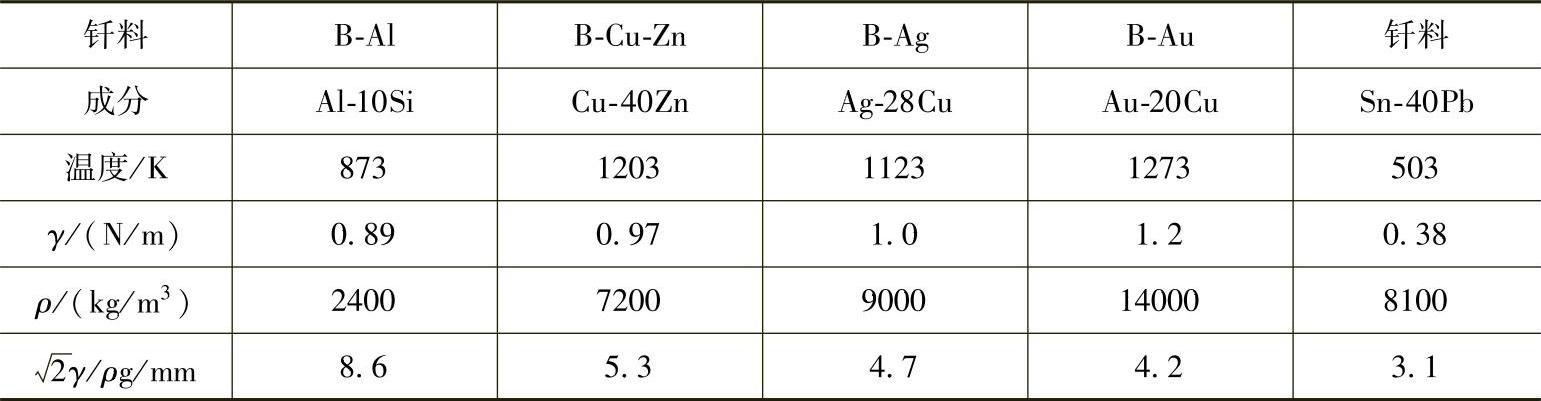
从图中可以清晰地看到,铝圆料的圆角尺寸是最大的,然而,在相同的润湿条件下软钎料获得的圆角尺寸是最小的。当然,图2.6所示计算结果只要在假设完全润湿的理想状态下得到的。事实上,润湿性对圆角的尺寸有重要影响,即当润湿变差,圆角的尺寸也降低。图2.7(Miyazaki,1997)显示出由于润湿性的降低,导致圆角尺寸的减小,其与润湿角的提高相符合。为了提高润湿性,有效的办法是降低γls,而活性钎剂的使用通常能降低γls。
在微连接中,待钎焊工件的尺寸小,且通常具有一凸起的平面。由于在上述工件的微连接过程中圆角尺寸降低,因此不易在凸起的平面上形成圆角。图2.8为垂直圆棒的半径对三种钎料理论圆角高度的影响(Miyazaki,1997)。从图中可知,垂直圆棒半径的减小降低了圆角的高度。图2.8也说明具有凸起平面的工件尺寸越小,获得较大圆角的可能性越小,这也是微连接遇到的难点之一。
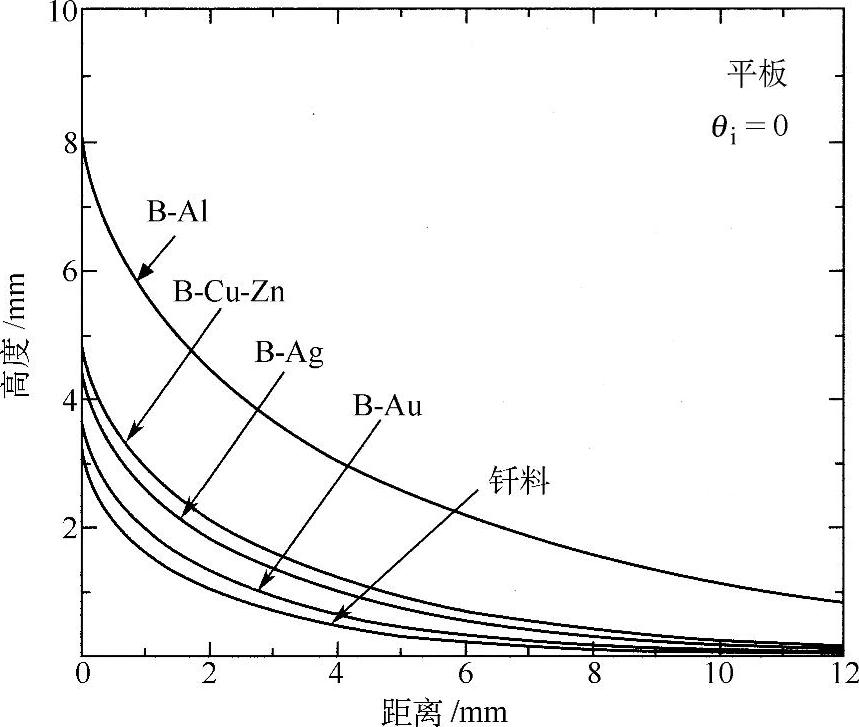
图2.6 各填充金属和Sn-Pb钎料在无限长垂直平板上最佳润湿时的凹凸侧面轮廓
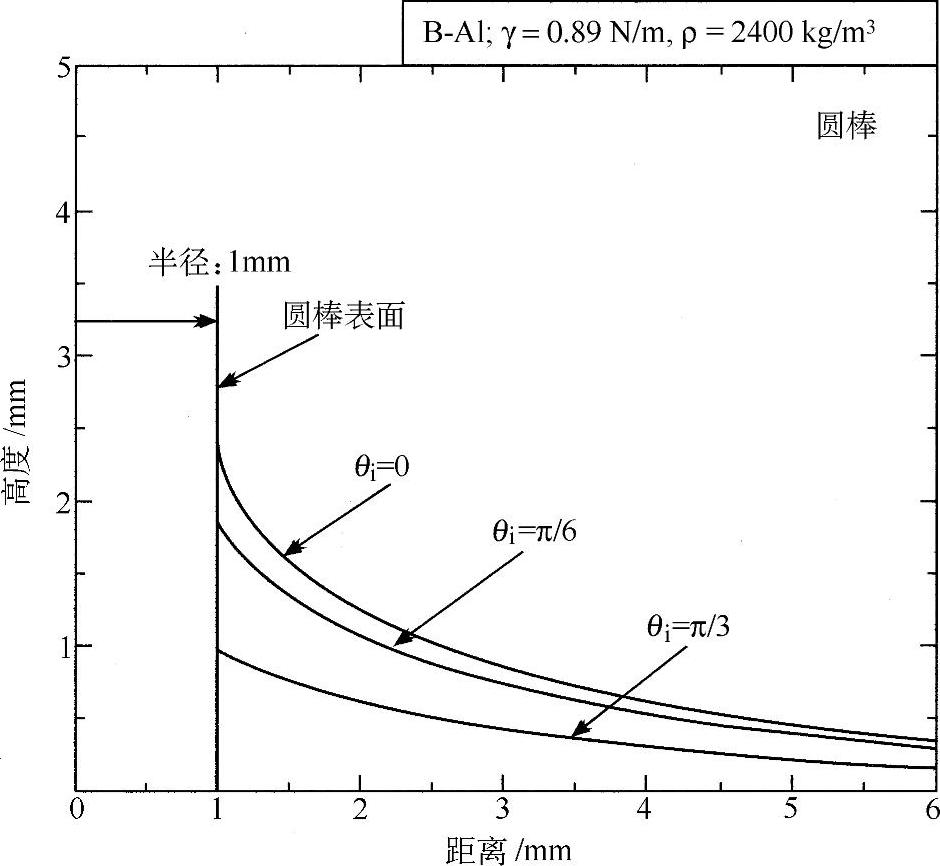
图2.7 铝钎料在半径1mm竖直圆棒上几种润湿条件下的凹凸侧面轮廓
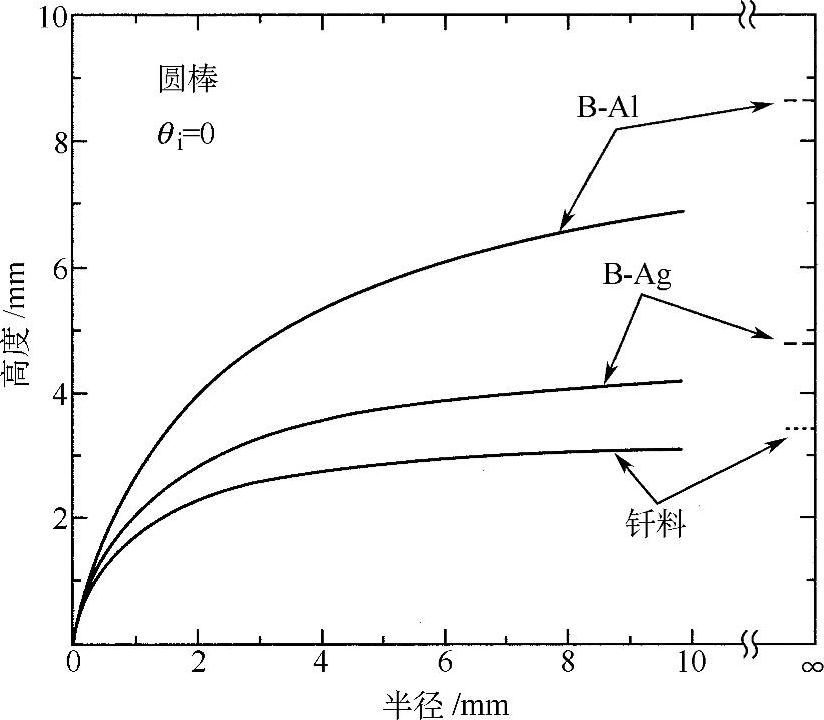
图2.8 垂直圆棒半径对三种钎料理论圆角高度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。