



工件表面污染物层的破碎是形成连接的必要条件,污染物层破碎可通过施加表面压力的方法来实现。在施加压力时,还应保证工件表面上的氧化膜处于易破碎的状态。表1.1中列出了一些常见氧化物的维氏硬度。显而易见,Al与Cu氧化物的维氏硬度差别非常大。图1.4所示为亚键合应变条件下Al、Cu和Ag的冷压焊焊缝断口组织照片。断口组织显示,Al的氧化物以脆性断裂形式破碎,而Cu的氧化物以剪切断裂形式破碎。图1.5所示为冷压焊接时,金属氧化物与金属维氏硬度比及临界变形量的关系曲线。
表1.1 室温下常见金属及其氧化物的维氏硬度[6]
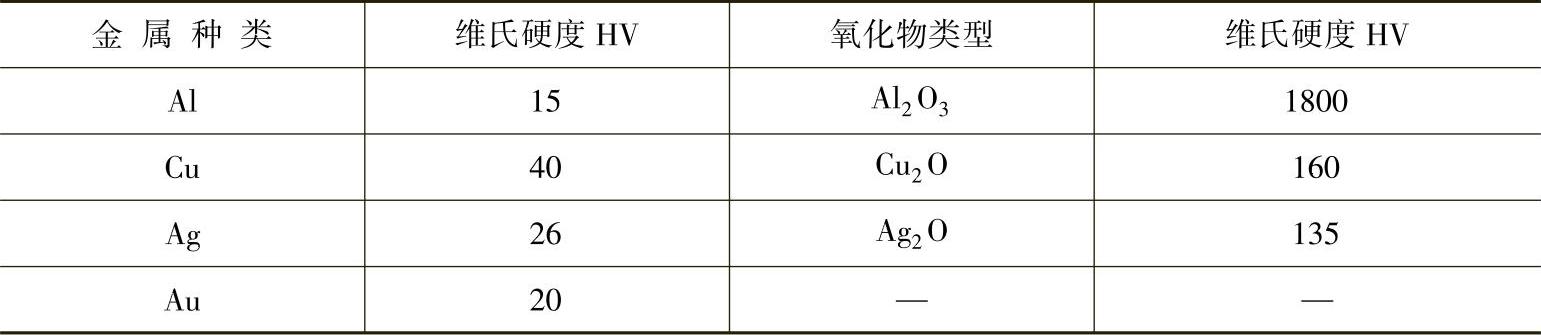
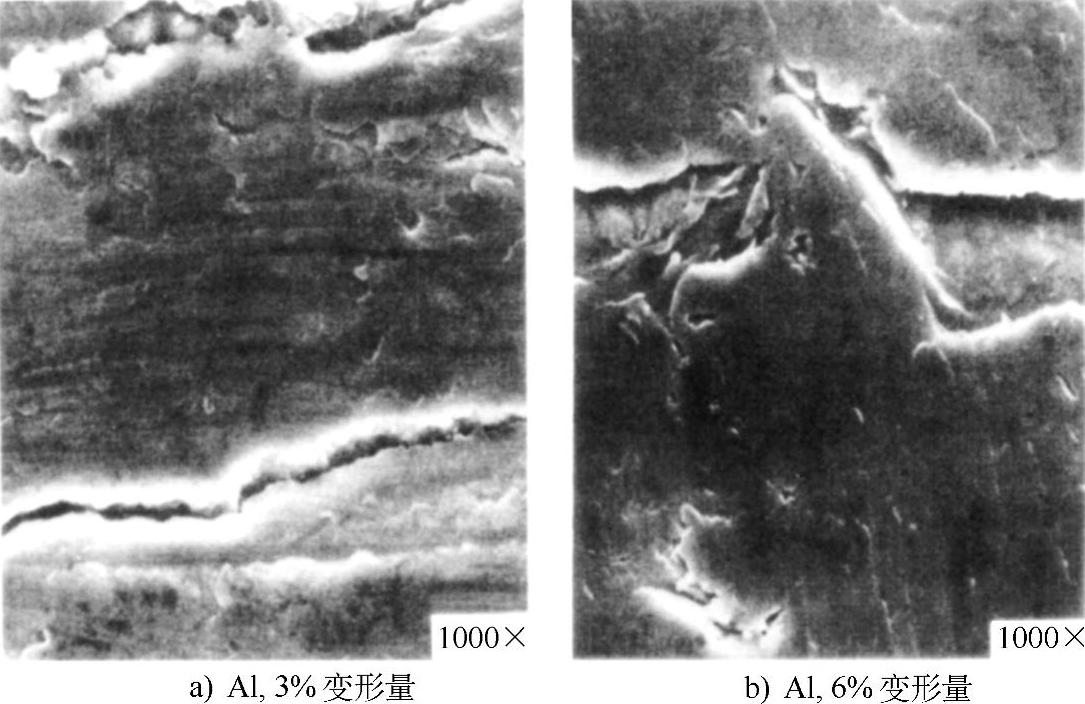
图1.4 亚键合应变条件下Al、Cu和Ag的冷压焊缝断口组织照片
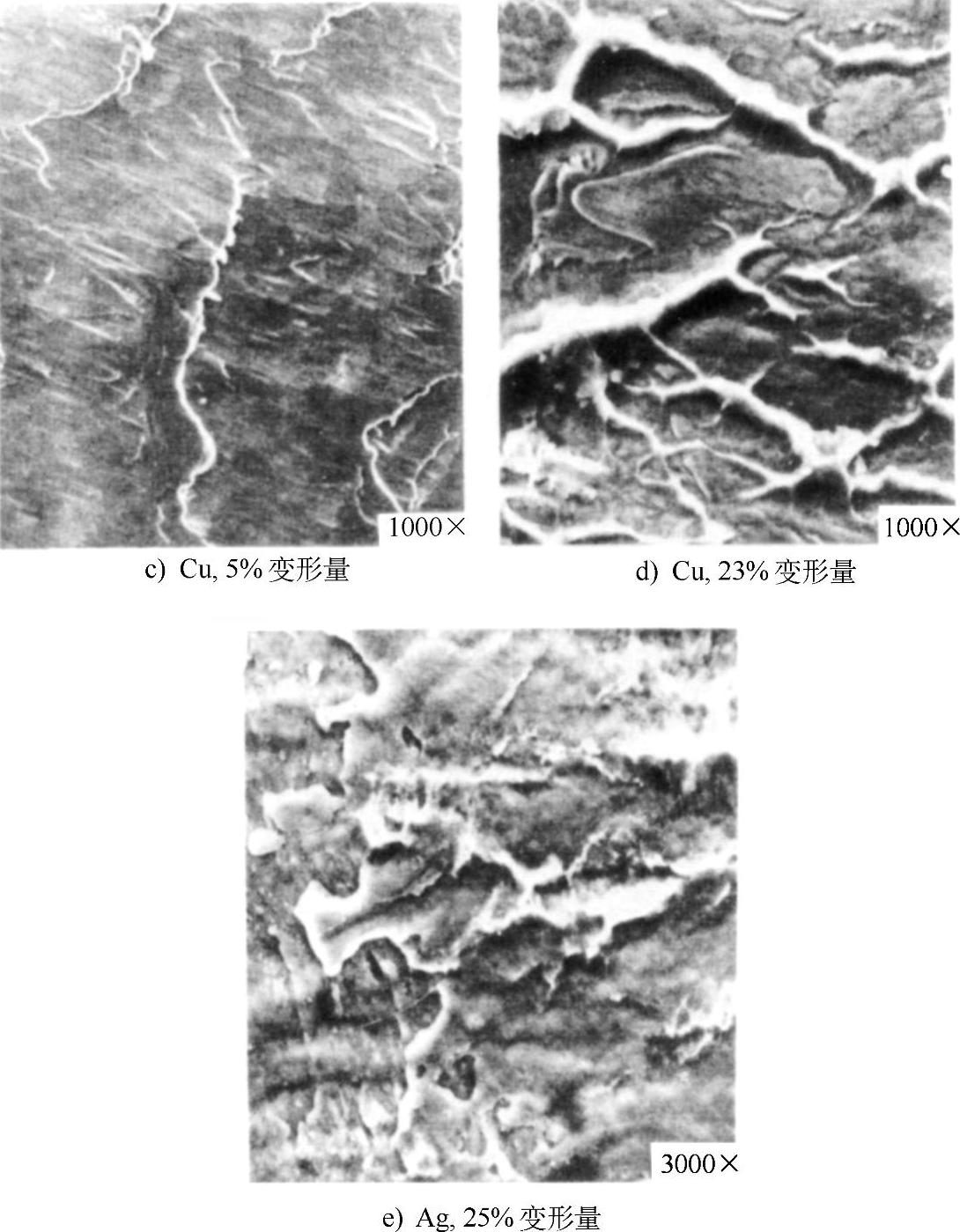
图1.4 亚键合应变条件下Al、Cu和Ag的冷压焊缝断口组织照片(续)
改善材料表面氧化膜破碎形式的有效途径是在母材表面的局部位置进行冷加工处理。采用钢丝刷打磨的方法对母材表面进行处理,可以有效减少污染物层的厚度,从而在局部位置产生明显的冷加工层。冷加工层在应力作用下断裂带走更多的韧性氧化膜[6],有利于连接的形成。
传统锻焊工艺中,接触表面的延展主要是通过热能和压力的共同作用来实现的,其中,表面所承受的局部应力是主导因素,应力的分布则取决于热场的施加方式。图1.6所示为闪光对焊的一些数值模拟结果[16]。闪光对焊作为电阻对焊的衍生技术,主要应用于丝线连接中。图1.6中曲线显示了焊接过程中所使用的顶锻距离以及闪光加速度对接触面应力的影响。闪光加速度直接控制工件上的热场分布,对于热导率较高的材料,如Al、Cu等,仅靠热场梯度分布来产生局部应力相对比较困难,因此,在闪光对焊时需要更高的闪光加速度[17-19],这种情况下推荐采用夹断压模进行闪光对焊[20]。夹断压模应用模具对工件的强制约束(而不是热曲线)来产生局部锻焊的效果。图1.7所示为夹断压模的作用示意图。(https://www.xing528.com)
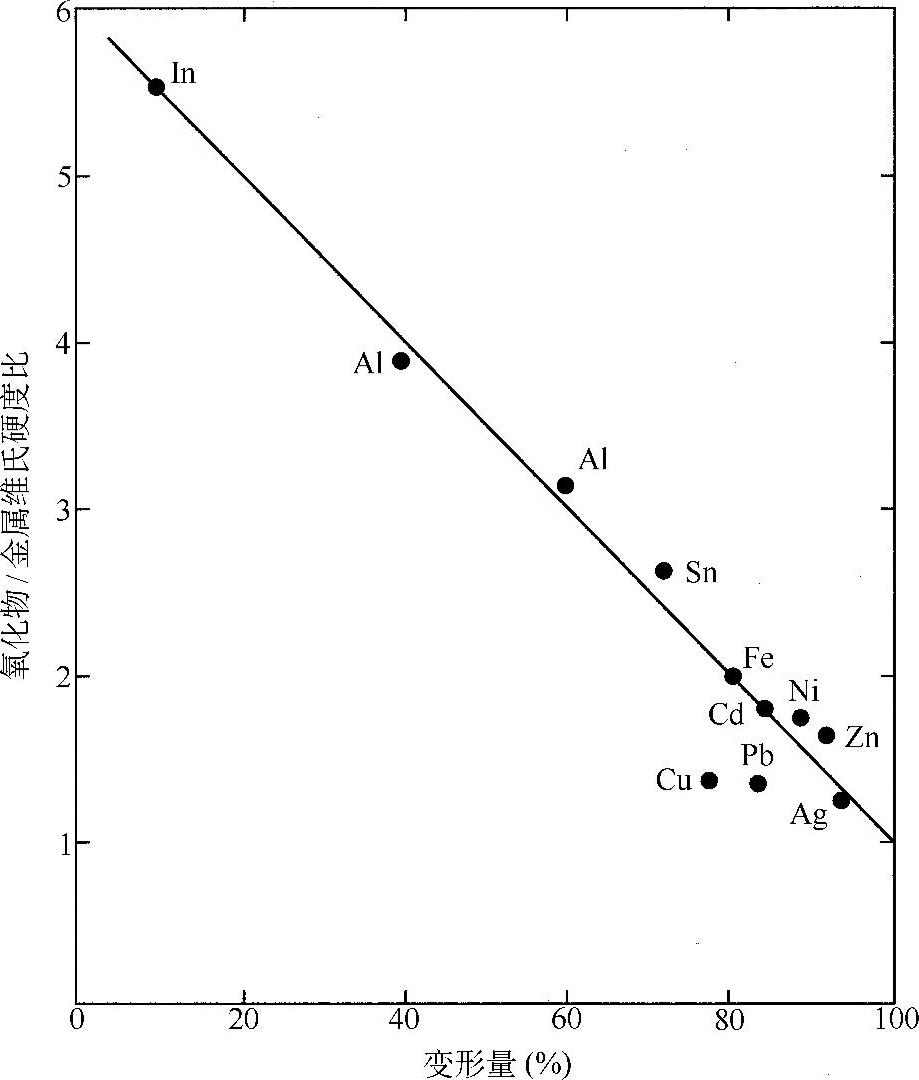
图1.5 冷压焊接时,金属氧化物与金属维氏硬度比及临界变形量的关系曲线
图1.6 闪光对焊热力模拟结果(闪光加速度、顶锻距离以及接触面应力间的关系)
(注:1in=0.0254m)
图1.7 顶锻焊接中应用夹断压模产生局部应变
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。