



1)将机床面板模式选择开关切换到编辑模式下,如图4-14所示。

图4-14 切换到编辑模式
2)建立程序名,以O+4位数字组成,如O0007,创建成功后如图4-15所示。
图4-15 创建新程序名
提示:
①建立新程序名时不可录入“;”,否则将出现格式错误报警,如图4-16所示。
②建立新程序名时不可与原有程序名重复,否则将出现程序名重复报警,如图4-17所示。
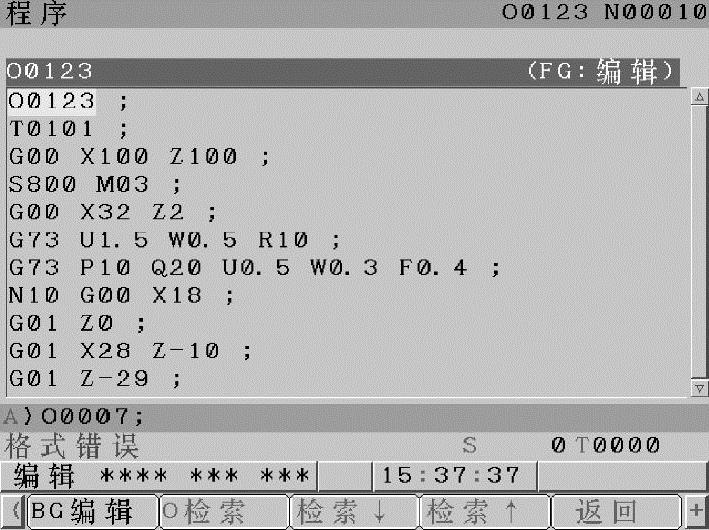
图4-16 格式错误报警
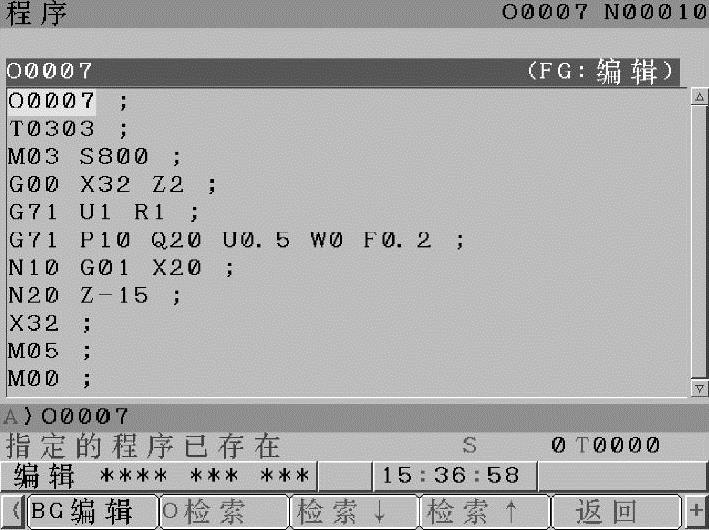
图4-17 程序名重复报警
3)录入程序(每段程序以;结束),系统自动保存程序,录入完毕后如图4-18所示。
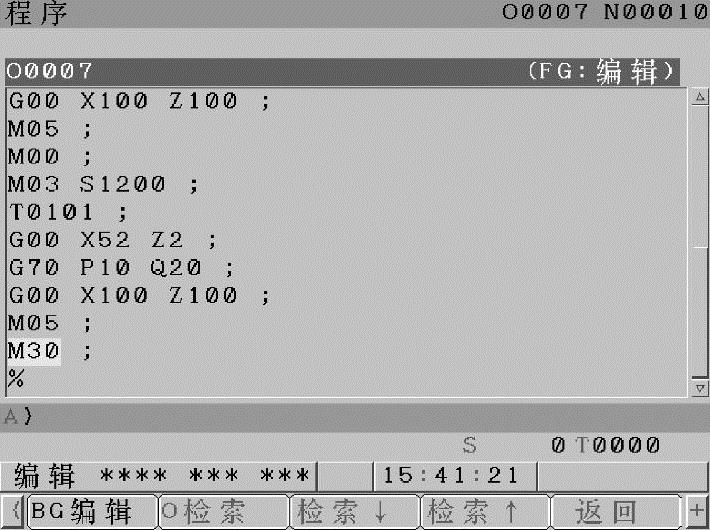
图4-18 程序录入成功
4)将程序移至程序头,在编辑模式下按“REST”按钮或者按光标键,使光标移至程序头,如图4-19所示。
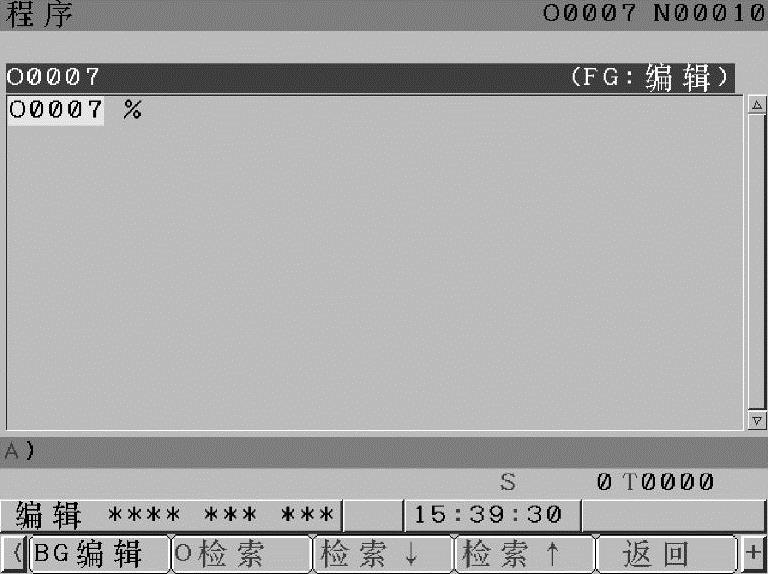
图4-19 光标移至程序头
5)将机床面板模式选择开关切换至自动加工模式下,如图4-20所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-20 切换至自动加工模式
6)对已编辑好的程序进行程序模拟仿真,按下机床面板上的“机床锁定键”,以保证机床的安全,如图4-21所示。

图4-21 按下“机床锁定键”
提示:
按过“机床锁定键”后机床的各移动轴被锁住(机床主轴仍然会转动),系统坐标数值会随着程序变化。此时需使机床重新回零,方可进行对刀或自动加工。
7)按下“图像显示键”,并调整好CRT显示画面比例,如图4-22所示。
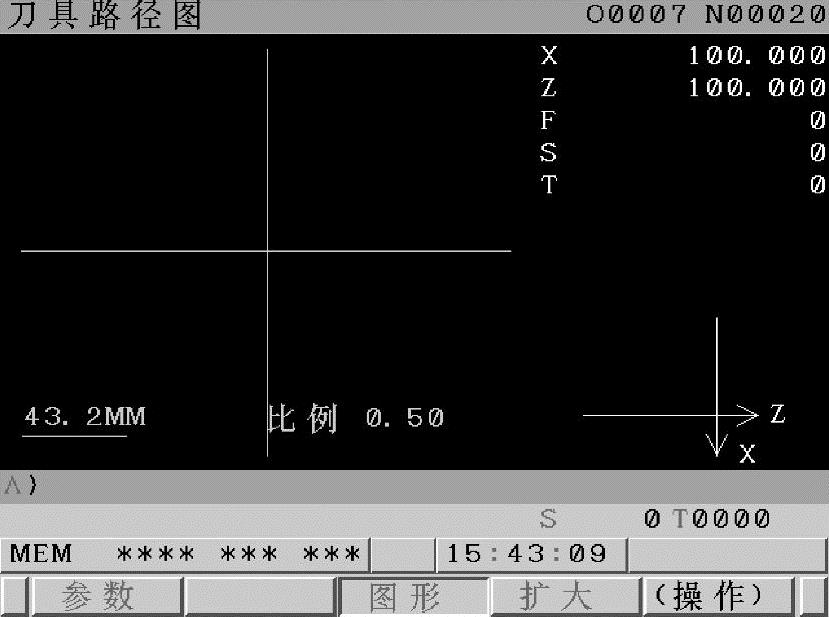
图4-22 图像显示画面
8)按下机床操作面板上的“循环切削键”,如图4-23所示,此时系统坐标移动,但机床实际坐标不动,以确保安全。
9)仿真模拟结束后,系统面板上出现刀具移动轨迹,如图4-24所示,观察图像显示与所加工的零件轮廓是否一致。
提示:
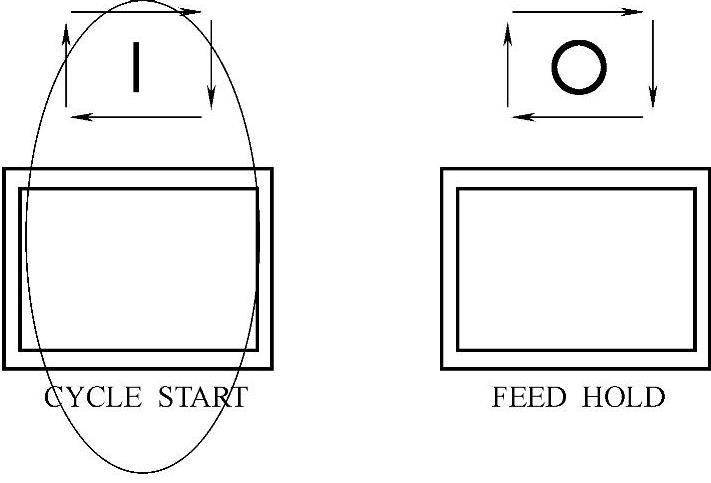
图4-23 按下“循环切削键”
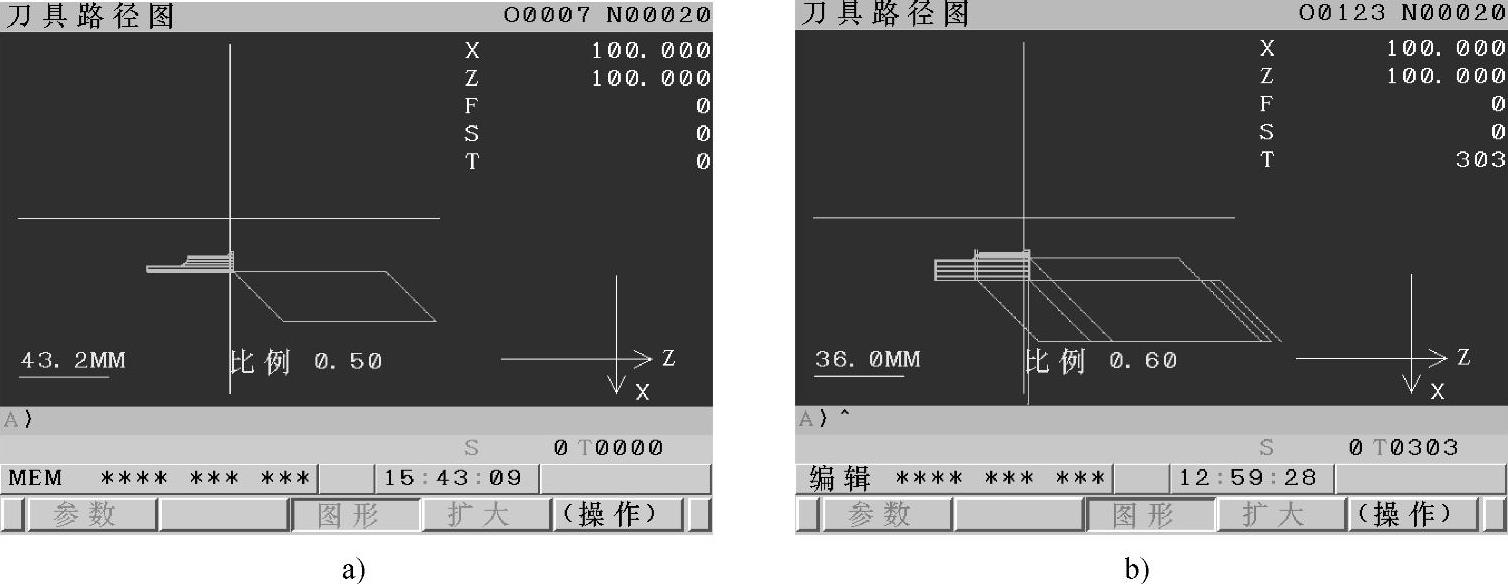
图4-24 程序仿真图
a)左端仿真图 b)右端仿真图
刀具移动轨迹与切削轮廓有一定差别,请勿混淆,在仿真过程中如果出现程序错误,机床会报警并终止仿真。
10)如果程序正确,则结束程序录入及校验工作;如果程序错误,请在编辑模式下修改相关程序,并重新进行校验工作,步骤同5)~9),直至模拟出正确的仿真图形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。