



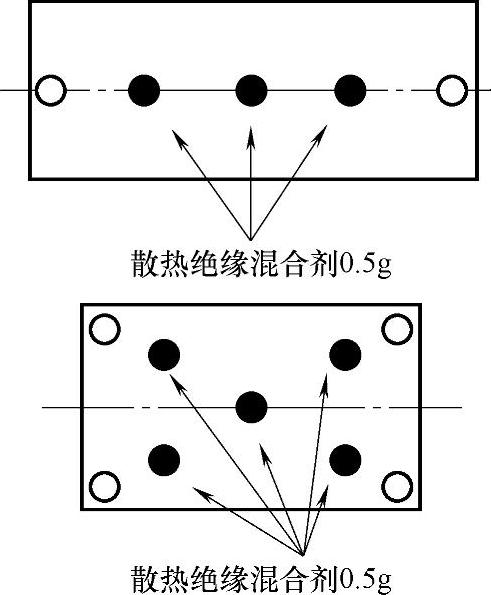
图6-13 散热绝缘混合剂的涂敷方法
a)两点安装型模块 b)一点安装型模块
1.IGBT安装
为了使接触热阻变小,推荐在散热器与IGBT模块的安装面之间涂敷散热绝缘混合剂。涂敷散热绝缘混合剂时,在散热器或IGBT模块的金属基板面上涂敷。如图6-13所示。随着IGBT模块与散热器通过螺钉夹紧,散热绝缘混合剂就散开,使IGBT模块与散热器均一接触。
涂敷同等厚度的导热膏(特别是涂敷厚度较厚的情况下)可使无铜底板的模块比有铜底板散热的模块的发热更严重,最终引至模块的结温超出模块的安全工作的结温上限(Tj<125°C或125°C)。因为散热器表面不平整所引起的导热膏的厚度增加,会增大接触热阻,从而减慢热量的扩散速度。
IGBT模块安装时,螺钉的夹紧方法如图6-14所示。另外,螺钉应以推荐的夹紧力矩范围予以夹紧。如果该力矩不足,可能使接触热阻变大,或在工作中产生松动。反之,如果力矩过大,可能引起外壳破坏。将IGBT模块安装在由挤压模制作的散热器上时,IGBT模块的安装与散热器挤压方向平行,这是为了减小散热器变形的影响。
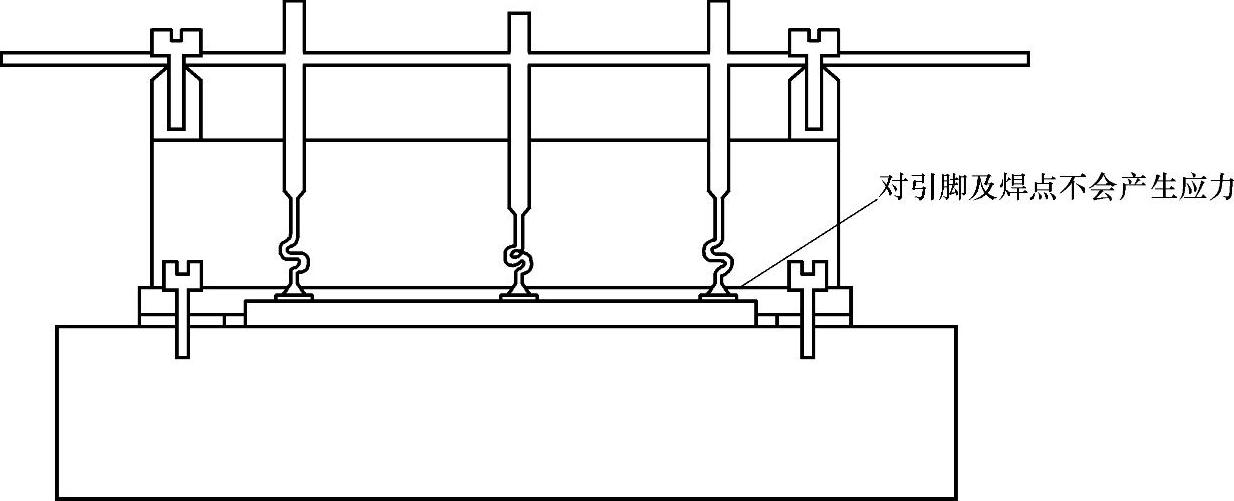
图6-14 螺钉的夹紧方法
把模块焊接到PCB时,应注意焊接时间要短。注意波形焊接机的溶剂干燥剂的用量。不要使用过量的溶剂。模块不能冲洗。用网版印刷技术在散热器表面印刷50μm的散热复合膏用螺钉把模块和PCB安装在散热器上。在未上螺钉之前,轻微移动模块可以更好地分布散热膏。安装螺钉时先用合适的力度固定两个螺钉,然后用推荐的力度旋紧螺钉。
在IGBT模块的端子上,将栅极驱动电路和控制电路锡焊时,一旦焊锡温度过高,可能发生外壳树脂材料熔化等不良情况。一般性产品的端子耐热性试验条件:焊锡温度:260±5℃。焊接时间:10±1s。次数:1次。
IGBT模块安装中应注意的事项有:
1)要在无电源时进行安装,装卸时应采用接地工作台,接地地面,接地腕带等防静电措施。先让人体和衣服上所带的静电通过高电阻(1MΩ左右)接地线放电后,再在接地的导电性垫板上进行操作。要拿封装主体,不要直接触碰端子(特别是控制端子)部。不要做让模块电极的端子承受过大应力。
2)IGBT模块的散热器应根据使用条件和环境及IGBT模块参数进行匹配选择,以保证IGBT模块工作时对散热器的要求。为了减少接触热阻,推荐在散热器与IGBT模块之间涂上一层很薄的导热硅脂。
3)IGBT模块安装到散热片上时,要先在模块的反面涂上散热绝缘混合剂(导热膏),再用推荐的夹紧力距充分旋紧。另外,散热片上安装螺丝的位置之间的平坦度应控制在100μm以下,表面粗糙度应控制在10μm以下。散热器表面如有凹陷,会导致接触热阻(Rth(c-f))的增加。另外,散热器表面的平面度在上述范围以外时,IGBT模块安装时(夹紧时)会给IGBT模块内部的芯片与位于金属基板间的绝缘基板增加应力,有可能产生绝缘破坏。
4)IGBT模块底板为铜板的模块,在散热器与IGBT模块均匀受力后,从IGBT模块边缘可看出有少许导热硅脂挤出为最佳。IGBT模块底板为DBC基板的模块,散热器表面必须平整、光洁,采用丝网印刷或圆滚滚动的方法涂敷一薄层导热硅脂后,使两者均匀压接。
IGBT模块直接固定在散热器上时,每个螺钉需按说明书中给出的力矩旋紧,螺钉一定要受力均匀,力矩不足导致热阻增加或运动中出现螺钉松动。两点安装紧固螺丝时,第一个和第二个依次紧固额定力矩的1/3,然后反复多次使其达到额定力矩,四点安装和两点安装类似。紧固螺丝时,依次对角紧固1/3额定力矩,然后反复多次使其达到额定力矩。
5)散热器表面要平整清洁,要求平面度≤150μm,表面光洁度≤6μm,在界面要涂传热导电膏,涂层要均匀,厚度约150μm。
6)使用带纹路的散热器时,IGBT模块长的方向顺着散热器的纹路,以减少散热器的变形。两只模块在一个散热器上安装时,短的方向并排摆放,中间留出足够的距离,主要是使风机散热时减少热量叠加,容易散热,最大限度发挥散热器的效率。(https://www.xing528.com)
2.IGBT模块接线
IGBT模块接线应注意的事项有:
1)栅极与任何导电区要绝缘,以免产生静电而击穿,IGBT在包装时将G极和E极之间有导电泡沫塑料,将它短接。装配时切不可用手指直接接触G极,直到G极管脚进行永久性连接后,方可将G极和E极之间的短接线拆除。
2)在大功率的逆变器中,不仅上桥臂的开关管要采用各自独立的隔离电源,下桥臂的开关管也要采用各自独立的隔离电源,以避免回路噪声,各路隔离电源要达到一定的绝缘等级要求。
3)在连接IGBT电极端子时,主端子电极间不能有张力和压力作用,连接线(条)必须满足应用,以免电极端子发热在模块上产生过热。控制信号线和驱动电源线要离远些,尽量垂直,不要平行放置。
4)光耦合器输出与IGBT输入之间在PCB上的走线应尽量短,最好不要超过3cm。
5)驱动信号隔离要用高共模抑制比(CMR)的高速光耦合器,要求tp<0.8μs,CMR>10kV/μs,如6N137,TCP250等。
6)IGBT模块驱动端子上的黑色套管是防静电导电管,用接插件引线时,取下套管应立即插上引线;或采用焊接引线时先焊接再剪断套管。
7)对IGBT端子进行锡焊作业的时候,为了避免由烙铁、烙铁焊台的泄漏产生静电加到IGBT上,烙铁前端等要用十分低的电阻接地。焊接G极时,电烙铁要停电并接地,选用定温电烙铁最合适。当手工焊接时,温度260℃±5℃,时间(10±1)s。波峰焊接时,PCB要预热80~105℃,在245℃时浸入焊接3~4s。
8)仪器测量时,应采用100Ω电阻与G极串联。在模块的端子部测量驱动电压(VGE)时,应确认外加了既定的电压。
9)IGBT模块是在用IC泡沫等导电性材料对控制端子采取防静电对策的状态下出库的。这种导电性材料在产品进行电路连接后才能去除。
10)仅使用FWD而不使用IGBT时(比如在斩波电路等中应用时),不使用的IGBT的G-E间应加-5V以上(推荐-15V、最大-20V)的反偏压。反偏压不足时,IGBT可能由于FWD反向恢复时的dv/dt引起误触发而损坏。
3.保存及运输
1)一般保存IGBT的场所,应保持常温常湿状态,不应偏离太大。常温的规定为5~35℃,常湿的规定在45%~75%左右。在冬天特别干燥的地区,需用加湿机加湿,并尽量远离有腐蚀性气体或灰尘较多的场合。
2)在温度发生急剧变化的场所,IGBT表面可能有结露水的现象,因此IGBT模块应放在温度变化较小的地方。
3)保管时不要在IGBT上加重荷,特别是在堆放状态,需注意负荷不能太重,装IGBT的容器,应选用不带静电的容器。
4)IGBT外部端子,应在未加工的状态下保管。若有锈蚀,在焊接时会有不良的情况产生,所以要尽可能地避免这种情况。
5)搬运不要受下坠冲击。用包装箱运输大量器件IGBT时,请勿擦伤接触电极面,部件间应填充软性材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。