



本节主要介绍采用试切法利用游标卡尺等量具进行X轴对刀和Z轴对刀。
1.试切法进行X轴对刀
1)利用钢直尺控制工件伸出卡盘的长度,调整好适当长度后用自定心卡盘夹紧工件。将机床切换至手动功能模式,点按机床操作面板上的“手动换刀”按钮,选择需要建立对刀数据的刀具(换刀前请确认换刀空间是否足够)。在MDI模式下输入“M03 S600;”并执行该程序,使机床以600r/min的转速正转。
2)点按手摇脉冲按钮,刀架离工件较远时选择“×100”的倍率,用手摇轮移动刀架,将刀具快速接近工件,切换“×10”的倍率,调整好X轴的位置(X轴方向不宜切削太多,光出即可)。手摇轮匀速控制刀架向Z轴的负方向运动,车削长度一般为10mm左右即可。此时将手摇轮沿Z轴正方向移动(该过程中X轴不可移动,否则无法正确对刀)。直到移出工件,刀架与工件保持一定测量距离。
3)点按系统面板上的“REST”按钮,使机床主轴停止转动。
4)利用游标卡尺,测量出已加工圆柱表面的尺寸,点按系统面板的“OFF/SET”按钮,调出刀具“偏置/形状”界面,如图3-130所示。
5)在缓存器中输入测量出的圆柱表面尺寸值“X30.16”,点按软菜单的“测量”按钮,X轴的对刀完成,如图3-131所示。
在通常情况下,当刀具在刀架上没有被拆动过时,该刀具的X轴对刀数据不会变动。

图3-130 刀具“偏置/形状”界面
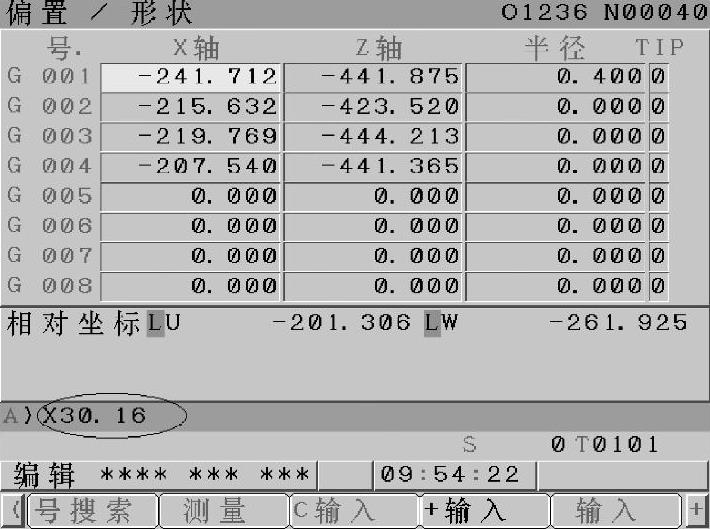
图3-131 刀具偏置“测量”按钮
2.试切法进行Z轴对刀
1)将机床切换至手动功能模式,点按机床操作面板上的“手动换刀”按钮,选择需要建立对刀数据的刀具(换刀前请确认换刀空间是否足够)。在MDI模式下输入“M03 S600;”并执行该程序,使机床以600r/min的转速正转。
2)点按手摇脉冲按钮,刀架离工件较远时选择“×100”的倍率,用手摇轮移动刀架,将刀具快速接近工件,切换“×10”的倍率,调整好Z轴的位置,利用手摇轮移动刀架向X轴均匀移动,将工件端面切出。反向移动X轴直到刀具移出工件为止(如已切出零件端面,则使刀具移至刚接触工件端面的位置即可)。(https://www.xing528.com)
3)点按系统面板上的“REST”按钮,使机床主轴停止转动。
4)点按系统面板的“OFF/SET”按钮,调出刀具“偏置/形状”界面,如图3-132所示。
5)在缓存器中输入“Z0”,点按软菜单的“测量”按钮,Z轴的对刀完成,如图3-133所示。
在通常情况下,该刀具的Z轴对刀数据会与工件装夹时伸出的长短有关,为保证批量生产所需,应设置Z轴定位夹具,使该刀具的Z轴对刀值有效。
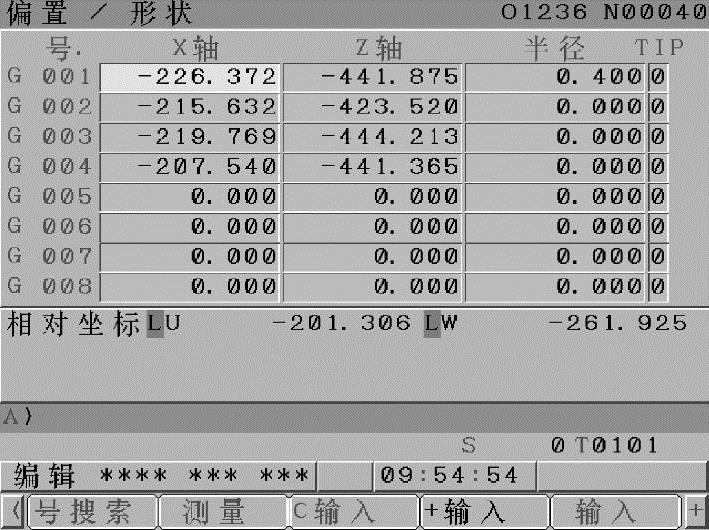
图3-132 刀具“偏置/形状”界面
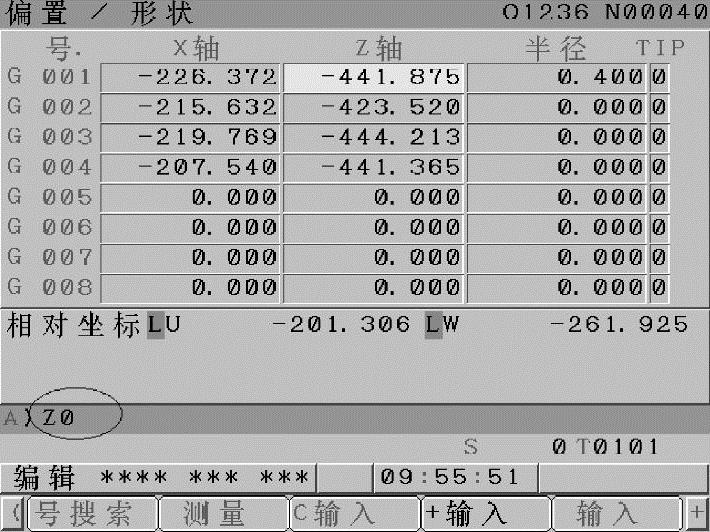
图3-133 Z轴对刀界面
自测题:
1.在编写宏程序时,若需要将“[]”与“()”切换应如何操作?
2.如何利用CF卡将电脑上的程序复制到数控车床中去?
3.简述数控车床系统控制面板上“程序运行单节控制”按钮的意义和使用场合。
4.简述如何利用数控系统“图像仿真”功能对编制的程序进行校验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。