



不同厂家所设计的机床面板布局有所差异,但面板上的图标及英文字符具有统一性。因考虑机床厂家的经济成本,一般不会针对某台机床特定设计一个面板,而是同一类型的机床设定一个模板的机床面板,所有机床上会出现一些按钮无实际操作功能的情况。通常而言,机床面板主要由机床开关机电源按钮、急停按钮,以及模式选择功能、轴向选择、切削进给修调按钮、主轴转速修调按钮、主轴手动正反转、主轴手动停止按钮、手动换刀按钮、手动冷却液开关按钮、手动轴向电动按钮,以及手摇脉冲轮等组成。本书将结合浙江凯达机床股份有限公司生产的CK6136S型数控车床的控制面板进行各按钮定义介绍及操作方法讲解。CK6136S型数控车床的操作面板如图3-60所示。

图3-60 CK6136S型数控车床的操作面板
1.系统电源按钮
机床控制系统电源按钮如图3-61所示,其中“ON”为系统电源开,点按此按钮系统电源被打开;“OFF”为系统电源关,点按此按钮系统电源被切断。
2.急停按钮
在任何时刻(包括机床在切削过程中)点按

图3-61 机床控制系统电源按钮
此按钮,机床所有运动全部立即停止。一般在发生刀具碰撞或紧急突发状况时第一时间拍下该按钮,切断机床所有运动。释放紧急停止开关时沿旋转按钮方向旋转一定角度,受按钮内弹簧力的作用即自动释放。急停按钮如图3-62所示。
3.主轴手动控制
数控机床的主轴有正转(CW)、反正(CCW)和停止(STOP)三个工作状态,不仅可以依靠数控程序控制,在手摇脉冲进给和手动移动功能的模式下,通过主轴手动控制按钮也可对其进行控制(主轴转速以上一次机床转速为依据)。主轴手动控制按钮如图3-63所示。
1)主轴手动正转按钮,在手摇脉冲进给和手动移动功能的模式下,点按此按钮,主轴转速以最近一次机床转速为依据,控制主轴顺时针转,即主轴正转。
2)主轴手动反转按钮,在手摇脉冲进给和手动移动功能的模式下,点按此按钮,主轴转速以最近一次机床转速为依据,控制主轴逆时针转,即主轴反转。
3)主轴转速停止按钮,在手摇脉冲进给和手动移动功能的模式下,点按此按钮,主轴停止转动。
在手摇脉冲进给和手动移动功能的模式下,机床主轴转速可以通过主轴转速修调按钮进行调整(以100%转速为基准)。点按“UP”键主轴转速提升10%,点按“DOWN”键主轴转速降低10%,主轴转速修调按钮如图3-64所示。修调的主轴转速的上限为转速的120%,修调的主轴转速的下限为转速的50%,点按“100%”主轴修调转速按钮即为实际转速。

图3-62 急停按钮
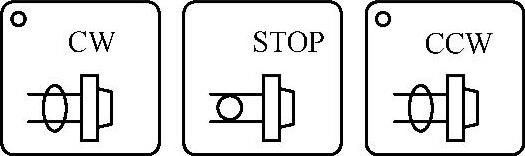
图3-63 主轴手动控制按钮
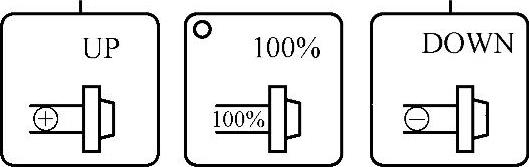
图3-64 主轴转速修调按钮
4.机床指示灯
为了更加直观判别机床处于什么运行状态,在机床面板上设置了一些指示灯,操作者可结合这些指示灯来判断机床处于什么运行状态。机床指示灯如图3-65所示。
5.机床功能键

图3-65 机床指示灯
数控机床一般有程序编辑(EDIT)、自动加工(AUTO)、手动数据输入(MDI)、手摇轮(MPJ)、手动移动(JOG),以及回零(ZRN)等功能,机床操作面板把这类功能按钮归纳为模式选择(MODE SELECTION)模块。如图3-66所示。

图3-66 功能模式选择按钮
(1)程序编辑“EDIT”
点按此功能按钮,系统进入程序编辑功能,可实现新建程序、调用程序、修改程序和删除程序等功能。
开始新建程序操作步骤,确认程序保护钥匙处于“OFF”位置。
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可,如图3-67所示。
3)在缓存区输入程序名O1234,如图3-68所示。
FANUC程序名必须是O+4位数字组成(数字不足4位时数字前以0补足),如O1234(系统中已有O1234程序名则出现“指定的程序已存在”报警,如图3-69所示)。
4)点按系统面板的“INSERT”键,新程序名被输入,如图3-70所示。
5)在缓存区输入程序段结束符“;”,如图3-71所示。
6)点按系统面板的“INSERT”键,程序段结束符“;”被输入,如图3-72所示。
(2)程序段指令的输入
1)按建立程序名的步骤,建立起有效的程序名。
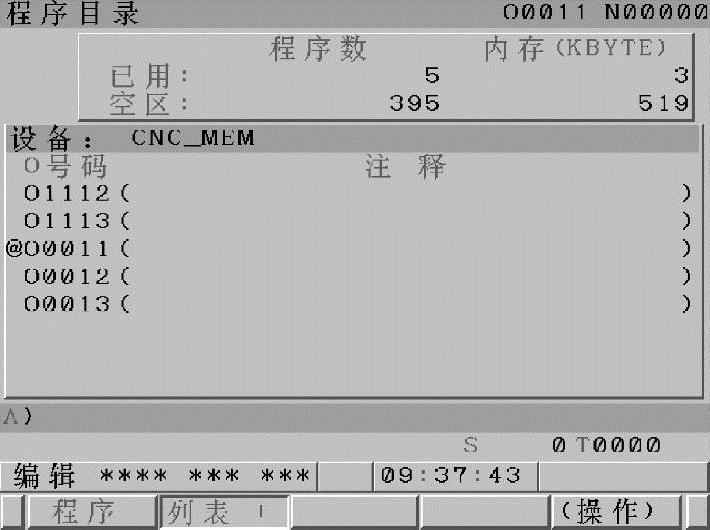
图3-67 程序目录画面
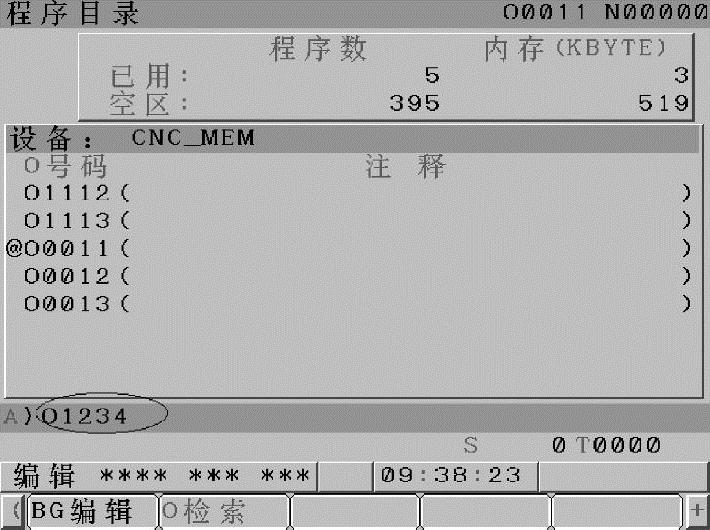
图3-68 缓存区新建程序名
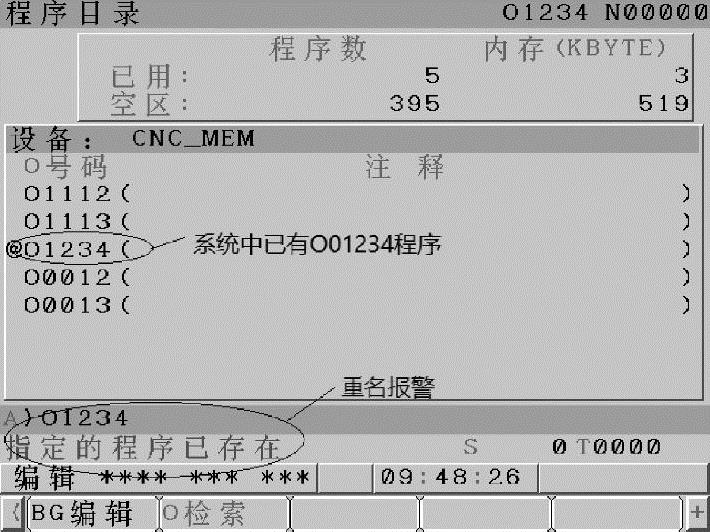
图3-69 重名报警画面

图3-70 新程序名建立成功

图3-71 缓存区输入程序段结束符

图3-72 程序段结束符建立成功
2)在系统缓存区中输入需要键入的程序段,可一次输入一个程序段,或一次输入多个程序段。如图3-73和图3-74所示。

图3-73 缓存区输入一个程序段
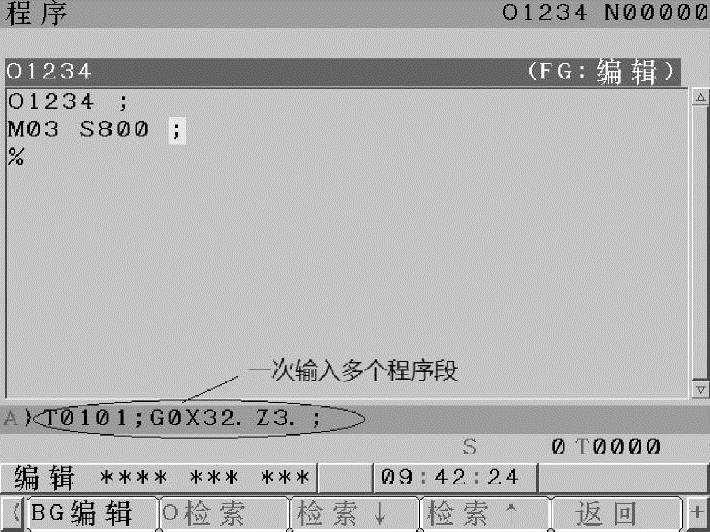
图3-74 缓存区输入多个程序段
3)点按系统面板中的“INSERT”键,程序段被输入,如图3-75所示。
4)将所有程序段录入系统即可,如图3-76所示。如需将光标移至程序首段,点按系统面板“REST”按钮即可,如图3-77所示。
5)建立的程序名及程序段被自动保存,在程序目录表中可看到。

图3-75 程序段被输入系统
a)一个程序段被输入 b)多个程序段同时被输入
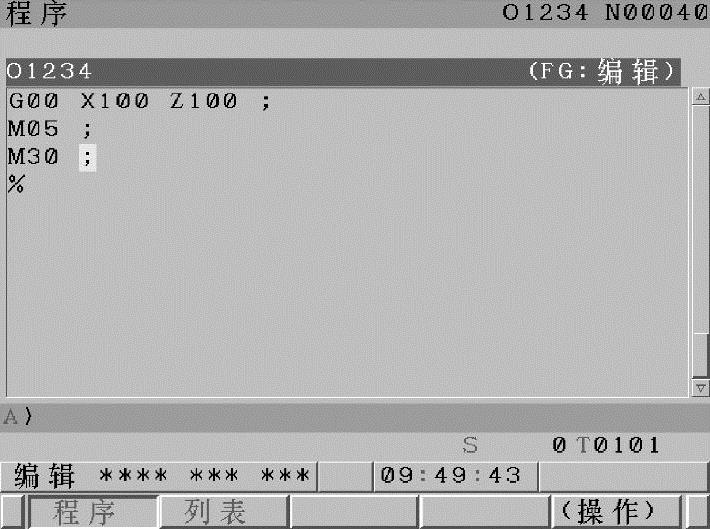
图3-76 所有程序段录入系统
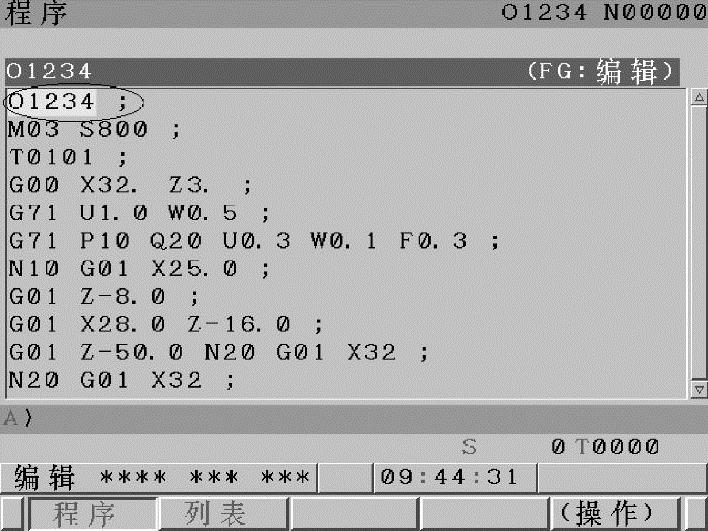
图3-77 光标被移至程序首段
(3)对系统已有程序名进行检索并打开
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。
3)在缓存区输入需要被检索的程序名,以O1234为例,如图3-78所示。
4)点按系统面板上的向下光标键,或者点按软菜单中的“O检索”按钮,如图3-79所示。
5)检索完成,检索的程序被打开,如图3-80所示。如果系统中没有检索的程序名,那么系统将出现报警,如图3-81所示。

图3-78 缓存区输入检索的程序名

图3-79 “O检索”按钮
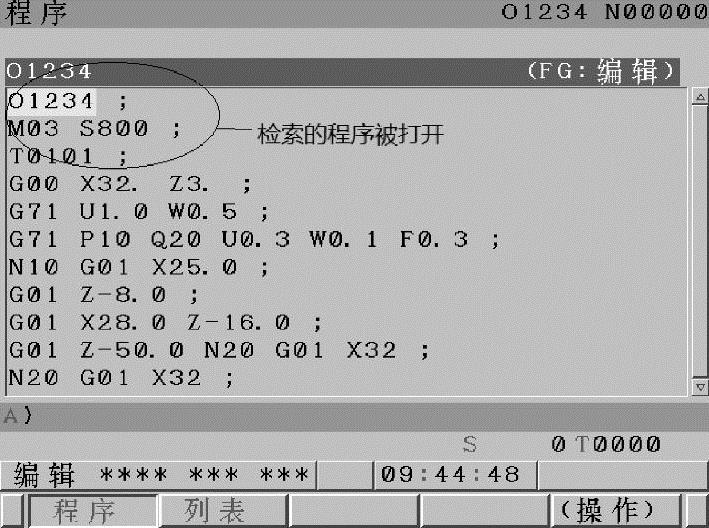
图3-80 检索的程序被打开

图3-81 未检索到程序报警
(4)利用“ALTER”键进行程序指令修改
1)按照程序名检索的操作方法,调出需要修改的程序。
2)将光标移动至需要修改的指令上,如图3-82所示。
3)在缓存区输入待修改的程序指令,如图3-83所示。
4)点按系统面板上的“ALTER”键,指令修改成功,如图3-84所示。
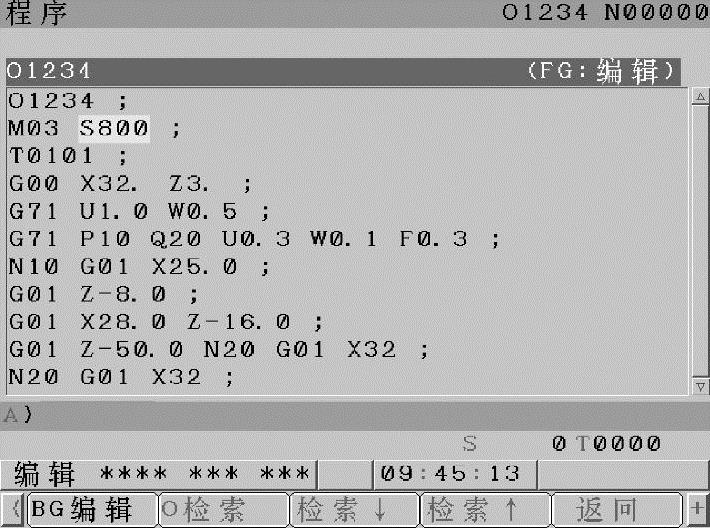
图3-82 光标移动至需修改的指令上

图3-83 在缓存区输入待修改指令
(5)利用“DELETE”键进行程序指令修改
1)按照程序名检索的操作方法,调出需要修改的程序。
2)将光标移动至需要修改的指令上。
3)点按系统面板上的“DELETE”按钮,光标上的指令被删除,并将光标前移一格,如图3-85所示。
4)在缓存区输入待修改的指令代码,如图3-86所示。
5)点按系统面板上的“INSERT”按键,完成指令修改,如图3-87所示。

图3-84 程序指令修改成功

图3-85 需修改指令被删除

图3-86 在缓存区输入待修改指令

图3-87 完成指令修改
(6)整个程序的删除
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。
3)在缓存区输入需要被删除的程序名,以O1234为例,如图3-88所示。
4)点按系统面板上的“DELETE”按钮,系统跳出“程序(O1234)是否删除?”,需操作者确认,如图3-89所示。
5)点按软菜单上的“执行”按键,程序被删除,如图3-90所示。

图3-88 在缓存区输入程序名

图3-89 删除程序待确认
(7)所有程序的删除
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。
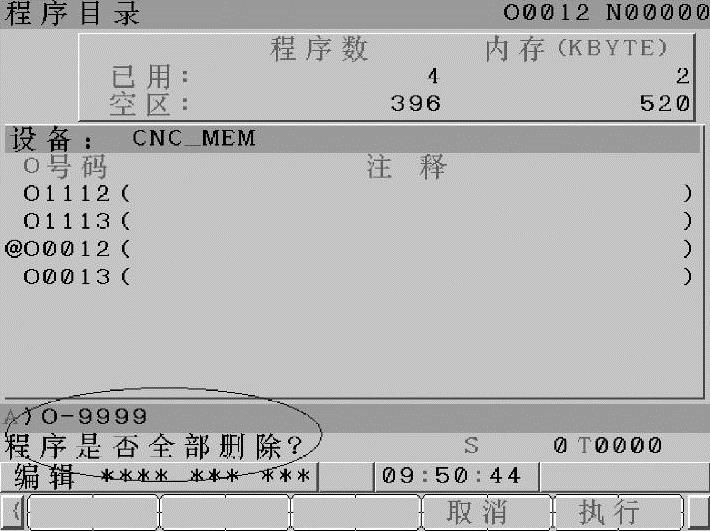
3)在缓存区输入“O-9999”,如图3-91所示。
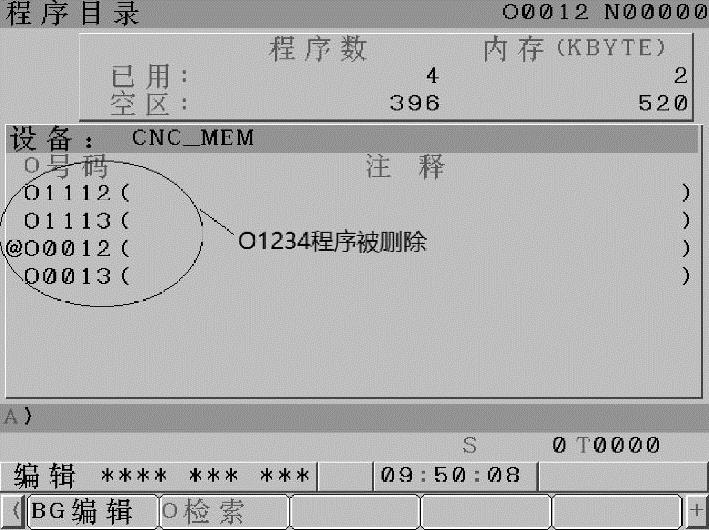
图3-90 程序被删除

图3-91 缓存区输入O-9999
4)点按系统面板上的“DELETE”按钮,系统跳出“程序是否全部删除?”,需操作者确认,如图3-92所示。
5)点按软菜单上的“执行”按键,程序被删除,如图3-93所示。
(8)程序内容的复制与粘贴
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。输入已有程序名,如O0001,并打开程序,将光标移动至“M03”程序段上,如图3-94所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-92 删除所有程序待确认

图3-93 所有程序被删除
3)点按软菜单的向右扩展按钮,如图3-95所示。

图3-94 打开已有程序

图3-95 点按扩展按钮后
4)点按选择按钮,并选择需要复制的程序内容,选中后的内容显示为黄色,如图3-96所示。
5)点按“复制”按钮后,所选程序内容被复制到系统缓存中,光标自动移至选中程序内容的最后。如图3-97所示。
6)点按“粘贴”按钮,进入程序粘贴功能,如图3-98所示。
7)点按“BUF执行”按钮,则在光标后粘贴刚才复制的内容,如图3-99所示。
(9)粘贴已有程序的整个程序段
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。查看已有程序名,如O1111,如图3-100所示。
3)重新建立一个新的程序,如O0011,如图3-101所示。
4)点按向右扩展菜单,进入程序“粘贴”功能,如图3-102所示。

图3-96 选择需复制的程序内容

图3-97 程序内容复制完成

图3-98 进入程序粘贴功能

图3-99 程序内容粘贴成功
5)点按“粘贴”按钮,进入粘贴选择画面,如图3-103所示。
6)点按“指定PRG”按钮,指定程序名中的程序内容全部被粘贴过来。如图3-104所示。
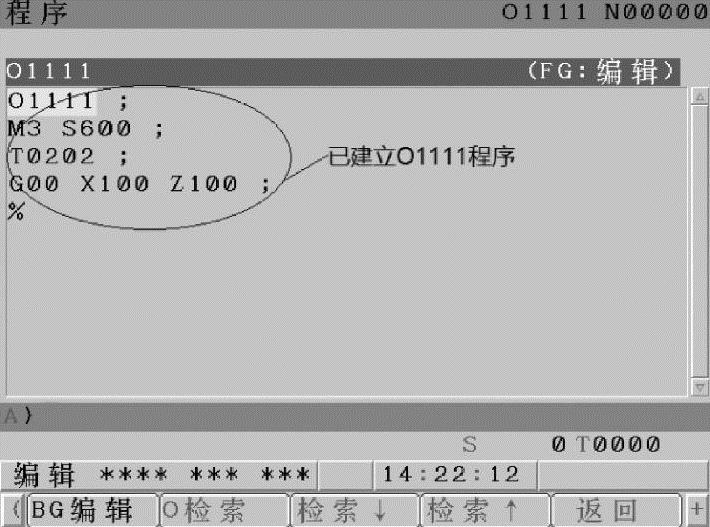
图3-100 查看已建立的程序

图3-101 建立一个新程序
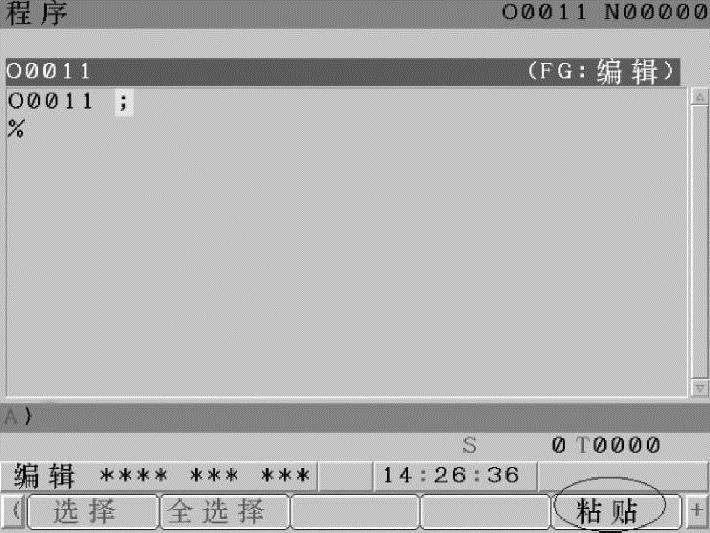
图3-102 进入程序“粘贴”功能
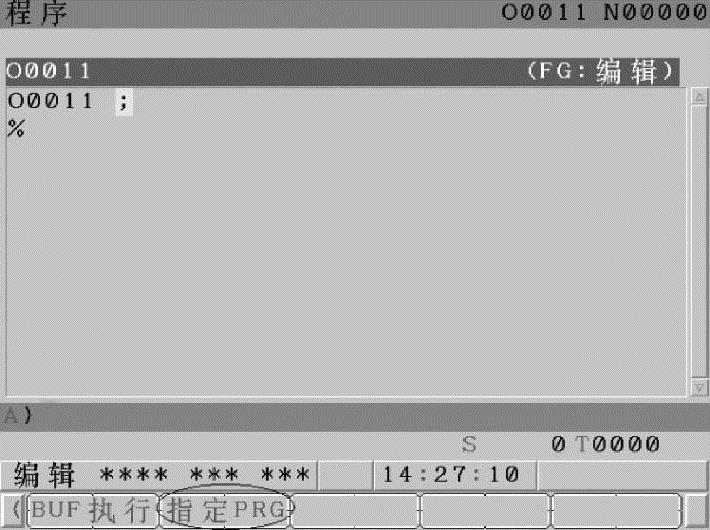
图3-103 粘贴选择画面

图3-104 粘贴完成
(10)程序段中字符的搜索
为修改或查看一个程序段中某个特定的字符,如果采用逐个字符翻阅查看不但浪费时间,而且很容易漏检,系统已提供了字符自动搜索的方法进行快速检索。下面介绍检索程序中所有“Z”字符的方法:
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。查看已有程序名,如O6001,如图3-105所示。
3)点按“操作”按钮,进入程序操作画面,并在缓存区输入“Z”,如图3-106所示。
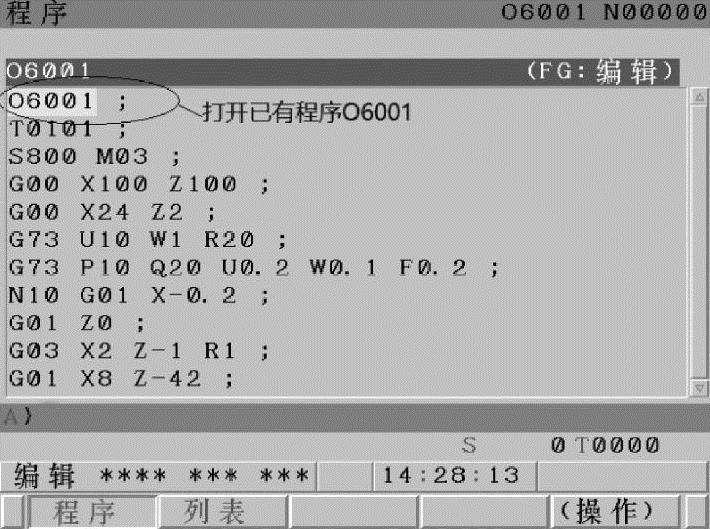
图3-105 打开已有程序
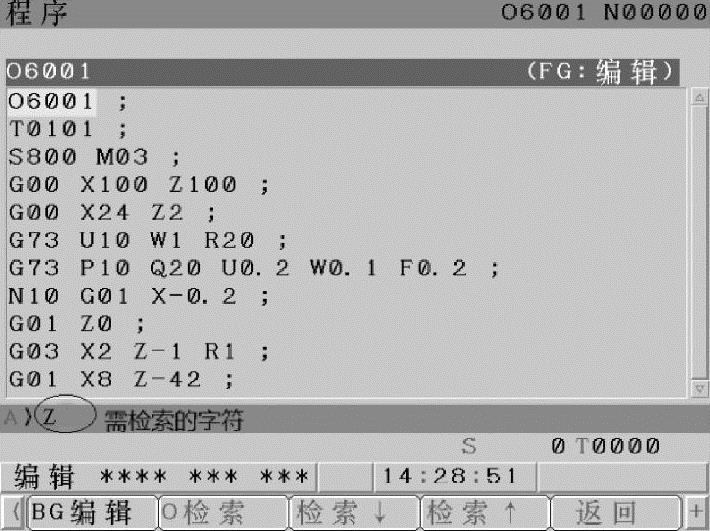
图3-106 输入需检索字符
4)点按“检索”按钮即可实现该程序段中“Z”字符的检索,被检索的字符成黄色显示。如图3-107所示。
5)检索至程序最尾段,会显示“未找到字符”,该程序段中所有“Z”字符检索完成,如图3-108所示。

图3-107 检索出所需字符
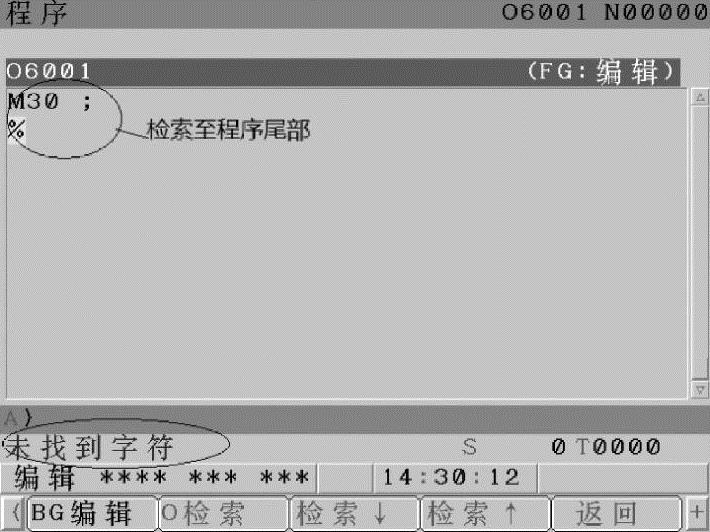
图3-108 检索完成
(11)程序段中字符的替换
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。查看已有程序名,如O6001,如图3-109所示。
3)点按“操作”按钮,连续按两次向右扩展软菜单,进入程序字符“替换”画面,如图3-110所示。

图3-109 打开已有程序

图3-110 进入程序字符替换画面
4)点按“替换”按钮,在缓存区中输入需替换的字符“Z100”,并点按“替换前”按钮,如图3-111所示。
5)在缓存区中输入替换后的字符“Z50”,点按“替换后”按钮,如图3-112所示。
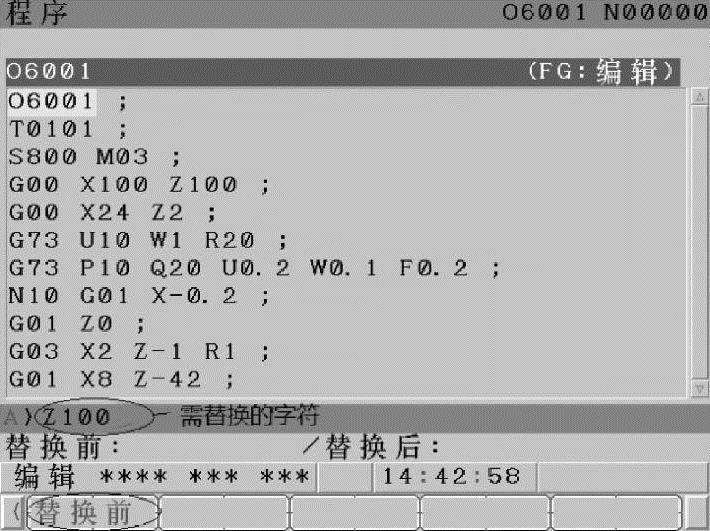
图3-111 输入需替换的字符

图3-112 输入替换后的字符
6)系统显示替换前、替换后的字符信息,如图3-113所示,点按“全执行”按钮,即完成字符替换功能。
(12)自动加工
对于已编辑完成并通过仿真模拟的程序,最终将利用“AUTO”自动加工模式对程序进行实体验证,并调试出合格产品。具体步骤如下:
1)点按机床操作面板上的“EDIT”程序编辑按钮。
2)点按系统面板上的“PROG”程序显示按钮,此时CRT显示程序目录或显示单个程序的状态均可。调出已有程序名,如O6001,将光标移至程序开头,点按机床操作面板上的“AUTO”自动加工按钮,进入待加工状态,如图3-114所示;

图3-113 显示替换前、后字符信息
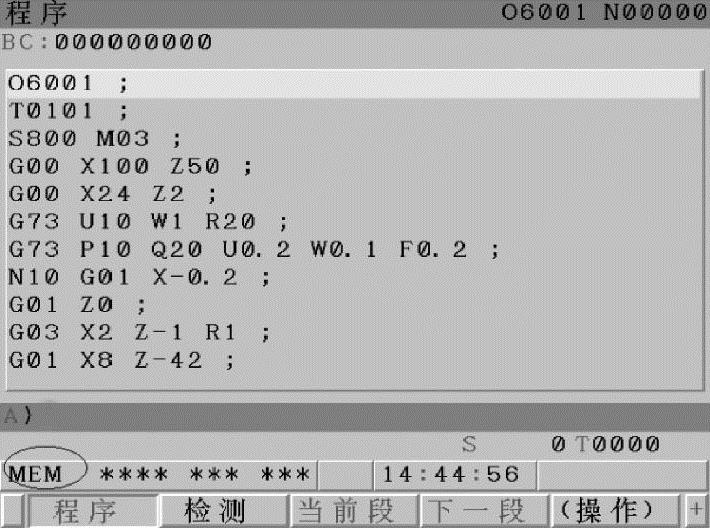
图3-114 待加工状态
3)点按“检测”按钮,将画面切换至“检视”窗口,以便观察程序的运行情况、坐标位置数据及切削速度等。“检视”窗口可显示绝对坐标值检视画面,如图3-115所示;也可以显示相对坐标值检视画面,如图3-116所示。

图3-115 绝对坐标值检视画面
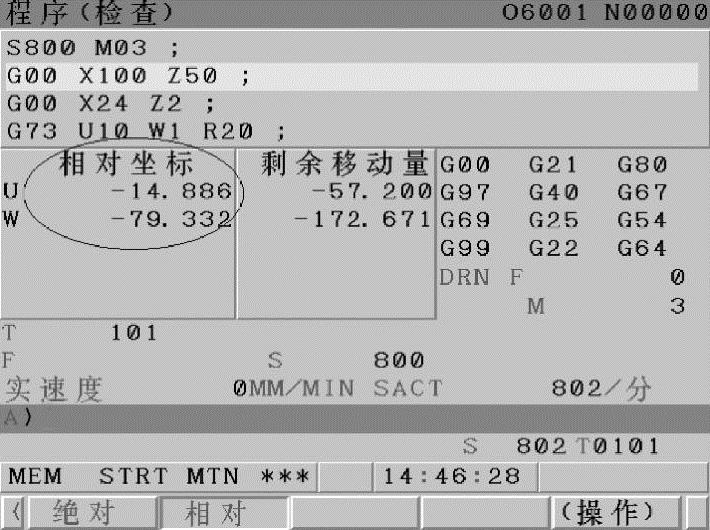
图3-116 相对坐标值检视画面
数控机床自动运行过程中,在确保安全的前提下,为了提高效率,可以利用数控机床的“后台编辑功能”在机床加工的同时编写新程序(有些机床不具备该项功能)。
具体操作步骤如下:
①在程序自动运行中点按“操作”按钮,如图3-117所示。
②点按“BG编辑”按钮,进入后台编辑模式,并点按“编辑”按钮,准备编写新程序,如图3-118所示。
③点按“程序”按钮进入编写新程序,并在缓存区输入新程序名,如O1234,如图3-119所示。
④根据编写程序的步骤开始编写新程序,如图3-120所示,点按“BG结束”按钮,后台编辑程序完成。退出后台编辑模式。目录中已将新编程序保存。
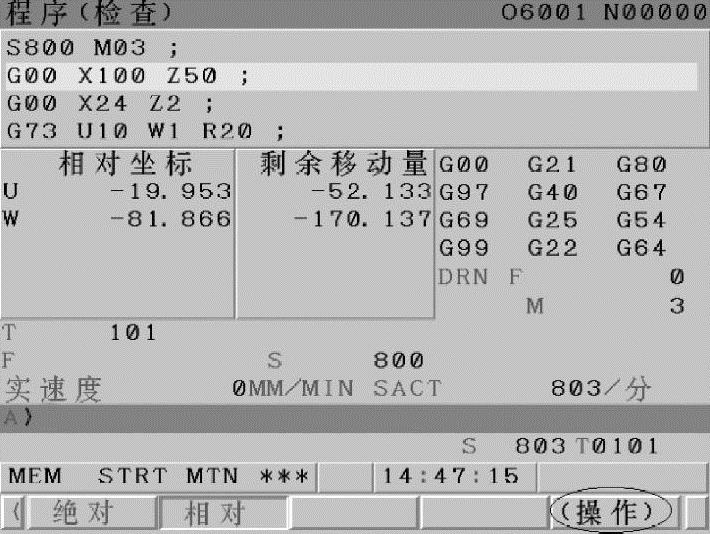
图3-117 待进入后台编辑模式
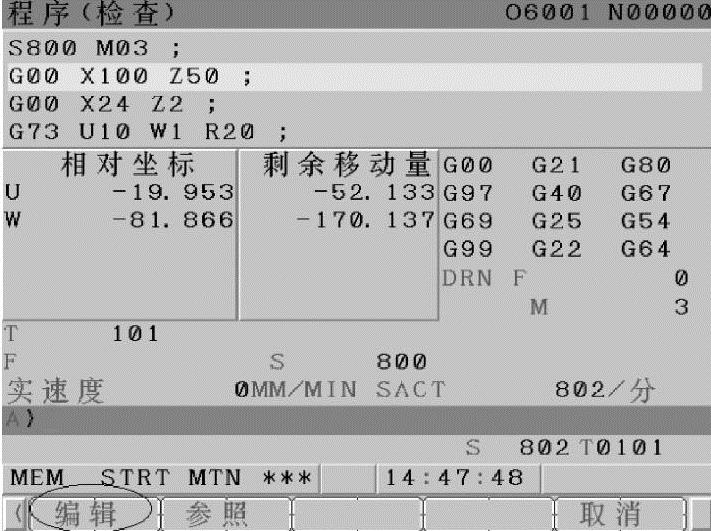
图3-118 进入后台编辑模式
(13)手动数据输入功能
点按“MDI”按钮,数控系统进入手动数据输入功能模式,配合系统面板上的“PROG”键可进行程序的编写与运行。
(14)手摇脉冲进给功能

图3-119 输入新程序名

图3-120 后台编辑输入程序内容
数控车床的X轴、Z轴移动不仅可以依靠数控程序控制,在手摇脉冲进给功能下依靠手摇轮也能控制X轴、Z轴的移动。手摇脉冲进给功能需要将手摇脉冲发生器、X/Z轴拨档开关和倍率控制按钮配合使用,如图3-121所示。
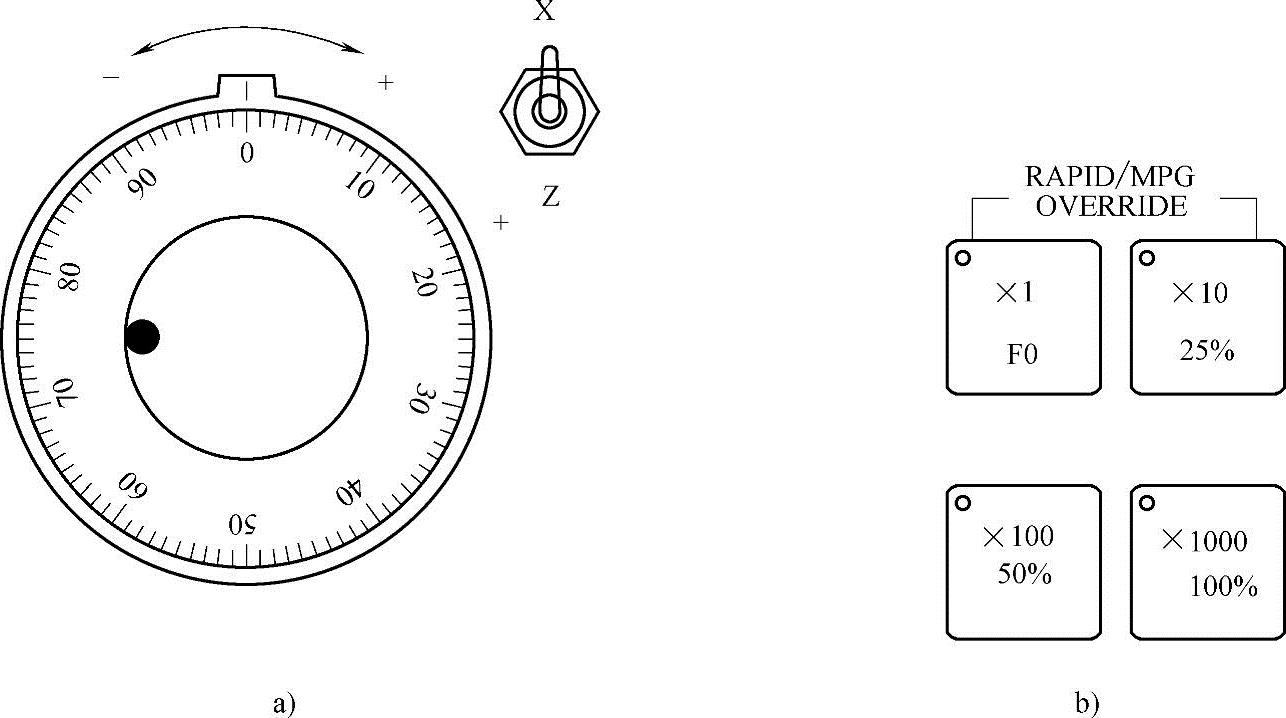
图3-121 手摇脉冲进给功能
a)手摇脉冲发生器及X/Z轴拨档开关 b)倍率控制按钮
首先将X/Z轴拨档开关拨至相应轴档上,选取合适倍率控制按钮,旋转手摇脉冲发生器一个刻度,机床对应的轴即移动相应距离。移动的方向由手摇脉冲发生器的顺时针(正方向)或逆时针(负方向)旋转决定。倍率控制按钮移动量的“×1”表示旋转手摇脉冲发生器一个刻度移动量为0.001mm,一般用于微量调整时使用;“×10”表示旋转手摇脉冲发生器一个刻度移动量为0.01mm,一般用于慢速移动或切削时使用;“×100”表示旋转手摇脉冲发生器一个刻度移动量为0.1mm,一般用于较快速移动使用;“×1000”表示旋转手摇脉冲发生器一个刻度移动量为1mm,一般用于快速移动使用。
(15)手动进给功能
数控车床的X轴、Z轴移动不仅可以依靠数控程序控制,在手动进给功能模式下点按X、Z轴的方向键也能控制X轴、Z轴的移动。其移动速度与进给修调倍率的拨档开关位置有关系,移动速度按机床系统参数No.1423设定,通常设定值为2500mm/min,按设定的手动进给速度乘以进给修调倍率的百分比执行。X、Z轴的方向和进给修调倍率如图3-122所示。在手动进给功能模式下点按X、Z轴的方向键同时按住快速移动键,移动速度则按机床系统参数No.1424设定,通常设定值为3500mm/min,按设定的快速进给速度乘以进给修调倍率的百分比执行。

图3-122 手动进给功能
a)X、Z轴方向键 b)进给修调倍率 c)快速移动按钮
(16)机床回参考点功能
点按机床回参考点按钮的同时点按住X、Z轴的正方向键,机床进行回参考点功能即回零。机床是否需要进行回零操作根据其所配置的编码器来决定,如果配置的是绝对编码器则不需要进行回零操作;如果配备的是相对编码器,那么在机床开机时必须进行回零操作,否则机床的坐标数据将会混乱导致切削路径不准确,甚至出现撞刀等安全事故。特别要注意的是,如果该机床配置的是绝对编码器,那么在使用过机床“锁定”功能后必须将机床系统进行重启;如果该机床配置的是相对编码器,那么在使用过机床“锁定”功能后必须进行机床回零操作。
(17)程序运行控制功能开关
1)单节程序控制按钮 。在AUTO模式或者MDI模式下执行程序,如果点按此按钮,可实现程序段的单节程序控制,即每按一次“循环启动”按钮,系统执行一个程序段的程序,运行完当前段程序后“循环启动”按钮运行指示灯显红色。需再次点按“循环启动”按钮系统才会执行下一个程序段。在程序运行过程中可点按单节程序控制按钮“SBK”使单节程序控制功能生效或失效。“循环启动”按钮和“进给保持”按钮如图3-123所示。
。在AUTO模式或者MDI模式下执行程序,如果点按此按钮,可实现程序段的单节程序控制,即每按一次“循环启动”按钮,系统执行一个程序段的程序,运行完当前段程序后“循环启动”按钮运行指示灯显红色。需再次点按“循环启动”按钮系统才会执行下一个程序段。在程序运行过程中可点按单节程序控制按钮“SBK”使单节程序控制功能生效或失效。“循环启动”按钮和“进给保持”按钮如图3-123所示。
图3-123 “循环启动”按钮和“进给保持”按钮
2)选择性暂停按钮 。程序中有M01指令,该程序在AUTO模式或者MDI模式下执行,在系统执行M01代码前,点按此按钮,系统执行到“M01”程序段时,程序暂停;如果在执行“M01”程序段后点按此按钮,程序就不执行暂停功能,继续执行下一程序段。
。程序中有M01指令,该程序在AUTO模式或者MDI模式下执行,在系统执行M01代码前,点按此按钮,系统执行到“M01”程序段时,程序暂停;如果在执行“M01”程序段后点按此按钮,程序就不执行暂停功能,继续执行下一程序段。
一般在生产过程中首件零件需要暂停调试,批量生产不需要调试时,用该功能选择是否执行程序段的暂停。
3)程序空运行按钮 。在AUTO模式或者MDI模式下执行程序,如果点按该按钮,则程序中的进给速度无效,机床进给速度按空运行进给速度执行(按参数No.1410设定,通常设定值为2500mm/min)。一般在机床运动轴锁定状态下,校验数控程序是否正确,提高仿真模拟速度时用,在零件切削时用该功能要特别小心(通常只有在空运行时方能使用该功能),以防出现撞刀等情况。
。在AUTO模式或者MDI模式下执行程序,如果点按该按钮,则程序中的进给速度无效,机床进给速度按空运行进给速度执行(按参数No.1410设定,通常设定值为2500mm/min)。一般在机床运动轴锁定状态下,校验数控程序是否正确,提高仿真模拟速度时用,在零件切削时用该功能要特别小心(通常只有在空运行时方能使用该功能),以防出现撞刀等情况。
4)程序跳段按钮 ,在AUTO模式或者MDI模式下执行程序,点按该按钮,程序在运行时不执行带有“/”的程序段,如图3-124所示。当该功能被关闭时系统执行所有程序段。一般在一个程序既要用于调整,又要用于批量生产时,可将部分程序段加上跳段符“/”标识。
,在AUTO模式或者MDI模式下执行程序,点按该按钮,程序在运行时不执行带有“/”的程序段,如图3-124所示。当该功能被关闭时系统执行所有程序段。一般在一个程序既要用于调整,又要用于批量生产时,可将部分程序段加上跳段符“/”标识。

图3-124 程序跳段功能的使用
5)机床坐标锁定按钮 ,点按该按钮,机床的运动轴被锁住(主轴旋转不受限),在手动或程序执行下都无法移动,但系统坐标可以随着指令变动。一般用于程序的仿真模拟。点按过该按钮后需使机床断电重启或回机械零点,使系统坐标数值与机床实际位置坐标值相统一,否则可能会发生“撞机”事故。
,点按该按钮,机床的运动轴被锁住(主轴旋转不受限),在手动或程序执行下都无法移动,但系统坐标可以随着指令变动。一般用于程序的仿真模拟。点按过该按钮后需使机床断电重启或回机械零点,使系统坐标数值与机床实际位置坐标值相统一,否则可能会发生“撞机”事故。
(18)辅助功能按钮
1)照明灯,点按该功能按钮可打开或关闭机床内的辅助照明灯。
2)手动冷却 ,点按该功能按钮可以打开或关闭冷却泵。
,点按该功能按钮可以打开或关闭冷却泵。
3)手动排屑

 ,点按该功能按钮可打开或关闭机床排屑器。
,点按该功能按钮可打开或关闭机床排屑器。
4)刀架旋转 ,在手动模式或手摇轮脉冲模式下,点按此功能按钮,刀架旋转一个工位。
,在手动模式或手摇轮脉冲模式下,点按此功能按钮,刀架旋转一个工位。
5)手动卡盘松紧,点按该功能按钮,可控制液压卡盘夹紧或松开工件。夹紧力可通过液压力来调整。
6)手动尾座伸缩 ,点按该功能按钮,可控制液压尾座的伸缩。伸缩顶针力可通过液压力来调整。
,点按该功能按钮,可控制液压尾座的伸缩。伸缩顶针力可通过液压力来调整。
7)待定义按钮

 ,机床一般都会预留一些按钮用于用户的升级和开发。
,机床一般都会预留一些按钮用于用户的升级和开发。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。