



1.数控系统操作面板介绍
数控系统操作面板主要由显示屏和MDI键盘两部分组成,FANUC 0i Mate-TD的系统操作面板如图3-2所示。其中显示屏主要用于显示机床相关坐标值、数控程序、仿真图像、机床参数、数控诊断维修数据、报警信息等;MDI键盘包括编程所需的字母键、数字键以及数控系统基本功能键等。
2.外部数据输入/输出接口
FANUC 0i Mate-TD系统的外部数据输入/输出接口有CF卡插槽、RS232传输线、USB接口等,如图3-3所示。
3.LOC液晶显示屏和MDI键盘(图3-4)
1)地址/数字键:输入字母、数字以及其他字符。主要用于程序编制、数值修改等。
2)翻页键:
 :在屏幕上朝前翻一页。
:在屏幕上朝前翻一页。
 :在屏幕上朝后翻一页。
:在屏幕上朝后翻一页。
3)光标移动键:
→:将光标朝右或前进方向移动。
←:将光标朝左或倒退方向移动。
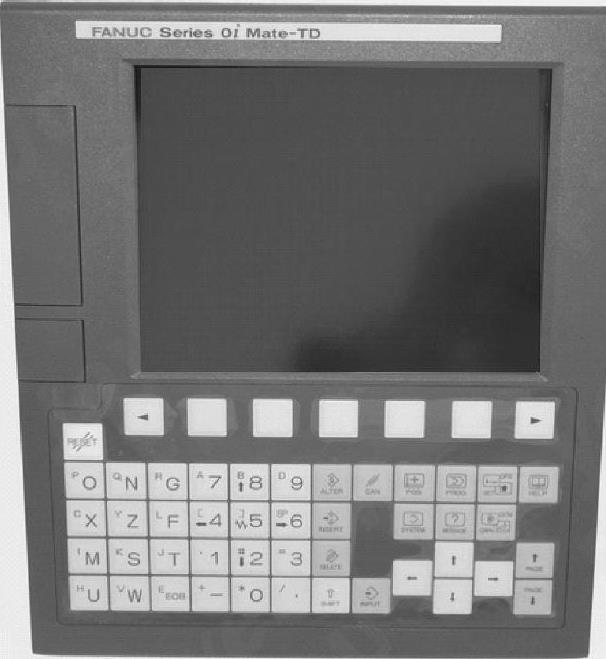
图3-2 数控系统操作面板
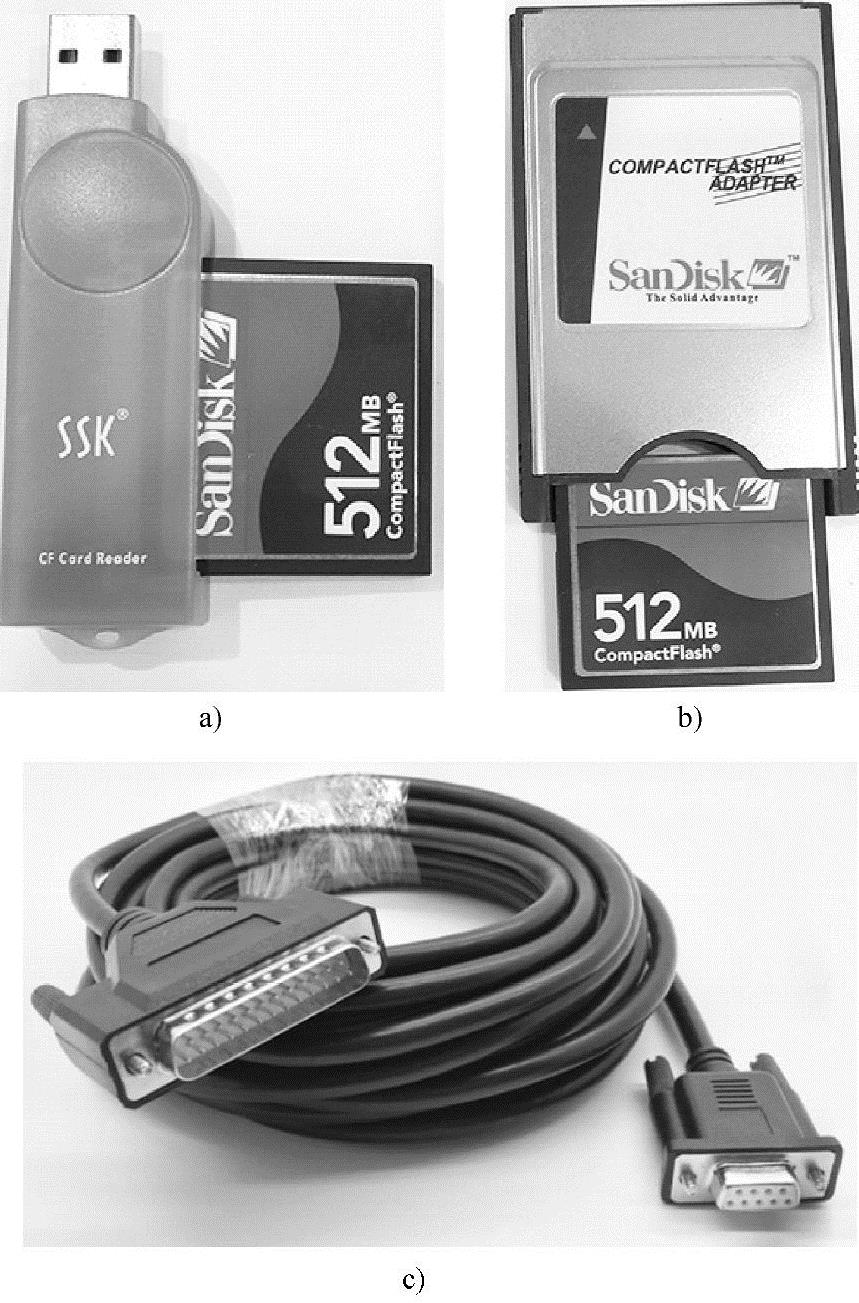
图3-3 外部数据输入/输出接口
a)CF卡与PC机相连配件 b)CF卡与机床相连配件 c)RS232传输线(9孔25针)
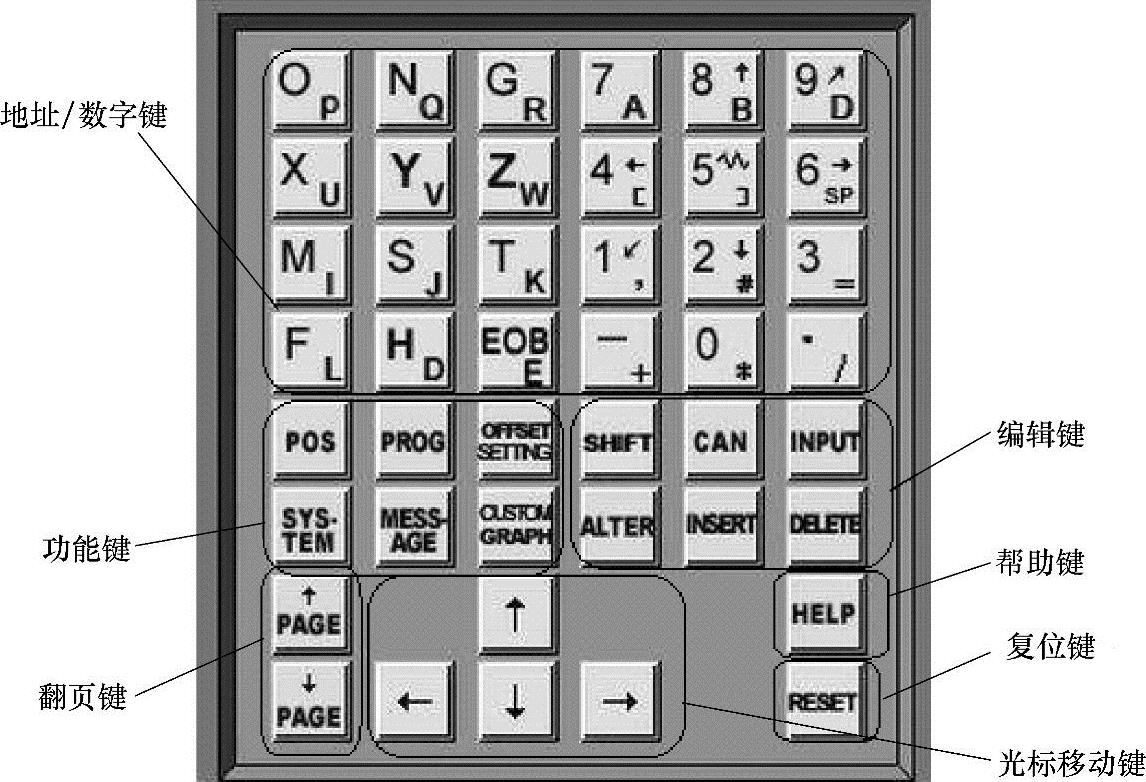
图3-4 MDI键盘
↓:将光标朝下或前进方向移动。
↑:将光标朝上或倒退方向移动。
4)帮助键 :显示操作机床的方法(帮助功能)。
:显示操作机床的方法(帮助功能)。
5)复位键 :使CNC复位,用以消除报警等。
:使CNC复位,用以消除报警等。
6)编辑键:
1换档键 :可选择字符,当“^”字符在屏幕上显示时,表示此时输入按键右下角的字符。
:可选择字符,当“^”字符在屏幕上显示时,表示此时输入按键右下角的字符。
2取消键 :按此键可删除已输入到输入缓冲器的最后一个字符或符号。
:按此键可删除已输入到输入缓冲器的最后一个字符或符号。
3输入键 :当按了地址键或数字键后,数据被输入到缓冲器,并在CRT屏幕上显示出来。
:当按了地址键或数字键后,数据被输入到缓冲器,并在CRT屏幕上显示出来。
7)功能键:按这些键用于切换各种功能显示画面。
FANUC 0i Mate-TD系统功能键主要有POS(坐标位置键)、PROG(程序键)、刀偏/设定键、SYS TEM(系统参数设置键)、ME SSAGE(报警信息键),以及图像显示键。其具体功能及相关画面操作方法和步骤如下:
①坐标位置显示按钮 。在任何功能模式下点按此按钮,屏幕显示机床坐标画面,可出现绝对坐标画面、相对坐标画面、综合坐标画面,这三个画面可通过连续点按坐标位置显示按钮或通过软菜单对应位置的按钮进行切换,如图3-5所示。
。在任何功能模式下点按此按钮,屏幕显示机床坐标画面,可出现绝对坐标画面、相对坐标画面、综合坐标画面,这三个画面可通过连续点按坐标位置显示按钮或通过软菜单对应位置的按钮进行切换,如图3-5所示。
②显示程序目录及程序画面按钮 。连续点按此按钮可使机床所有程序目录显示画面和当前程序显示画面进行相互切换。其中图3-6a中带有@的程序为当前程序,程序详细内容如图3-6b所示。
。连续点按此按钮可使机床所有程序目录显示画面和当前程序显示画面进行相互切换。其中图3-6a中带有@的程序为当前程序,程序详细内容如图3-6b所示。
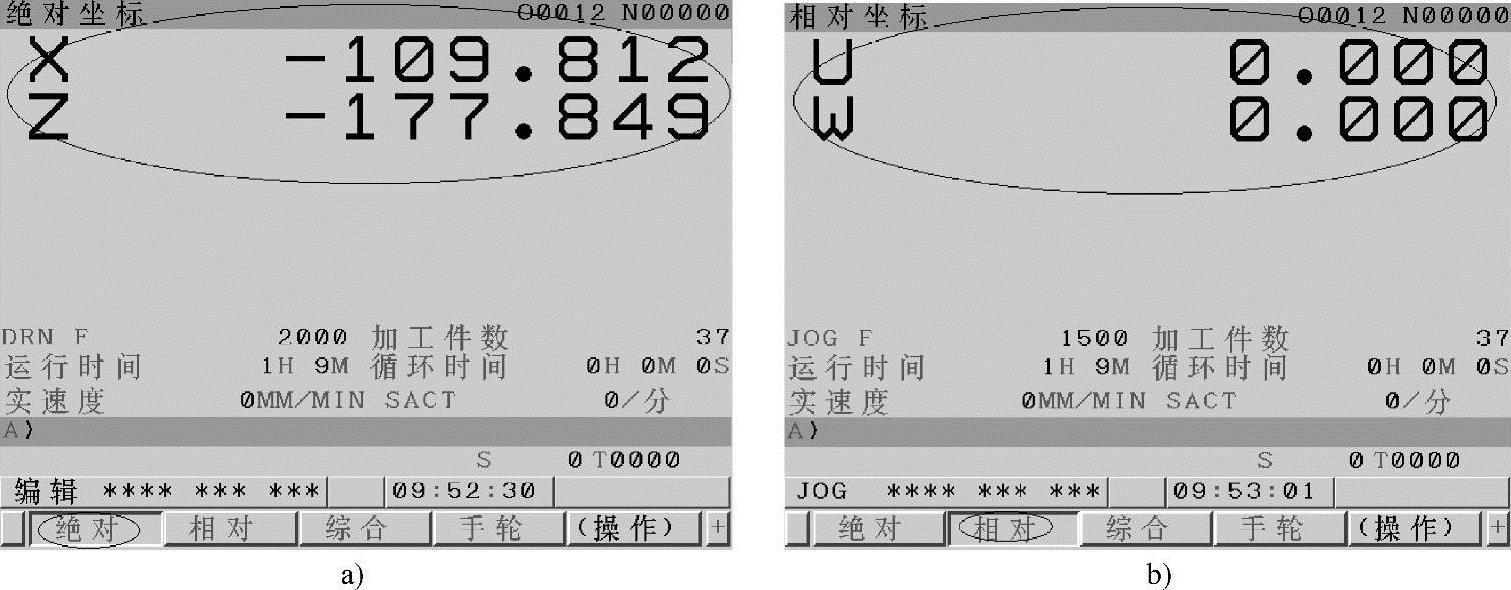
图3-5 坐标位置画面
a)绝对坐标画面 b)相对坐标画面
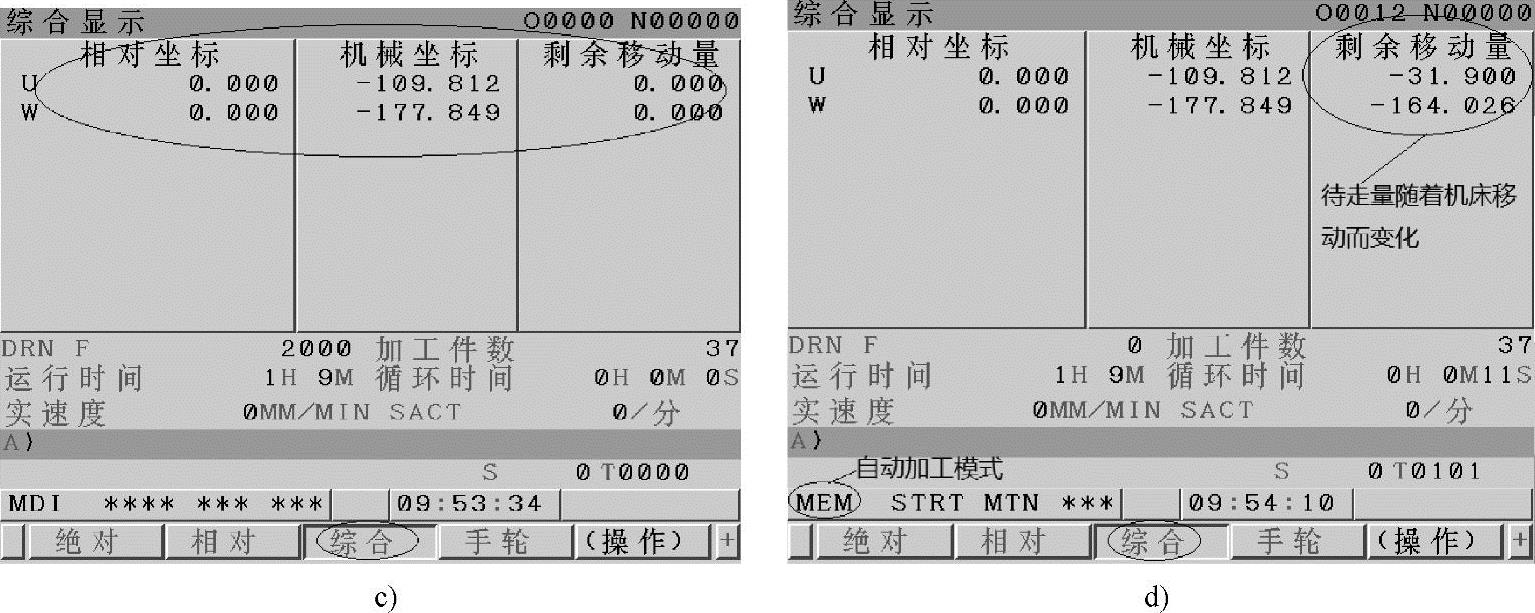
图3-5 坐标位置画面(续)
c)综合坐标画面 d)综合坐标画面
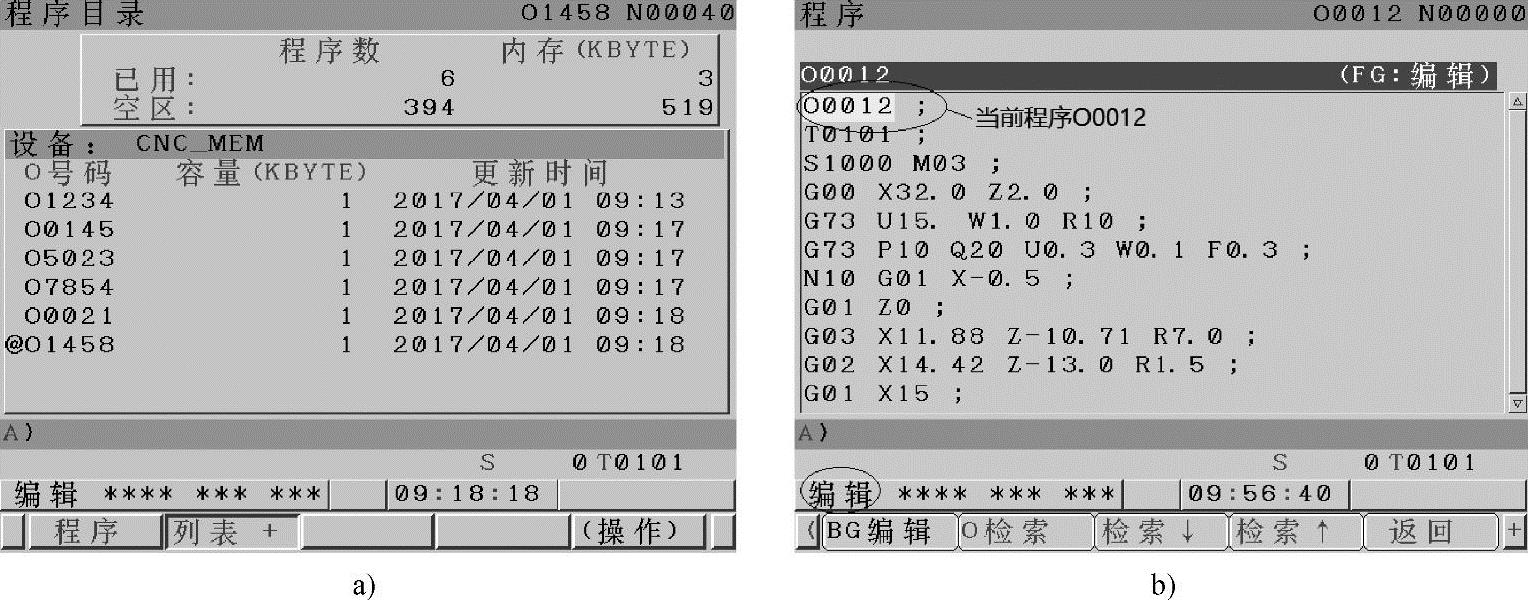
图3-6 程序画面
a)程序目录画面 b)当前程序画面
③刀偏/设定显示按钮 。按此按钮可进入刀具偏置设定、刀具偏置补偿、对部分系统参数进行设定修改及工件坐标系设定(G54~G59)等几个画面,如图3-7所示。
。按此按钮可进入刀具偏置设定、刀具偏置补偿、对部分系统参数进行设定修改及工件坐标系设定(G54~G59)等几个画面,如图3-7所示。
在刀偏画面中点按显示器右下角的菜单扩展按钮,会出现“宏变量”等按钮,点按该按钮进入“用户宏程序”画面,可以通过光标移动键或者翻页键进行宏程序局部变量和公共变量数据的查询及修改,如图3-8所示。
在“刀偏”画面中连续按两次扩展按钮,即出现了“语种”设置功能,标∗的为系统当前语种,如图3-9所示,并可利用光标移动键或者翻页键选择所需的语言即可完成语言的切换。简体中文切换为英文的操作步骤如图3-10所示。
④系统“参数”显示按钮。数控机床的参数通常以数字形式存在,点按此按钮可进入系统“参数”设定画面,如图3-11所示,可利用光标移动键或者翻页键查询相关系统参数,或编辑参数号通过参数号搜索功能直接定位至相关参数上,如图3-12所示。
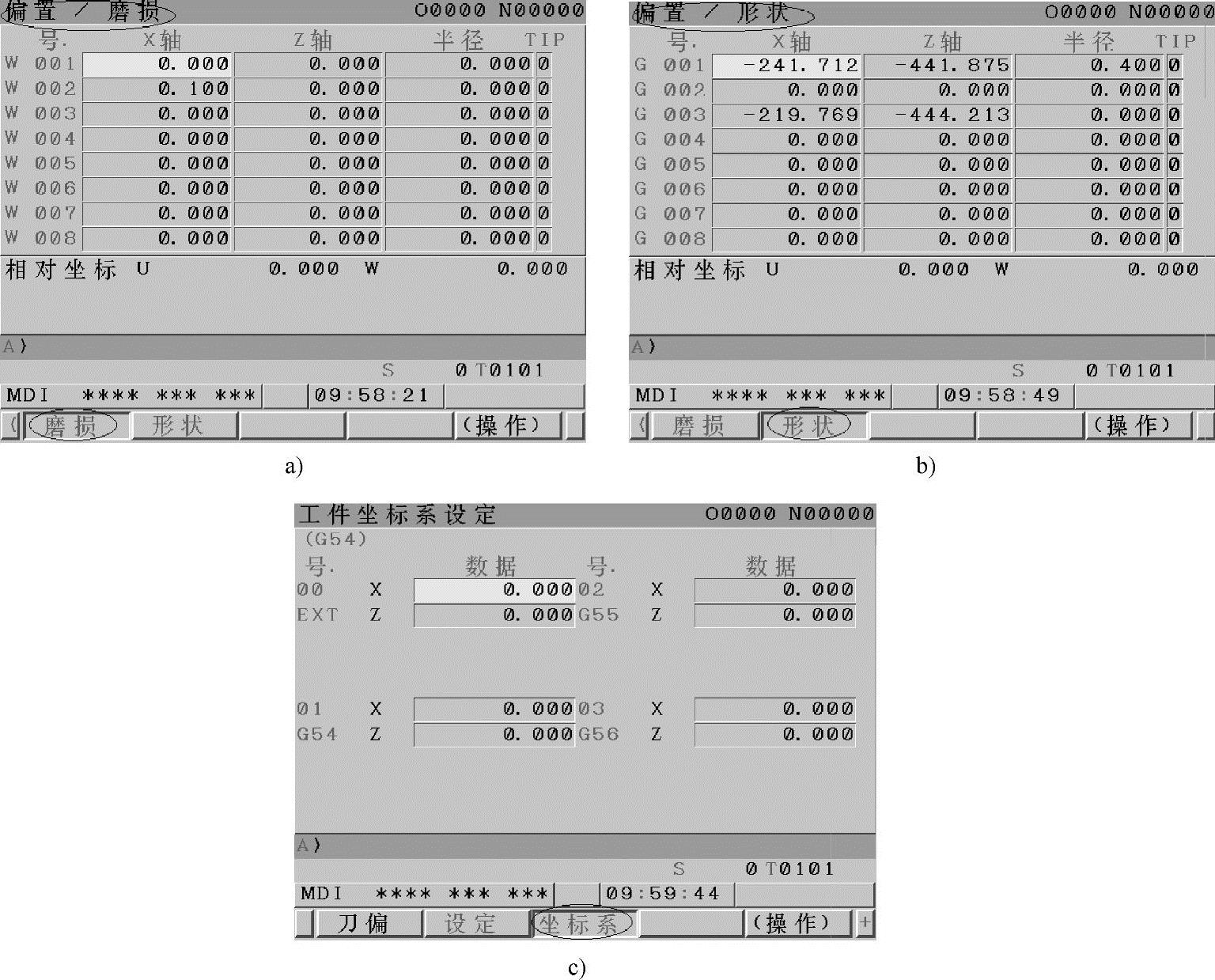
图3-7 刀偏/设定画面
a)刀偏画面(磨损) b)刀偏画面(形状) c)工件坐标系画面
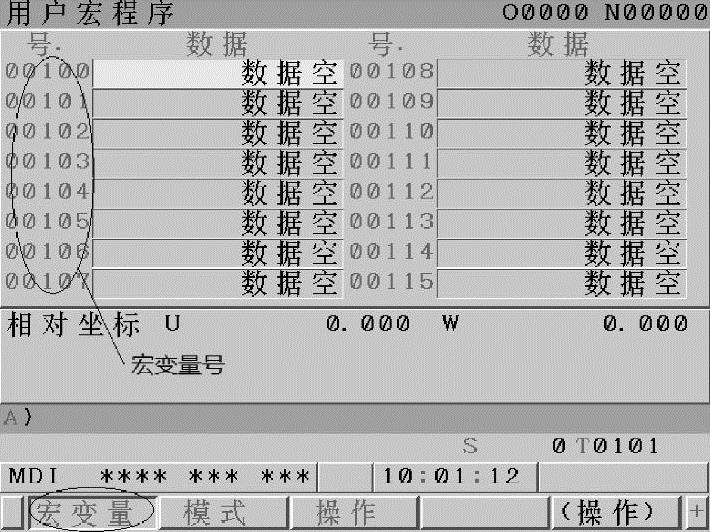
图3-8 宏变量画面
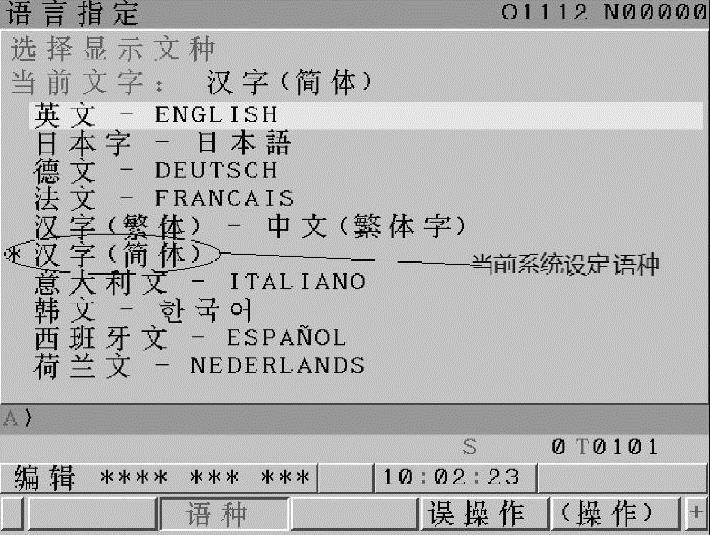
图3-9 系统语种指定画面
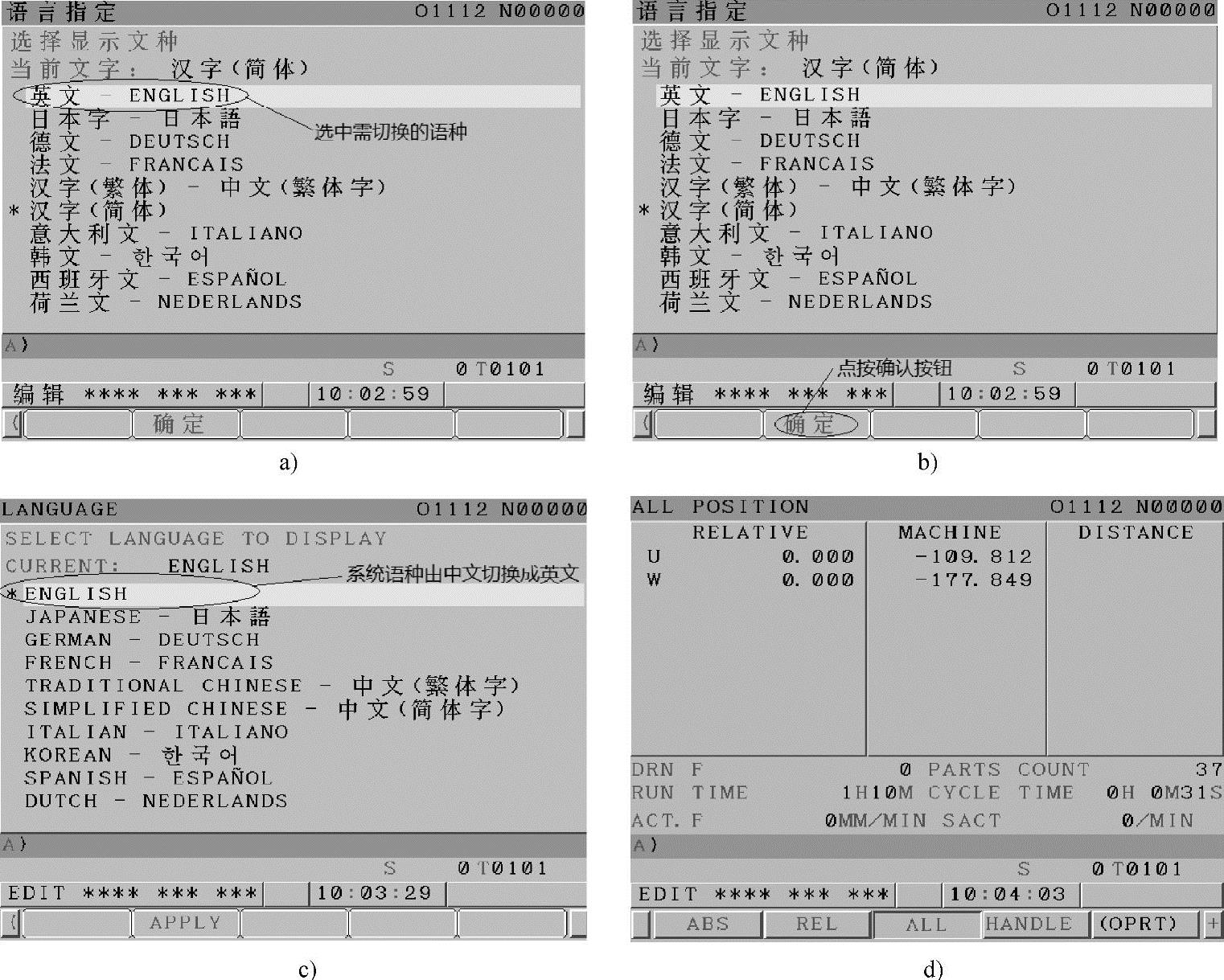
图3-10 系统语种切换步骤
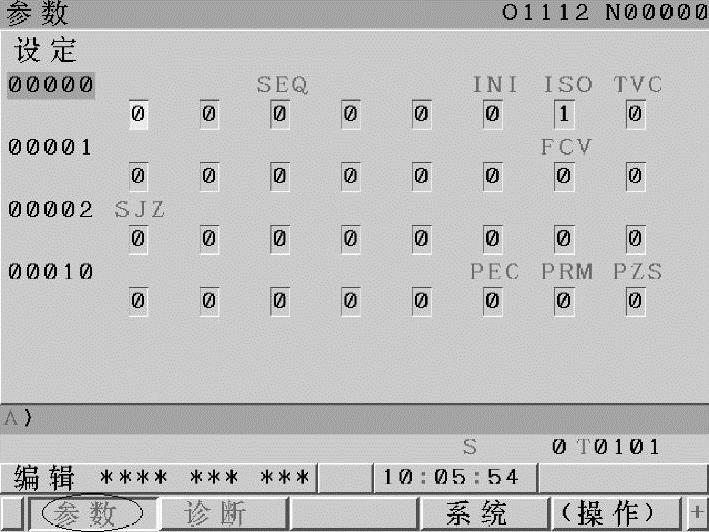
图3-11 “参数”设定画面
在系统“参数”设定画面下,点按“诊断”按钮即可进入系统诊断画面,如图3-13所示,通过0和1的数据变化来诊断相关信号的到位情况。点按“系统”按钮进入“系统配置/硬件”画面,如图3-14所示,便于使用者熟悉该系统的硬件配置情况。点按“伺服”按钮进入机床“伺服信息”配置画面,如图3-15所示,便于使用者了解配置的伺服电动机编码器规格、伺服放大器规格等信息。点按主轴按钮进入机床主轴信息配置画面如图3-16所示,便于使用者了解主轴电动机规格、主轴放大器规格等信息。本教材所述设备主轴采用的是非伺服电动机,因此相关画面信息无数值。
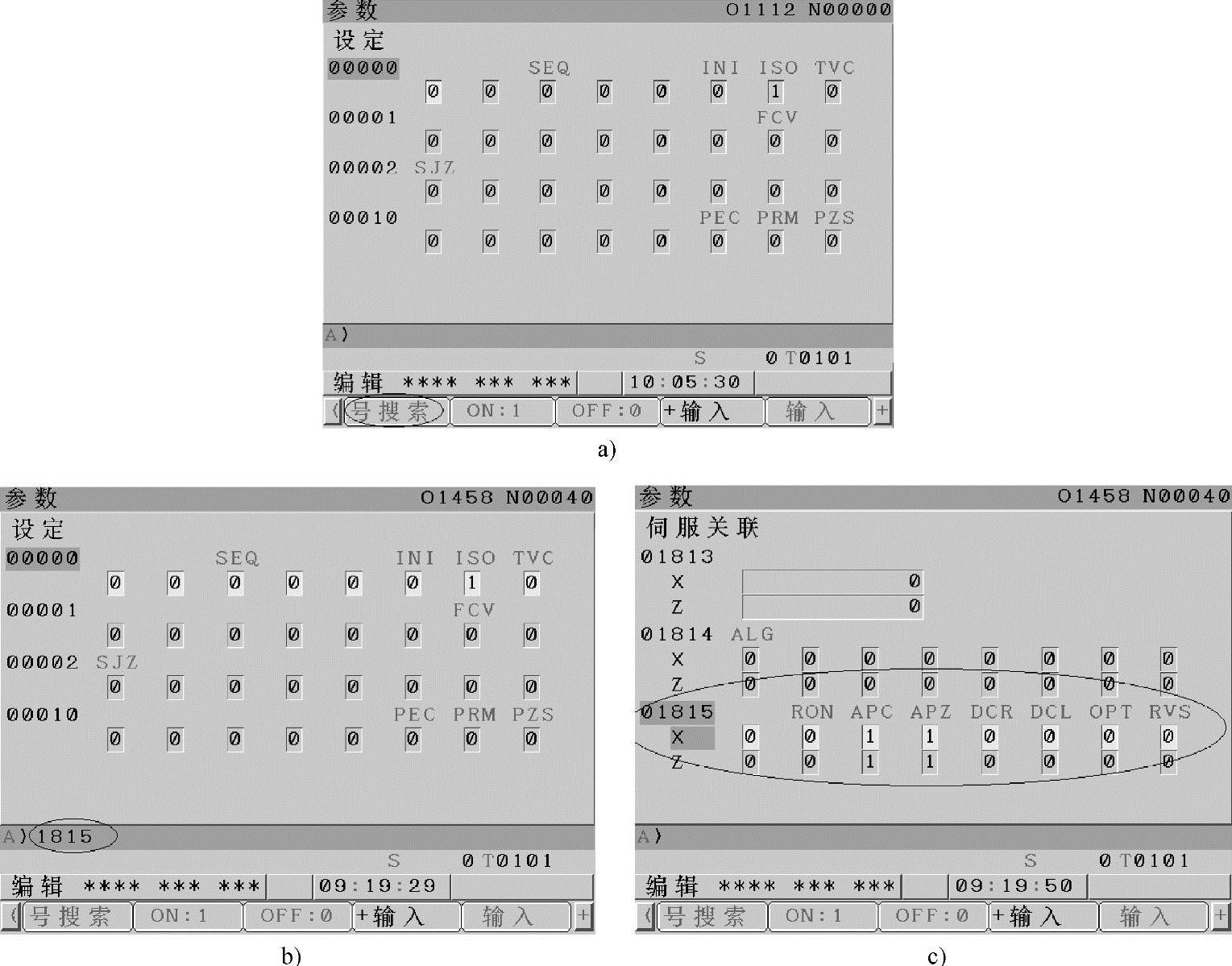
图3-12 参数号搜索画面
a)参数号搜索画面 b)缓存输入参数号 c)搜索成功
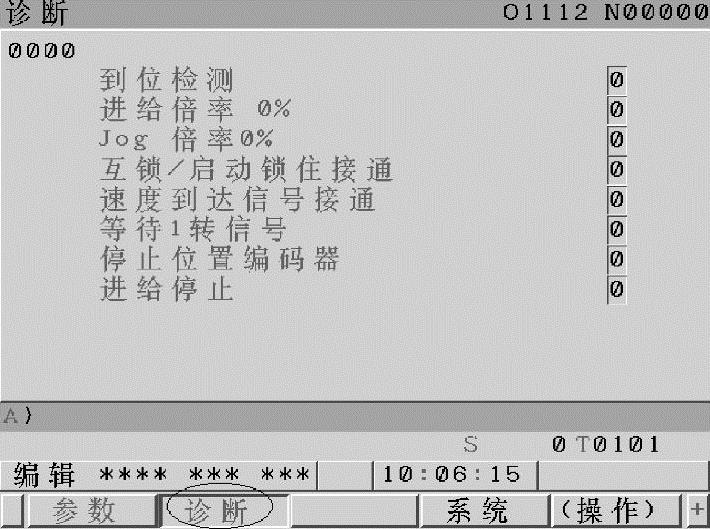
图3-13 系统诊断画面
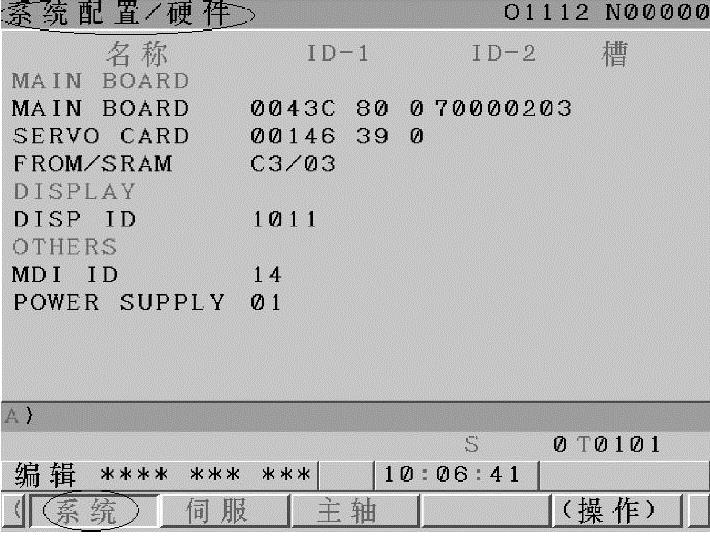
图3-14 “系统配置/硬件”画面
在系统“参数”设定画面下,按扩展菜单1次,系统则出现了新的软功能,如图3-17所示。
点按“螺补”按钮进入“螺距误差补偿”数据框,如图3-18所示,在此画面中可进行螺距误差补偿设定,主要用于机床使用一段时间后螺距出现磨损的情况,为使其具有较高的精度需要借助镭射激光仪等设备对机床的螺距误差进行补偿。点按“SV设定”按钮进入“伺服设定”画面,如图3-19和图3-20所示。点按“操作”按钮进入轴切换画面,如图3-21所示。点按“轴改变”按钮,即可将当前轴改变为Z轴,并显示Z轴的伺服电动机信息,如图3-22所示。
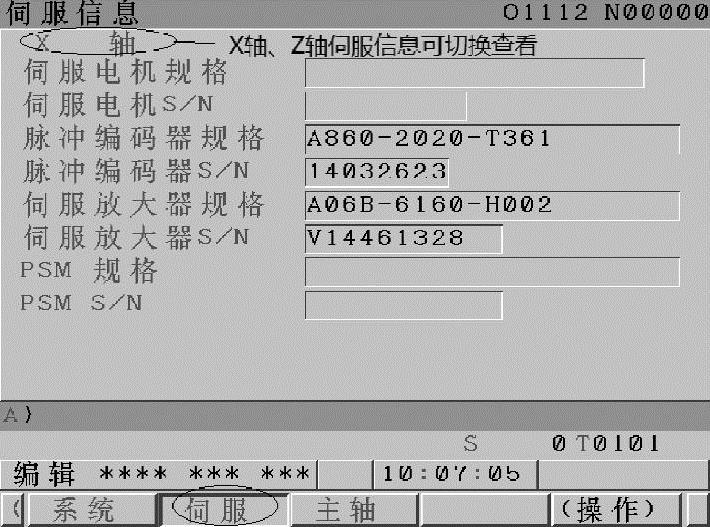
图3-15 “伺服信息”配置画面
注:“伺服电机”应为“伺服电动机”。
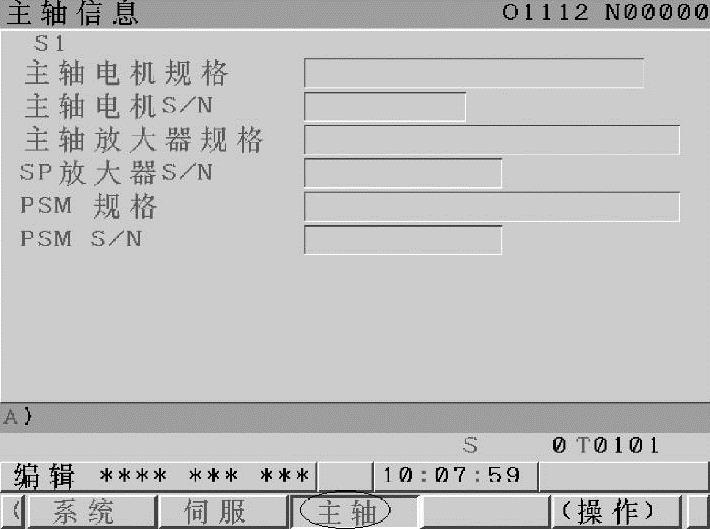
图3-16 主轴信息配置画面
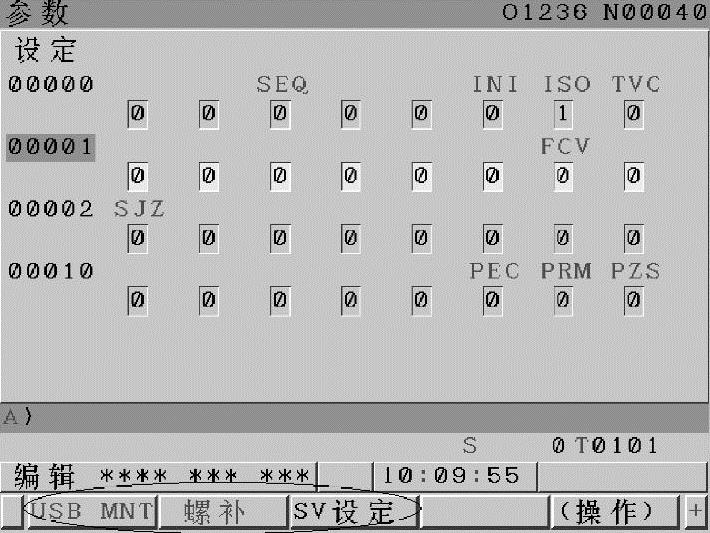
图3-17 新软功能显示
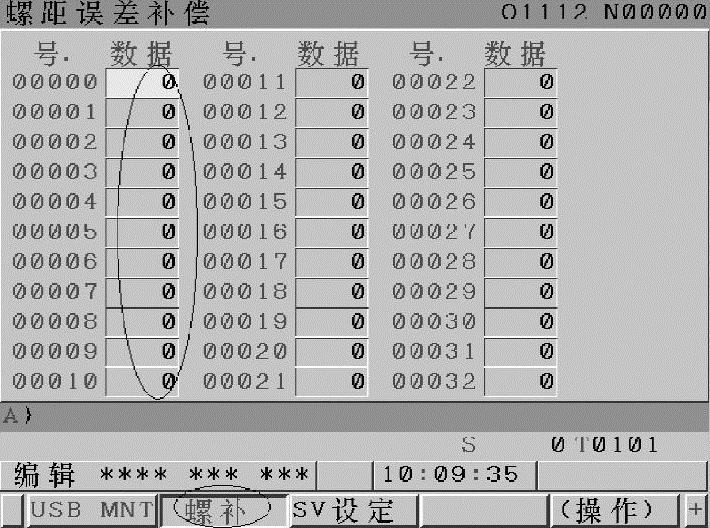
图3-18 螺距误差补偿设定画面
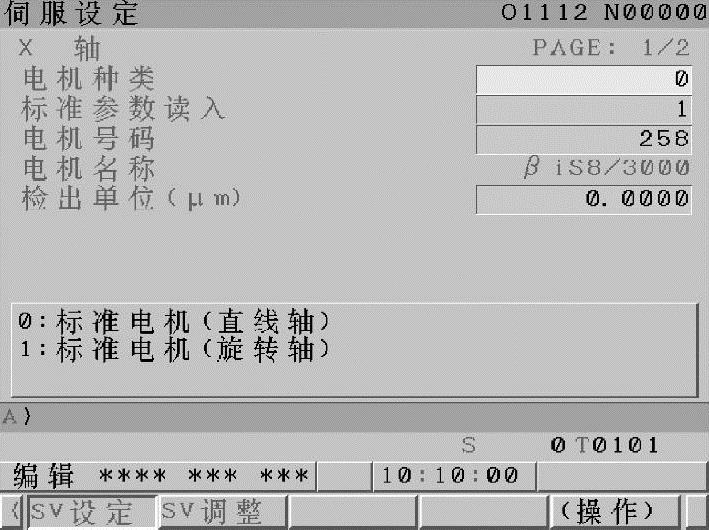
图3-19 “伺服设定”画面
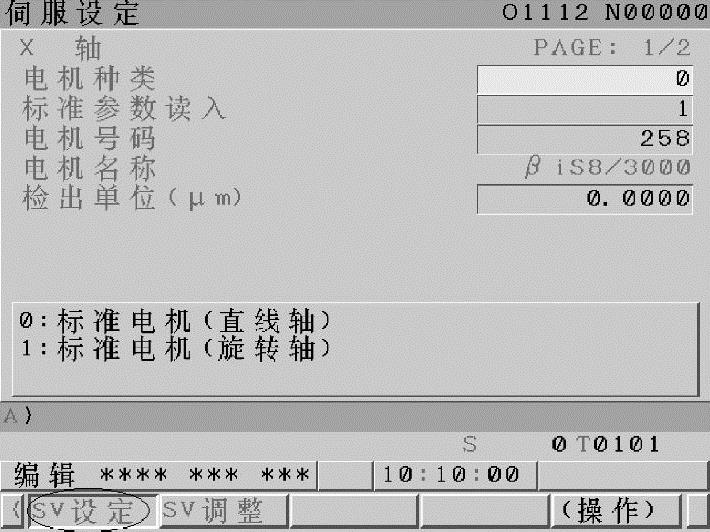
图3-20 “SV设定”按钮画面
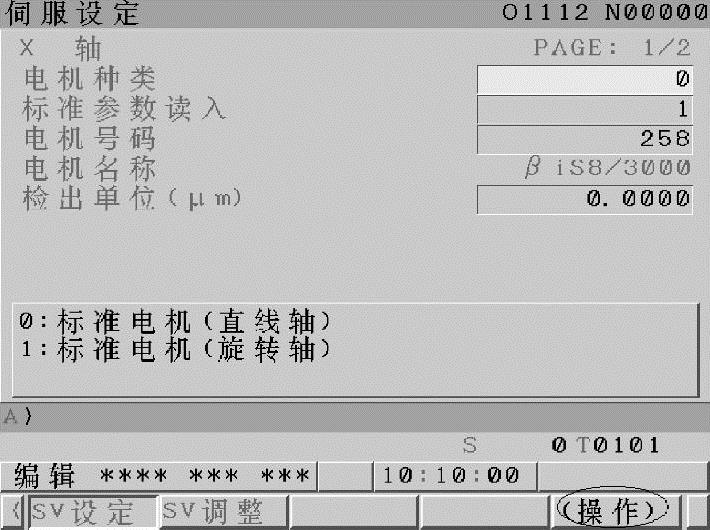
图3-21 轴改变画面
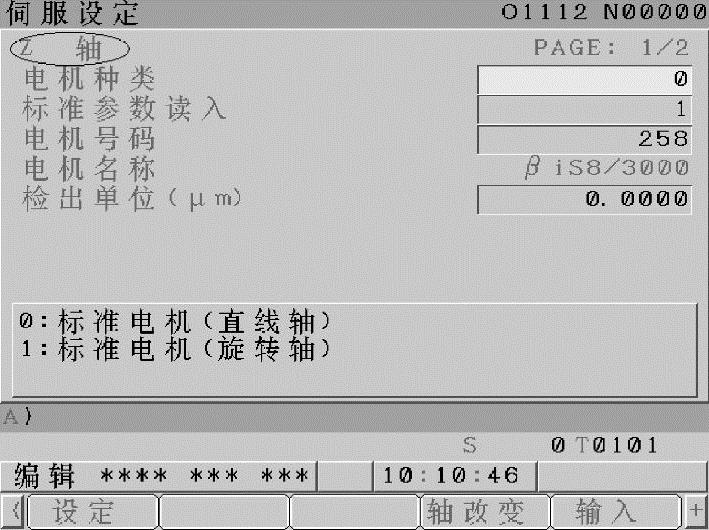
图3-22 Z轴的伺服电动机信息
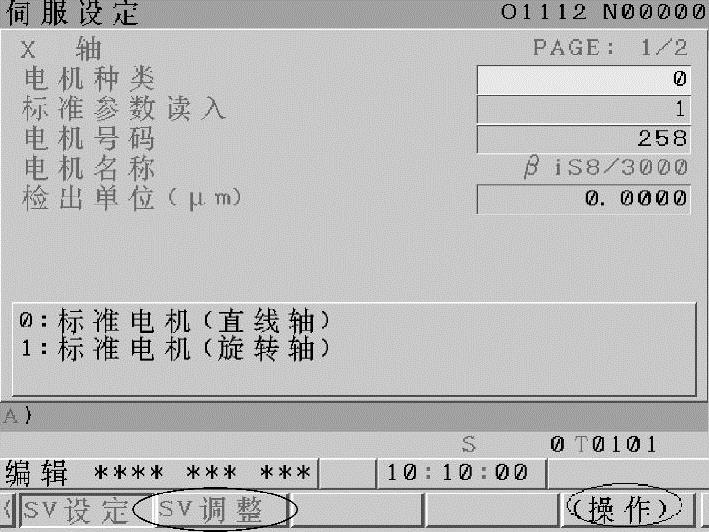
图3-23 “SV调整”按钮画面
点按“SV设定”按钮进入“伺服设定”画面,再点按“SV调整”按钮,如图3-23所示,进入“伺服电动机设定”画面。X轴伺服电动机参数设定和Z轴伺服电机参数设定可通过系统面板上的翻页键进行切换,如图3-24所示。
在“参数”设定画面连续点按扩展菜单3次,出现PLC功能主菜单,如图3-25所示。点按“PMCMNT”功能按钮,进入“PMC维护”中的信号状态显示画面,如图3-26所示,可通过信号开关0和1的变量对机床信号进行判别,对维修有很大帮助。点按“PMCLAD”功能按
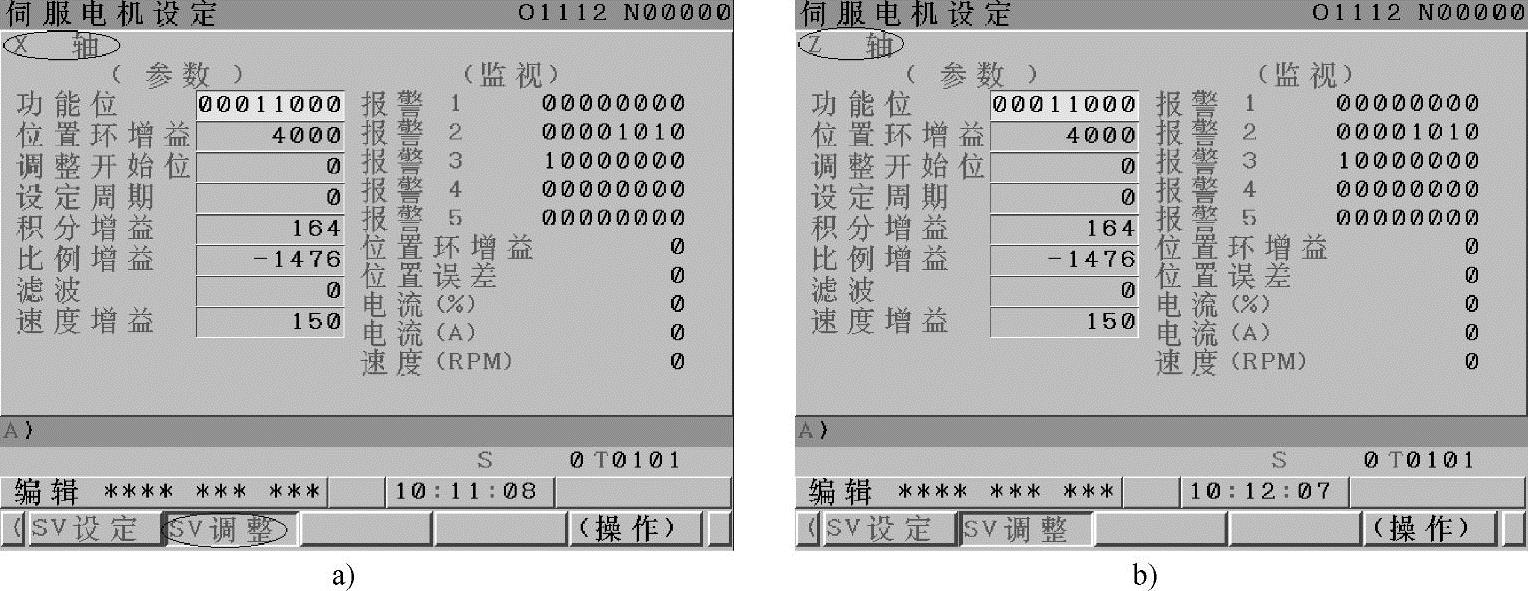
图3-24 伺服电动机设定画面
a)X轴伺服电动机设定画面 b)Z轴伺服电动机设定画面
注:图中“伺服电机”应为“伺服电动机”。
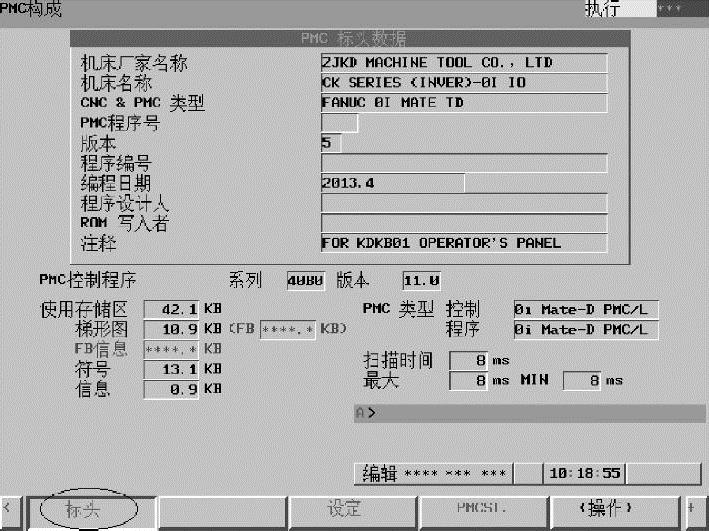
钮,进入“PMC梯图”列表画面,如图3-27所示。点按“梯形图”切换到梯形图画面,如图3-28所示。点按“PMCCNF”功能按钮,进入“PMC构成”的标头数据画面,如图3-29所示。点按“设定”按钮,进入“PMC设定”画面,如图3-30所示。
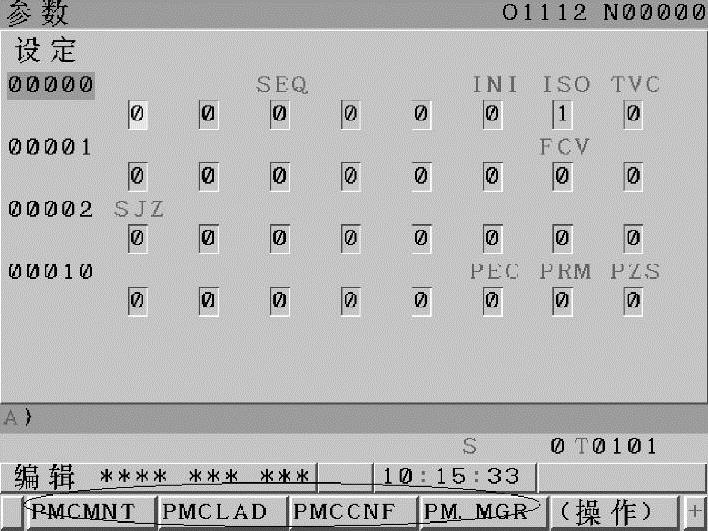
图3-25 PLC功能主菜单
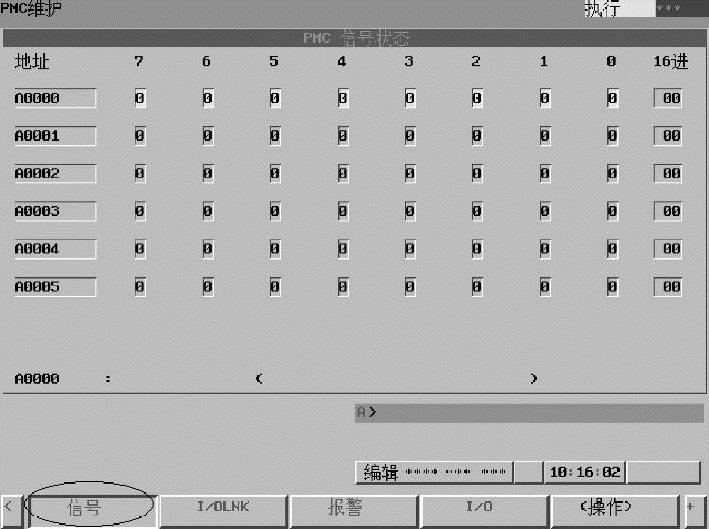
图3-26 “PMC维护”信号画面
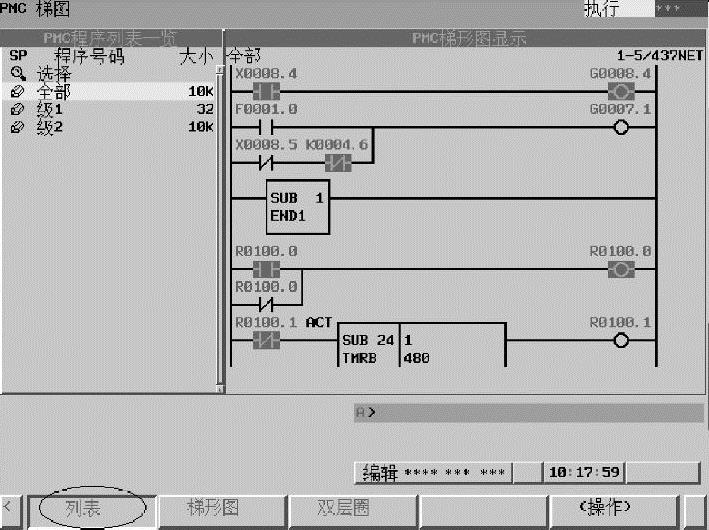
图3-27 “PMC梯图”列表画面
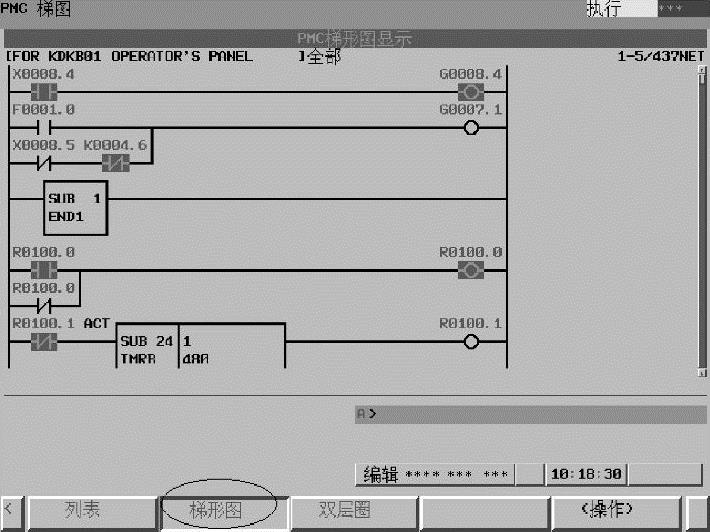
图3-28 梯形图画面
 (https://www.xing528.com)
(https://www.xing528.com)
图3-29 “PMC构成”的标头数据画面
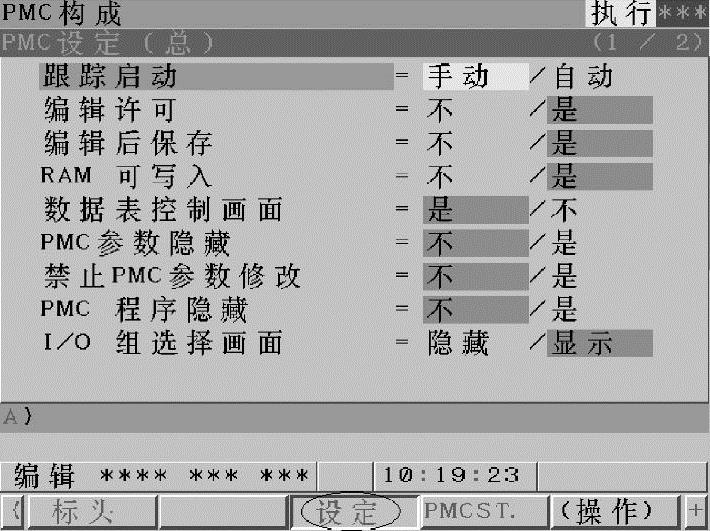
图3-30 PMC设定画面
在“参数”设定画面连续点按4次,出现新的软功能菜单如图3-31所示。点按“颜色”功能按钮,进入显示器“彩色”设置画面,如图3-32所示。
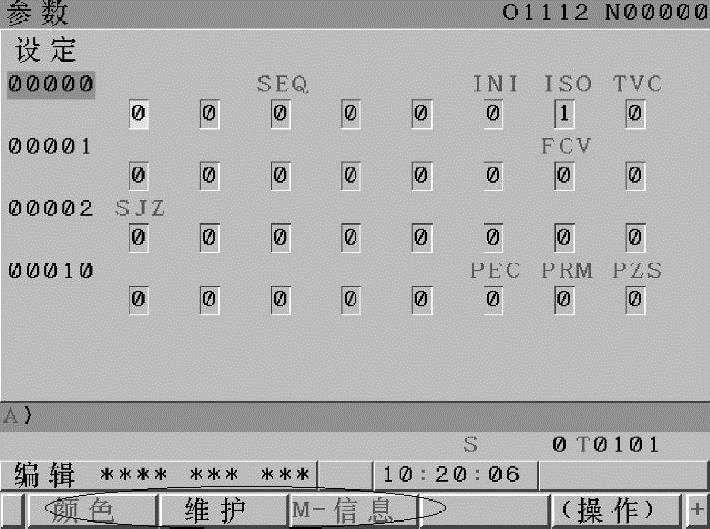
图3-31 4次扩展后的软功能菜单
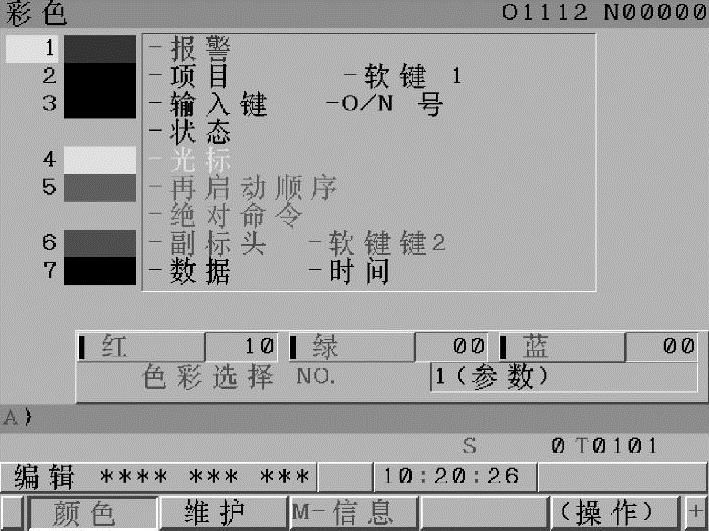
图3-32 显示器“彩色”设置画面
在“参数”设定画面连续点按5次,出现新的软功能菜单,进入轴“设定”菜单,如图3-33所示。点按“FSSB”功能按钮,进入“放大器设定”画面,如图3-34所示。点按“PRM设”功能按钮,进入“参数设定支援”画面进行参数的设定与修改,如图3-35所示。
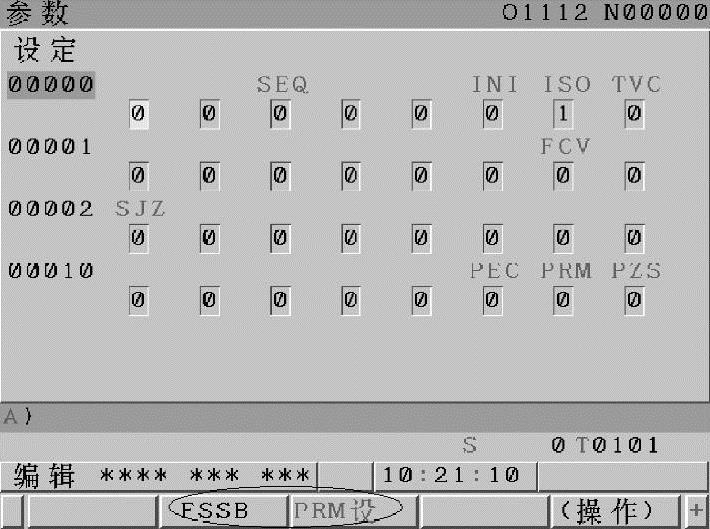
图3-33 5次扩展后的软功能菜单
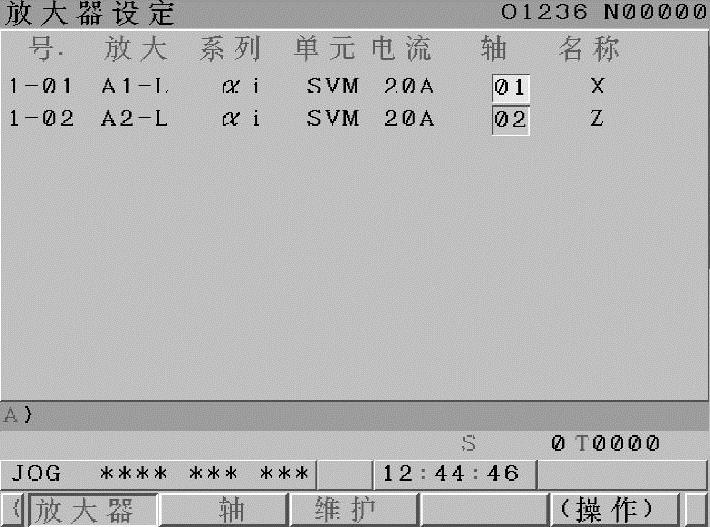
图3-34 放大器设定画面
在“参数”设定画面连续点按6次,出现新的软功能菜单,如图3-36所示。点按“PCMCIA”功能按钮,进入“嵌入以太设定”画面,如图3-37所示。
在“参数”设定画面连续点按7次,出现新的软功能菜单,如图3-38所示。点按“ID信息”功能按钮,进入机床识别码画面,如图3-39所示。
⑤显示信息按钮。点按此按钮进入“报警信息”画面(加工时一旦有报警跳出,将自动跳转到该画面),如图3-40所示。按“履历”功能按钮进入“报警履历”画面,显示系统在运行过程中产生的所有报警,如图3-41所示。
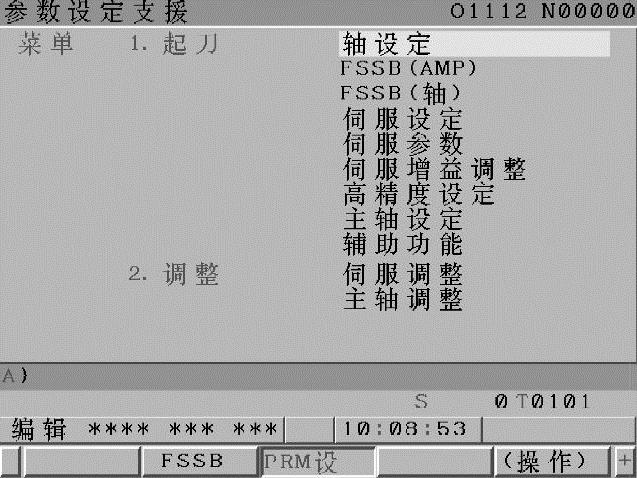
图3-35 “参数设定支援”画面
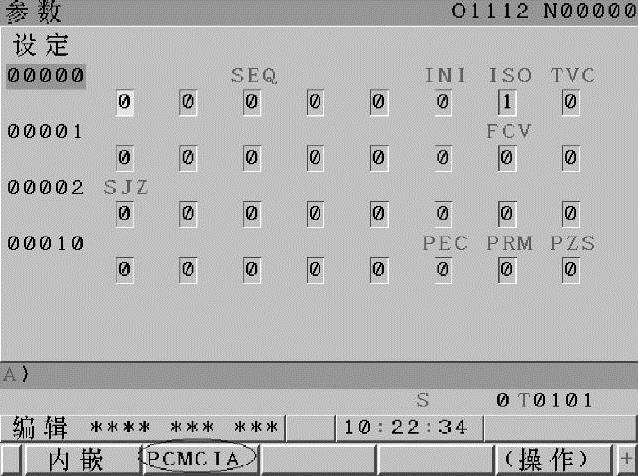
图3-36 “PCMCIA”功能按钮
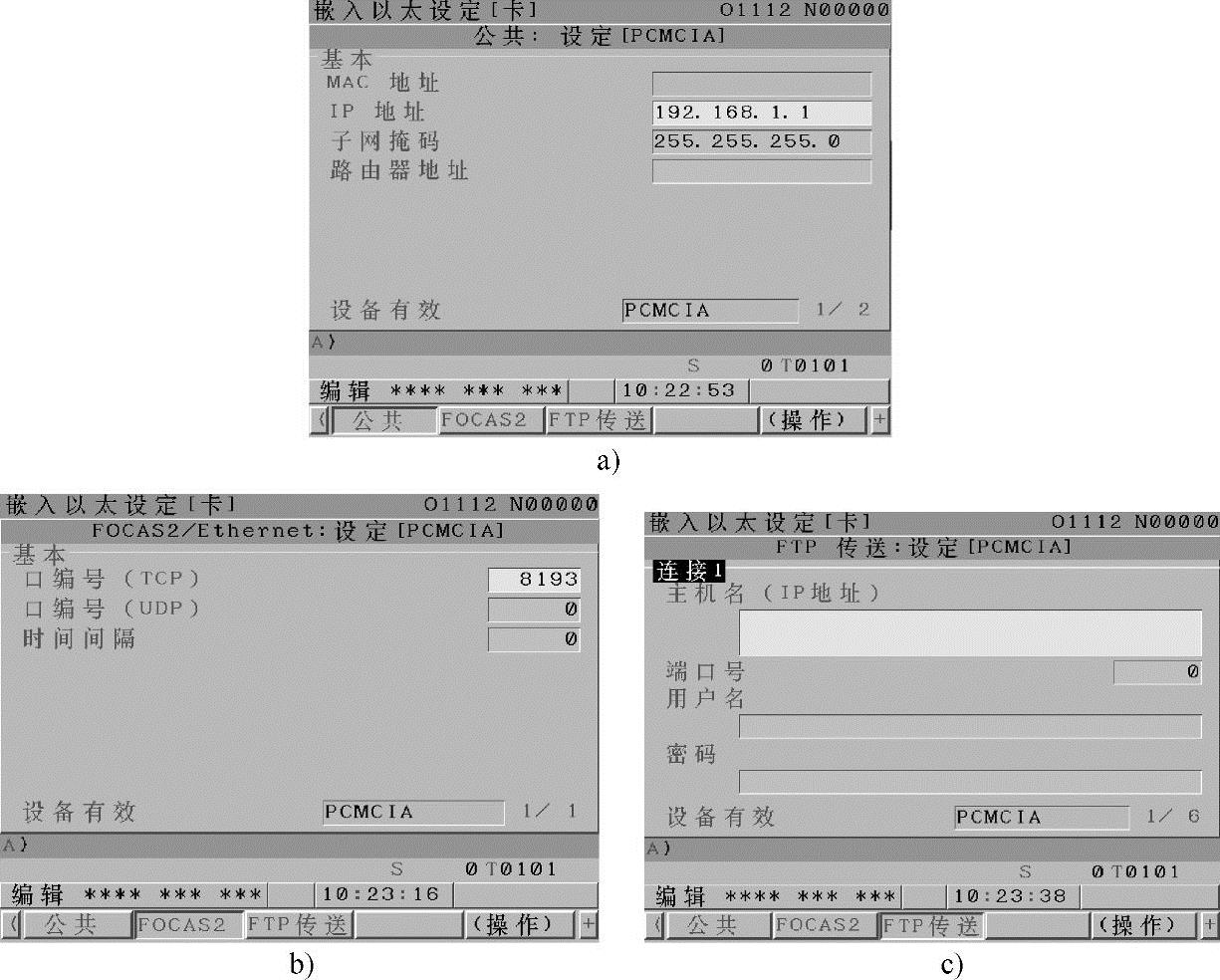
图3-37 嵌入式以太网设定画面
a)公共网络地址设定 b)端口设定 c)FTP传送设定
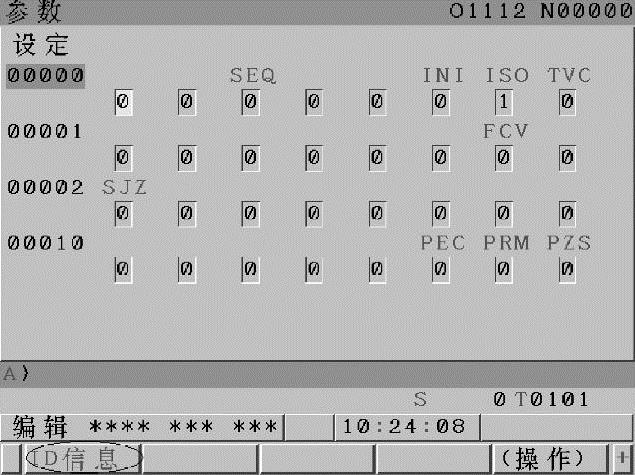
图3-38 7次扩展后的软功能菜单
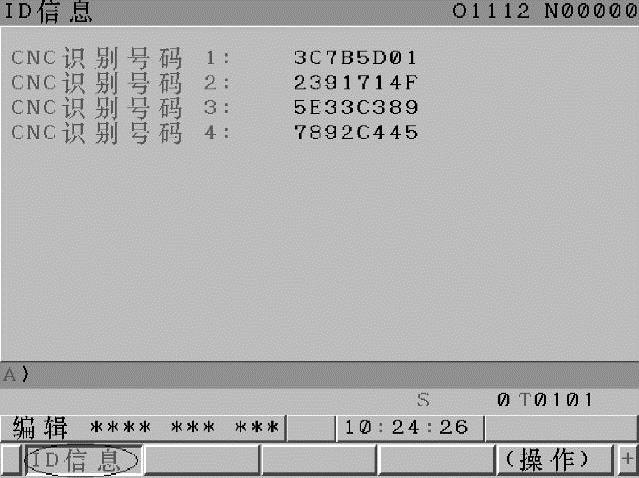
图3-39 机床识别码画面
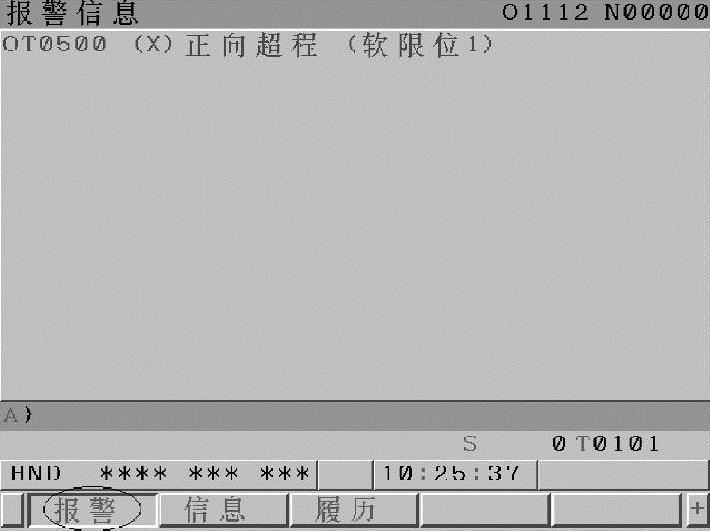
图3-40 “报警信息”画面
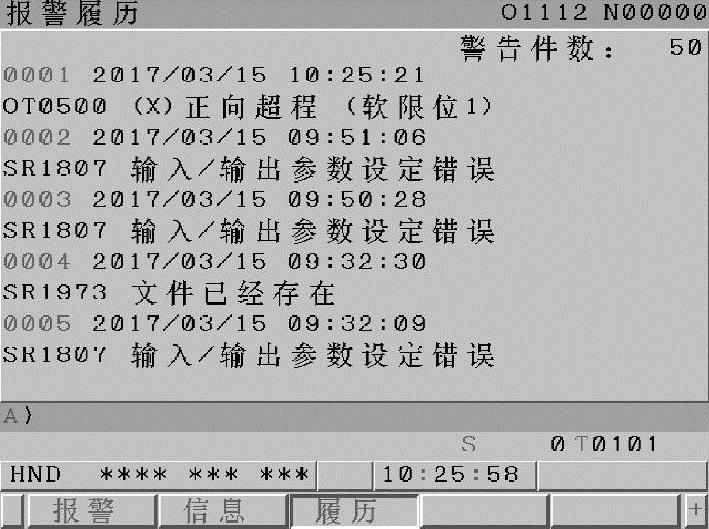
图3-41 “报警履历”画面
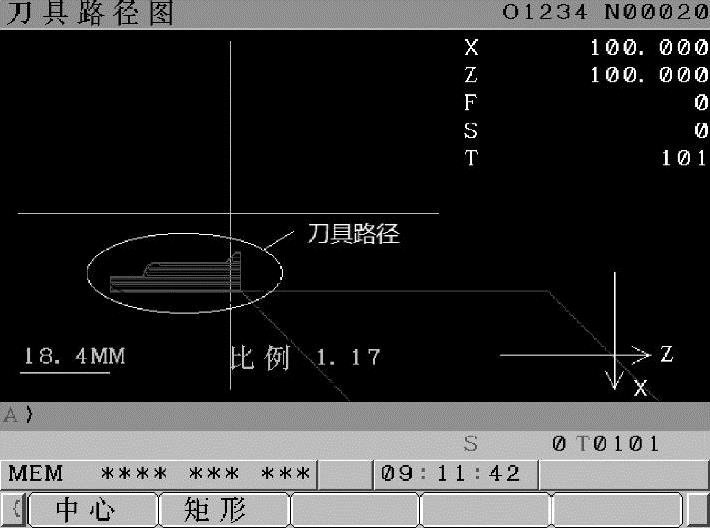
图3-42 刀具路径图形轨迹显示画面
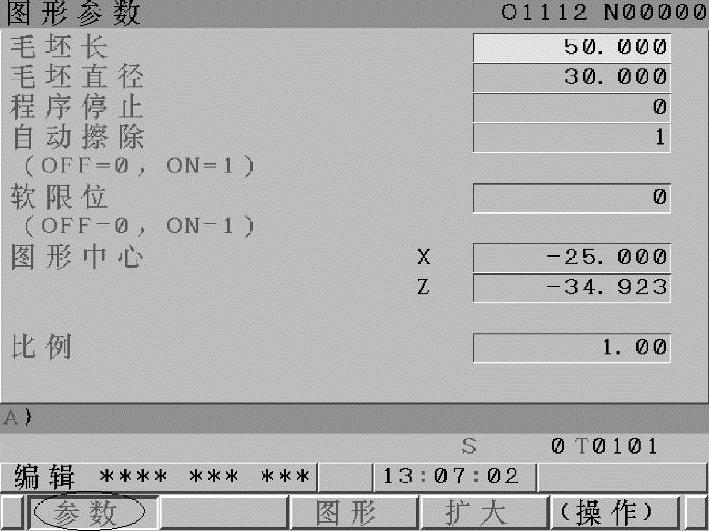
图3-43 参数调整画面
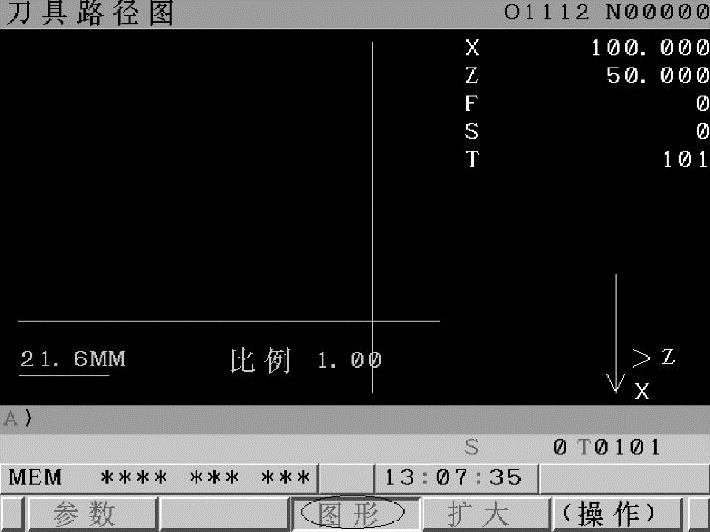
图3-44 刀具路径图形显示画面
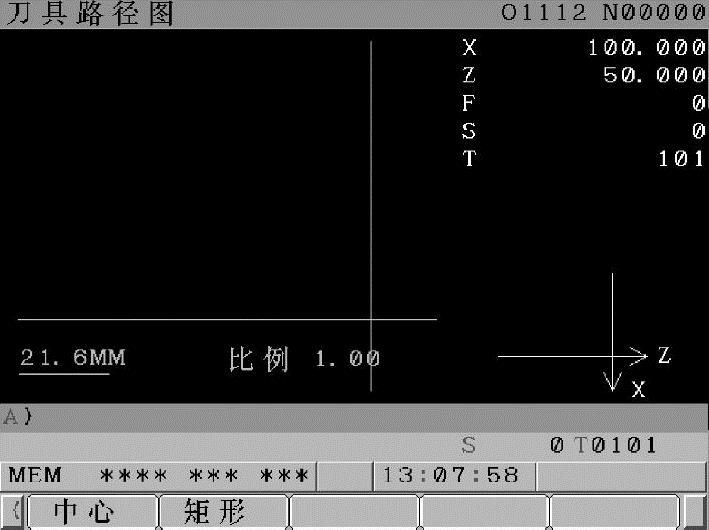
图3-45 刀具路径比例调整画面
⑥刀具路径图形轨迹显示按钮。点按此按钮进入刀具路径图形轨迹显示功能,如图3-42所示,刀具路径坐标方向可根据参数No.6510设定,刀具路径的大小显示区域可由“参数”功能中的相关数值来设定。点按“参数”功能按钮进入参数调整界面,如图3-43所示。点按“图形”功能按钮,进入刀具路径图形显示功能,当机床执行自动运行时,该功能即可显示编程的刀具路径,如图3-44所示。如需调整刀具显示画面的比例大小,可通过“扩大”功能按钮进行调整。点按“扩大”功能按钮,如图3-45所示,根据需要调整的图像点按“中心”或“矩形”调整按钮,再通过光标键进行移动即可,如图3-46所示。根据此方法修改后,“参数”设定画面的数据也会自动调整,修调后的刀具路径图形轨迹比例如图3-47所示。如果修调比例不合适,或者无法显示刀具轨迹路径,则可点按“标准”功能键恢复至原始设定值,如图3-48所示。
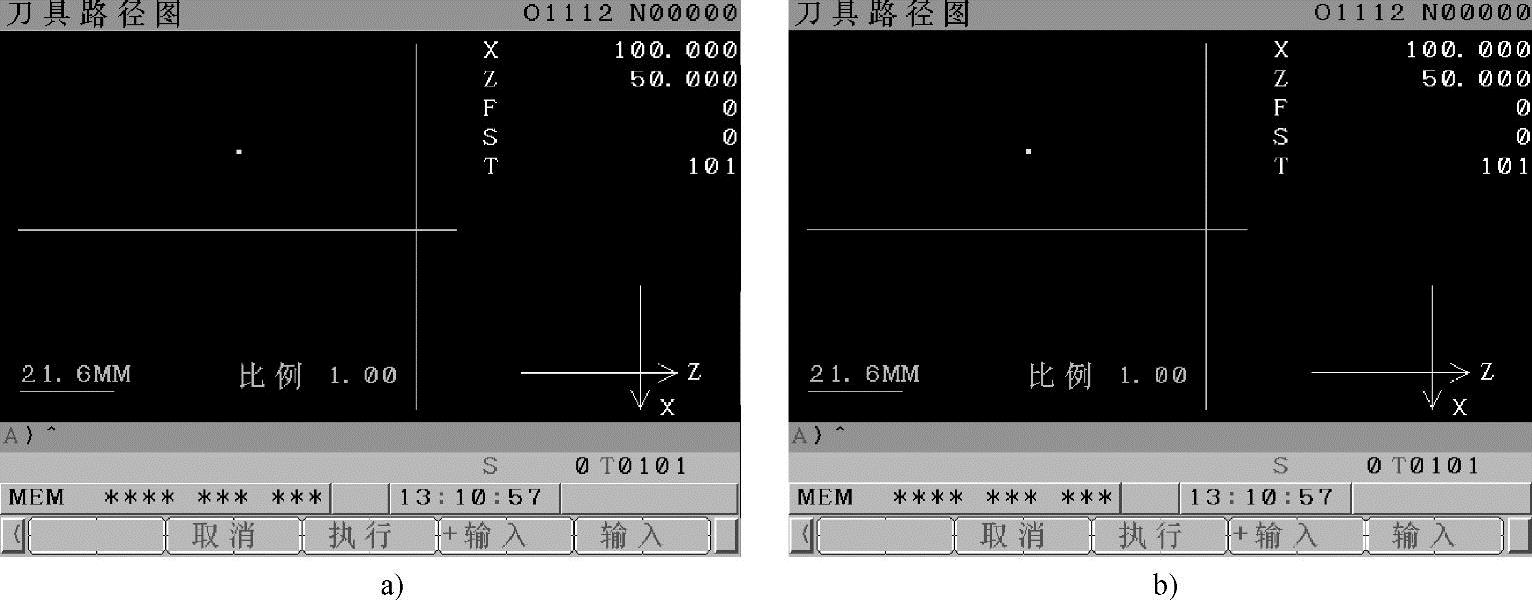
图3-46 利用“中心”或“矩形”修调图形比例
a)利用“中心”修调 b)利用“矩形”修调
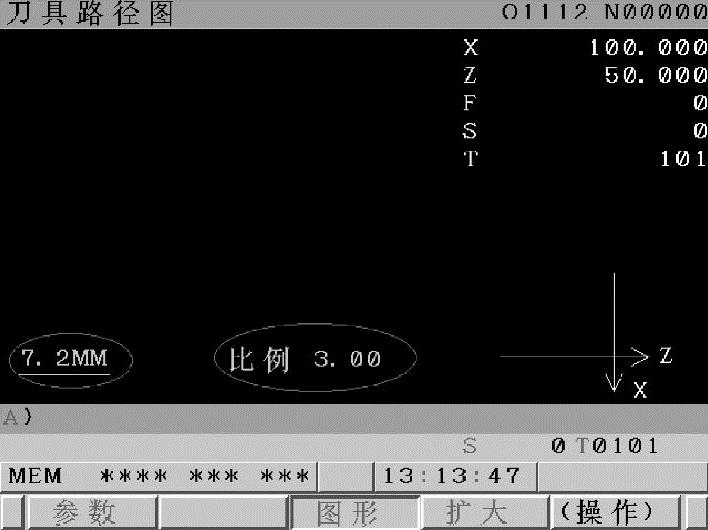
图3-47 修调比例后的刀具轨迹显示画面
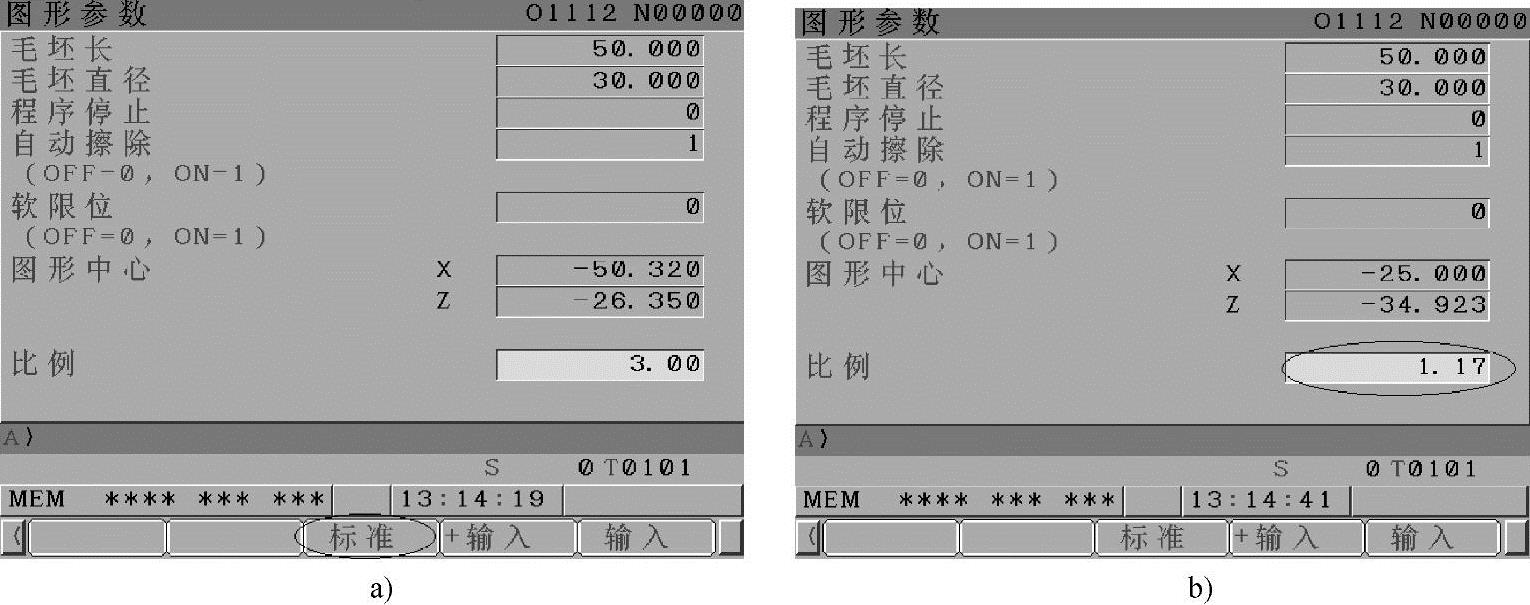
图3-48 恢复参数原始设定值
a)修正后参数设定画面 b)标准参数设定画面
8)编辑键:
①切换键 :点按此键可以将字母键、数字键上的两个符号进行切换,比如“O”和“P”的切换,当需要左上角字符“O”时,按SHIFT键后,显示器缓存输入区出现“^”字符,此时输入的字符为按键的左上角字符,如图3-49所示。该功能单次有效,如果需要连续使用则应重新按SHIFT键。
:点按此键可以将字母键、数字键上的两个符号进行切换,比如“O”和“P”的切换,当需要左上角字符“O”时,按SHIFT键后,显示器缓存输入区出现“^”字符,此时输入的字符为按键的左上角字符,如图3-49所示。该功能单次有效,如果需要连续使用则应重新按SHIFT键。
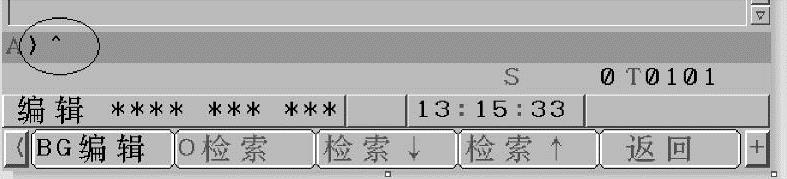
图3-49 切换键的使用
②取消键 :在MDI或EDIT模式下,点按此按钮可删除已输入的显示器缓存输入区中的字符,每按一次消除一个字符,无法操作文本区中的字符。现已在缓存输入区“M300”,点按取消键,缓存输入区中变为“M30”如图3-50所示。
:在MDI或EDIT模式下,点按此按钮可删除已输入的显示器缓存输入区中的字符,每按一次消除一个字符,无法操作文本区中的字符。现已在缓存输入区“M300”,点按取消键,缓存输入区中变为“M30”如图3-50所示。
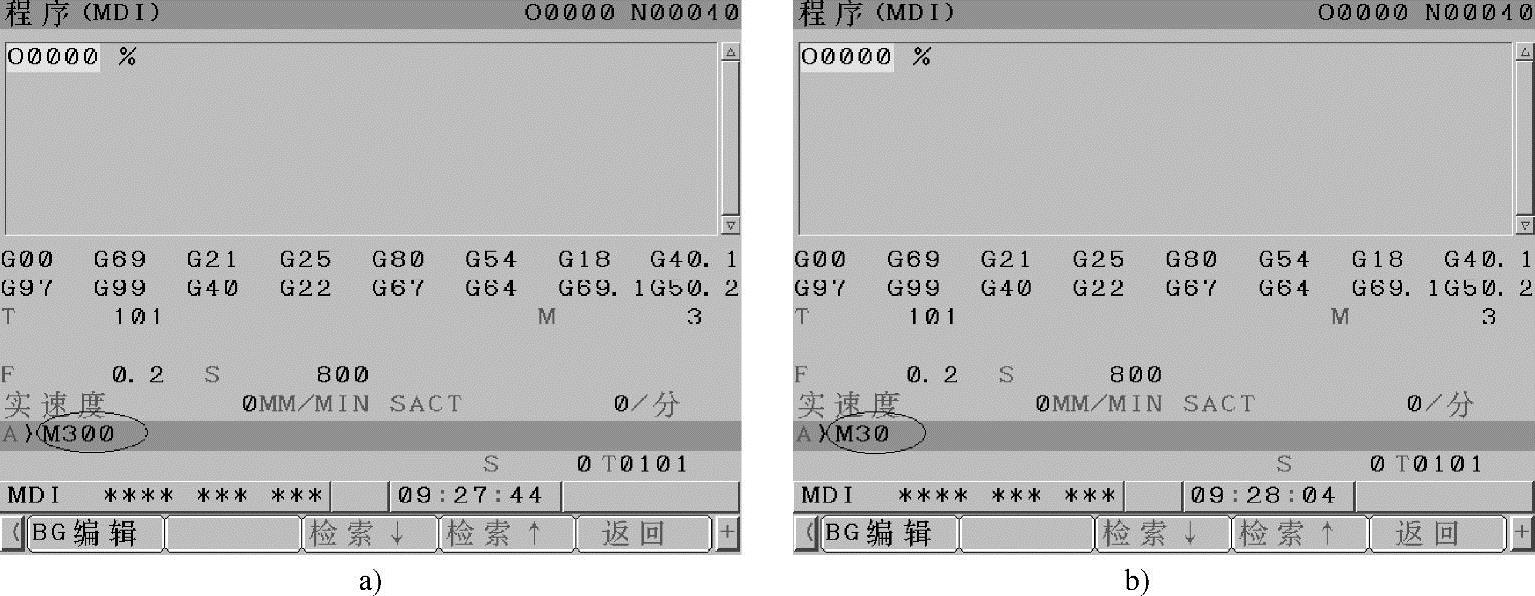
图3-50 取消键的使用
a)缓存区输入“M300” b)取消键取消成功
③输入键 :点按此按钮可以输入或修改数值,如刀具形状/磨损偏置值、参数设定值、G54~G59坐标值数据等。该键的使用场合如图3-51所示。
:点按此按钮可以输入或修改数值,如刀具形状/磨损偏置值、参数设定值、G54~G59坐标值数据等。该键的使用场合如图3-51所示。
④替换键 :此按钮的功能是将文本区中的字符进行替换,如需要将文本区的“S1000”修改成“S800”,在程序编辑模式下则可通过此键进行操作。光标移至“S1000”字符上,在缓存区输入“S800”点按替换键,则文本区的“S1000”被“S800”所替换,如图3-52所示。
:此按钮的功能是将文本区中的字符进行替换,如需要将文本区的“S1000”修改成“S800”,在程序编辑模式下则可通过此键进行操作。光标移至“S1000”字符上,在缓存区输入“S800”点按替换键,则文本区的“S1000”被“S800”所替换,如图3-52所示。
⑤插入键 :该键可以将缓存区中的字符输入到文本区中,如需要在光标处增加“M00;”程序段,在程序编辑模式下,则可通过此键进行操作。在缓存区输入“M00;”点按插入键,则在光标处后段出现了“M00;”程序段,如图3-53所示。
:该键可以将缓存区中的字符输入到文本区中,如需要在光标处增加“M00;”程序段,在程序编辑模式下,则可通过此键进行操作。在缓存区输入“M00;”点按插入键,则在光标处后段出现了“M00;”程序段,如图3-53所示。
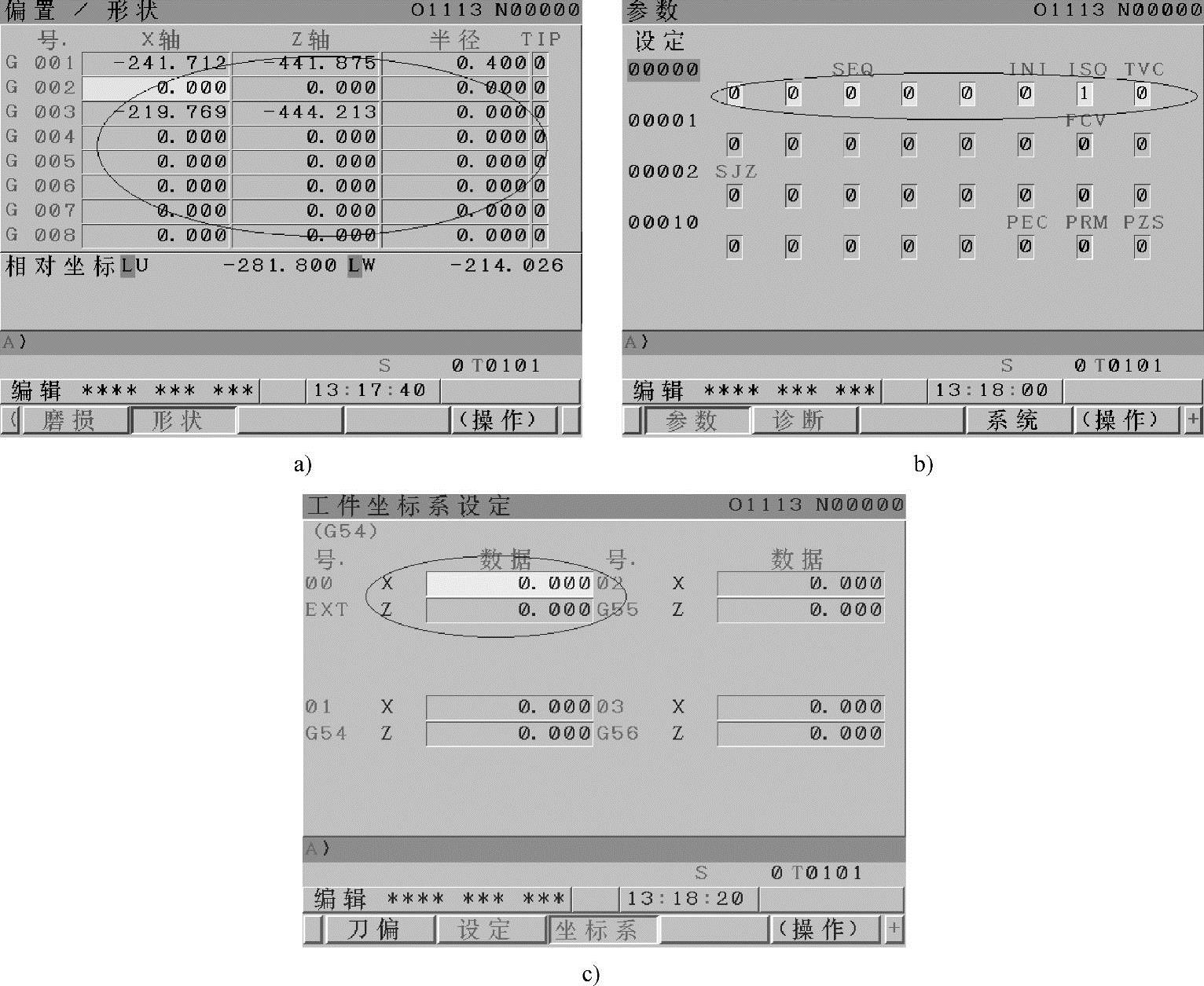
图3-51 输入键的使用
a)刀具形状/磨损偏置值 b)参数设定值 c)G54~G59坐标值
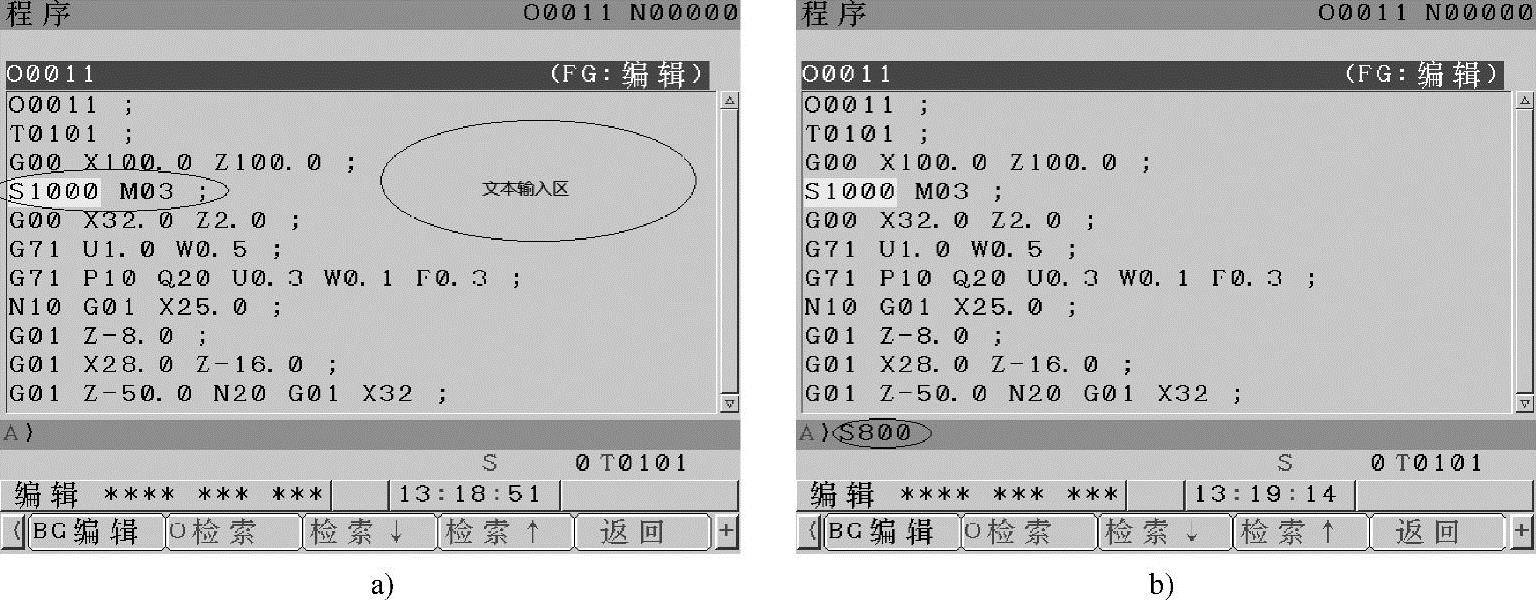
图3-52 替换键的使用
a)需修改的程序 b)缓存区输入“S800”
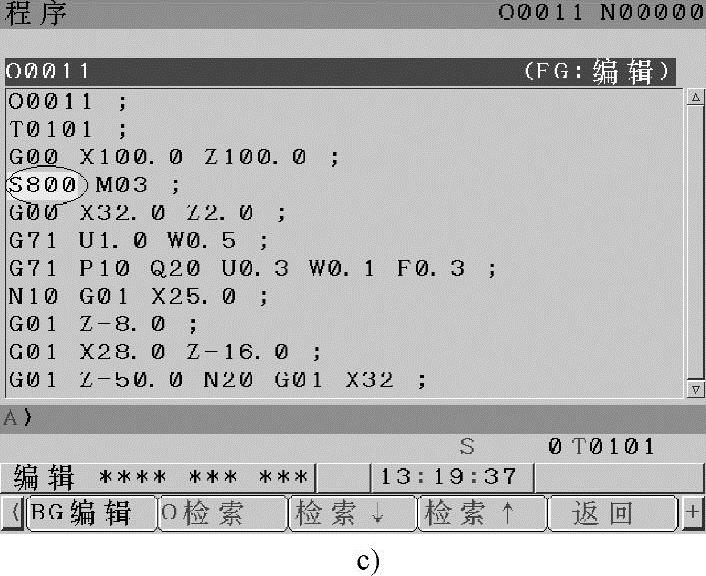
图3-52 替换键的使用(续)
c)代码替换成功
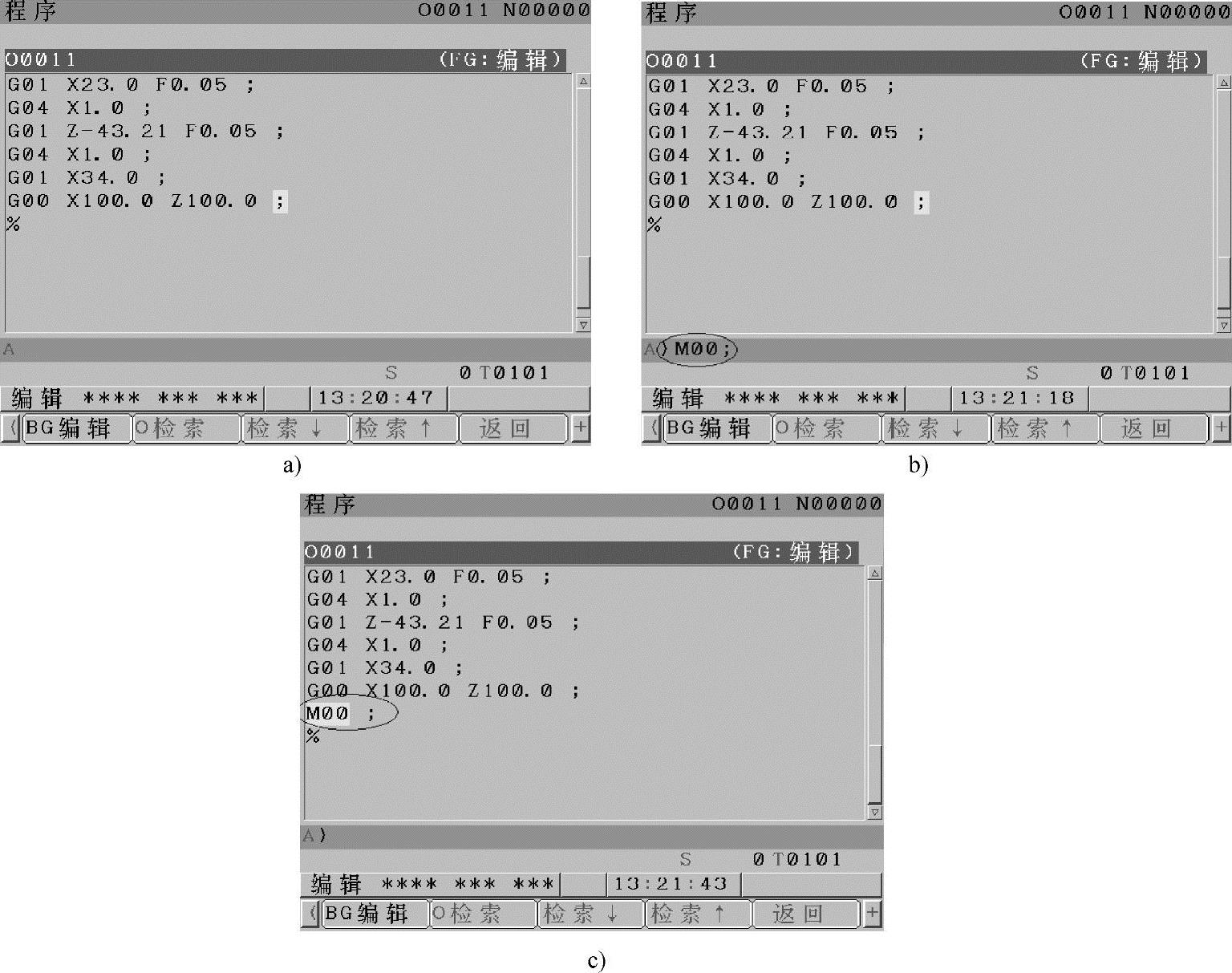
图3-53 插入键的使用
a)光标当前位置 b)缓存区输入“M00;” c)文档修改成功
⑥删除键 :该键可以将文本区中的字符删除,也可以删除程序段。如需要删除“M30”字符,在程序编辑模式下,则可通过此键进行操作。将光标移至“M30”字符上,点按删除键,文本区中的“M30”字符被删除,如图3-54所示。如需要删除某个程序,在程序编辑模式下,则也可通过此键进行操作。在缓存区中输入“O0011”,点按删除键,程序列表中O0011程序被删除,如图3-55所示。
:该键可以将文本区中的字符删除,也可以删除程序段。如需要删除“M30”字符,在程序编辑模式下,则可通过此键进行操作。将光标移至“M30”字符上,点按删除键,文本区中的“M30”字符被删除,如图3-54所示。如需要删除某个程序,在程序编辑模式下,则也可通过此键进行操作。在缓存区中输入“O0011”,点按删除键,程序列表中O0011程序被删除,如图3-55所示。
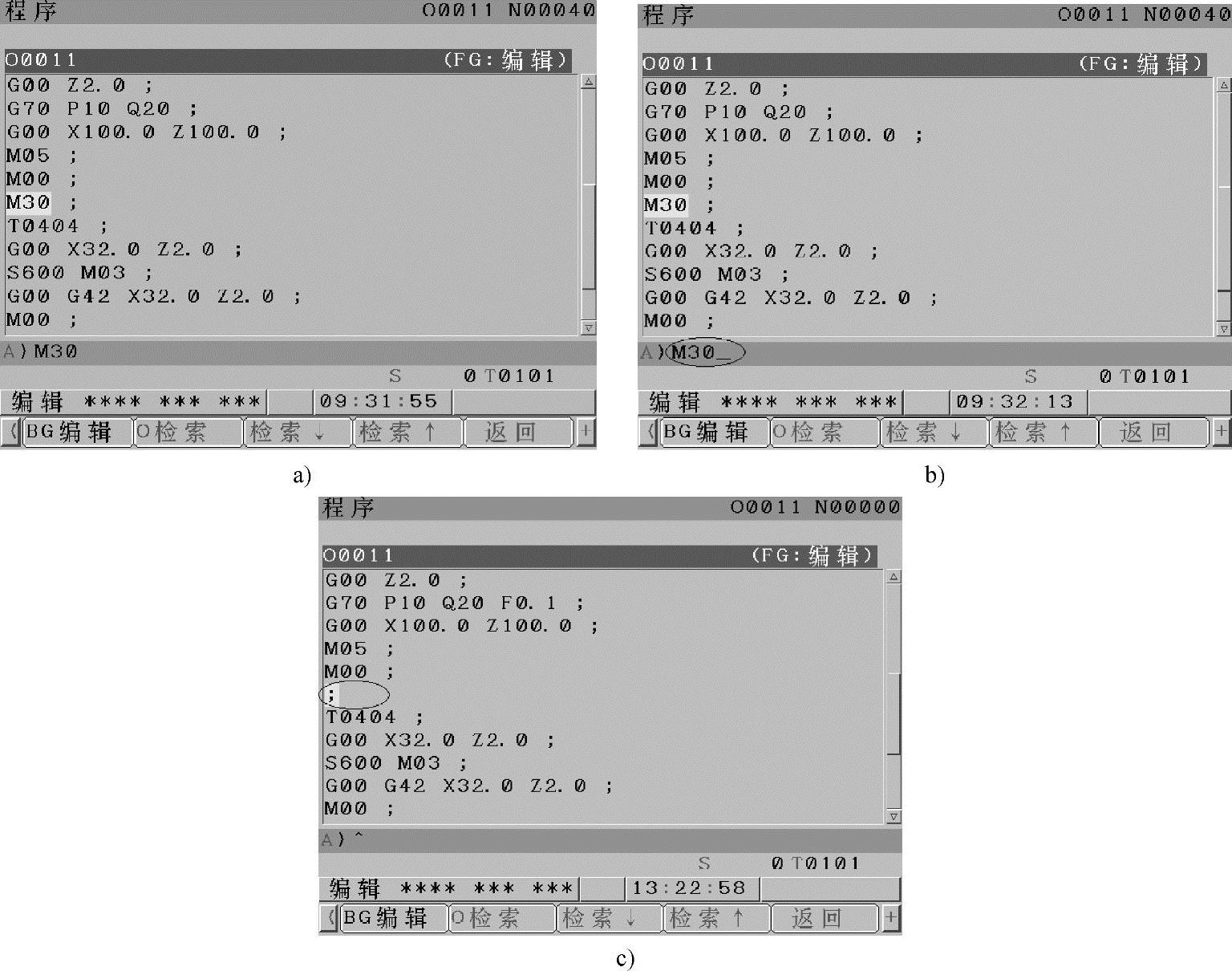
图3-54 删除程序字符画面
a)光标移至M30处 b)缓存区输入“M30”字符 c)“M30”字符被删除
9)翻页键:
①向上翻页键 :该键用于当文本区内容较多时,文本区内容向前翻一页。
:该键用于当文本区内容较多时,文本区内容向前翻一页。
②向下翻页键 :该键用于当文本区内容较多时,文本区内容向后翻一页。
:该键用于当文本区内容较多时,文本区内容向后翻一页。
10)光标移动键:
①向左移动键 :该键用于将当前光标在文本区中向左移动(退格)一格。
:该键用于将当前光标在文本区中向左移动(退格)一格。
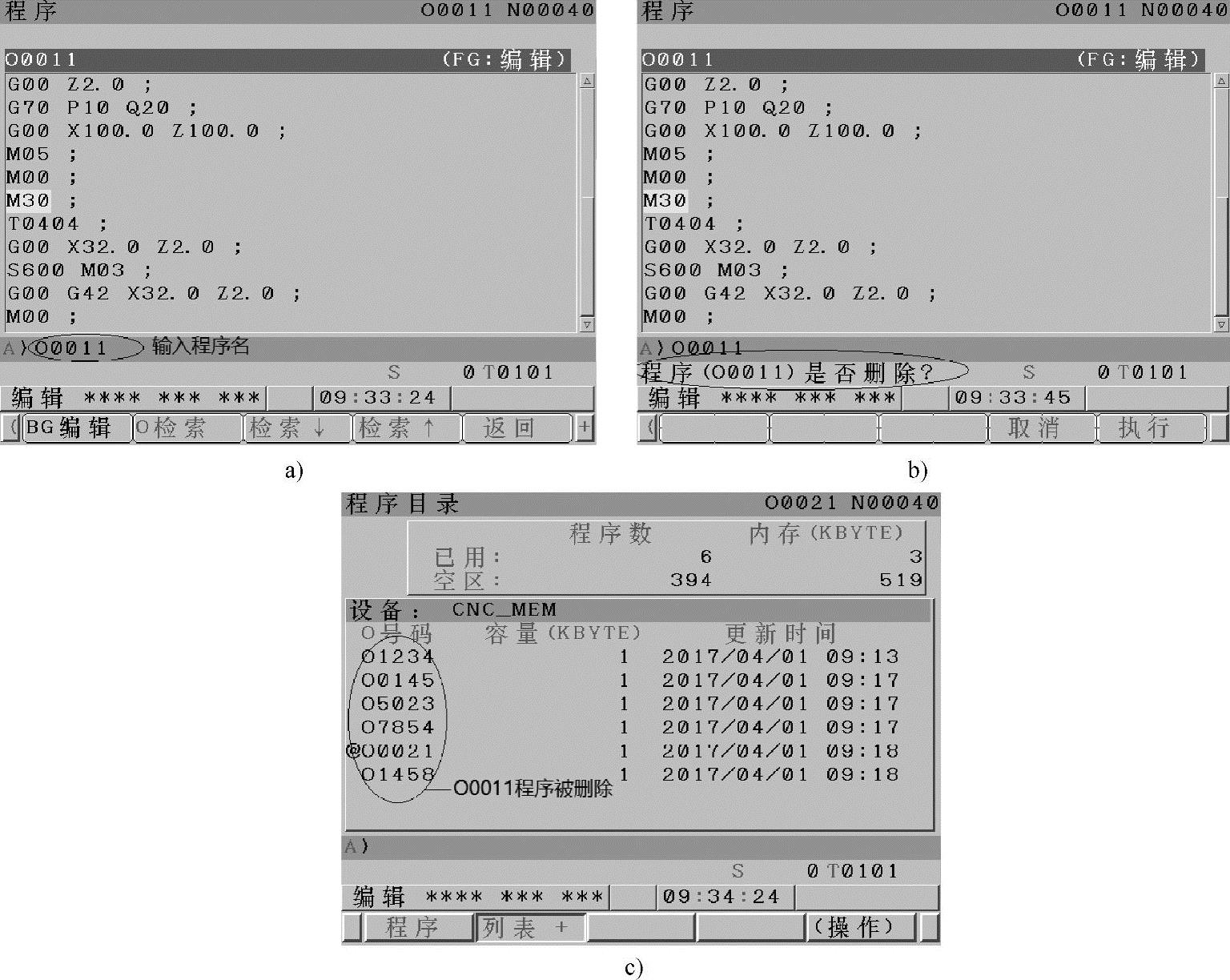
图3-55 删除整个程序的步骤
a)输入需删除的程序名 b)咨询是否删除 c)程序被删除
②向右移动键 :该键用于将当前光标在文本区中向右移动(进格)一格。
:该键用于将当前光标在文本区中向右移动(进格)一格。
③向上移动键 :该键用于将当前光标在文本区中向上移动(退格)一格。
:该键用于将当前光标在文本区中向上移动(退格)一格。
④向下移动键 :该键用于将当前光标在文本区中向下移动(进格)一格。
:该键用于将当前光标在文本区中向下移动(进格)一格。
11)帮助键 :点按此键可用来帮助操作者了解该系统的操作说明和机床常规报警的解决方法等。类似于一本简易的系统说明书,有较为详细的操作步骤说明。在任何功能模式下点按帮助键都可跳转至系统帮助界面,如图3-56所示。可以通过光标或者软菜单按钮选择“报警详述”“操作方法”和“参数表”等功能。点按“报警”软菜单按钮进入报警详述功能,在缓存区输入需要查询的报警号如“SW100”,系统帮助界面跳转至该报警的详细信息,列出简易的报警原因和建议解决方法,如图3-57所示。
:点按此键可用来帮助操作者了解该系统的操作说明和机床常规报警的解决方法等。类似于一本简易的系统说明书,有较为详细的操作步骤说明。在任何功能模式下点按帮助键都可跳转至系统帮助界面,如图3-56所示。可以通过光标或者软菜单按钮选择“报警详述”“操作方法”和“参数表”等功能。点按“报警”软菜单按钮进入报警详述功能,在缓存区输入需要查询的报警号如“SW100”,系统帮助界面跳转至该报警的详细信息,列出简易的报警原因和建议解决方法,如图3-57所示。
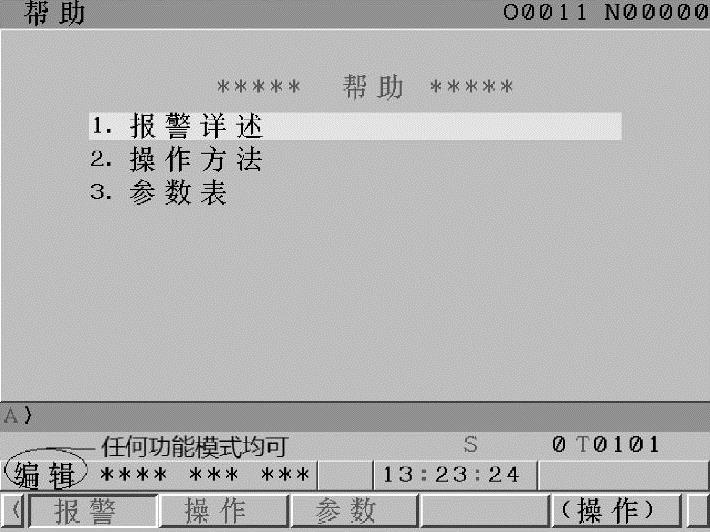
图3-56 系统帮助界面
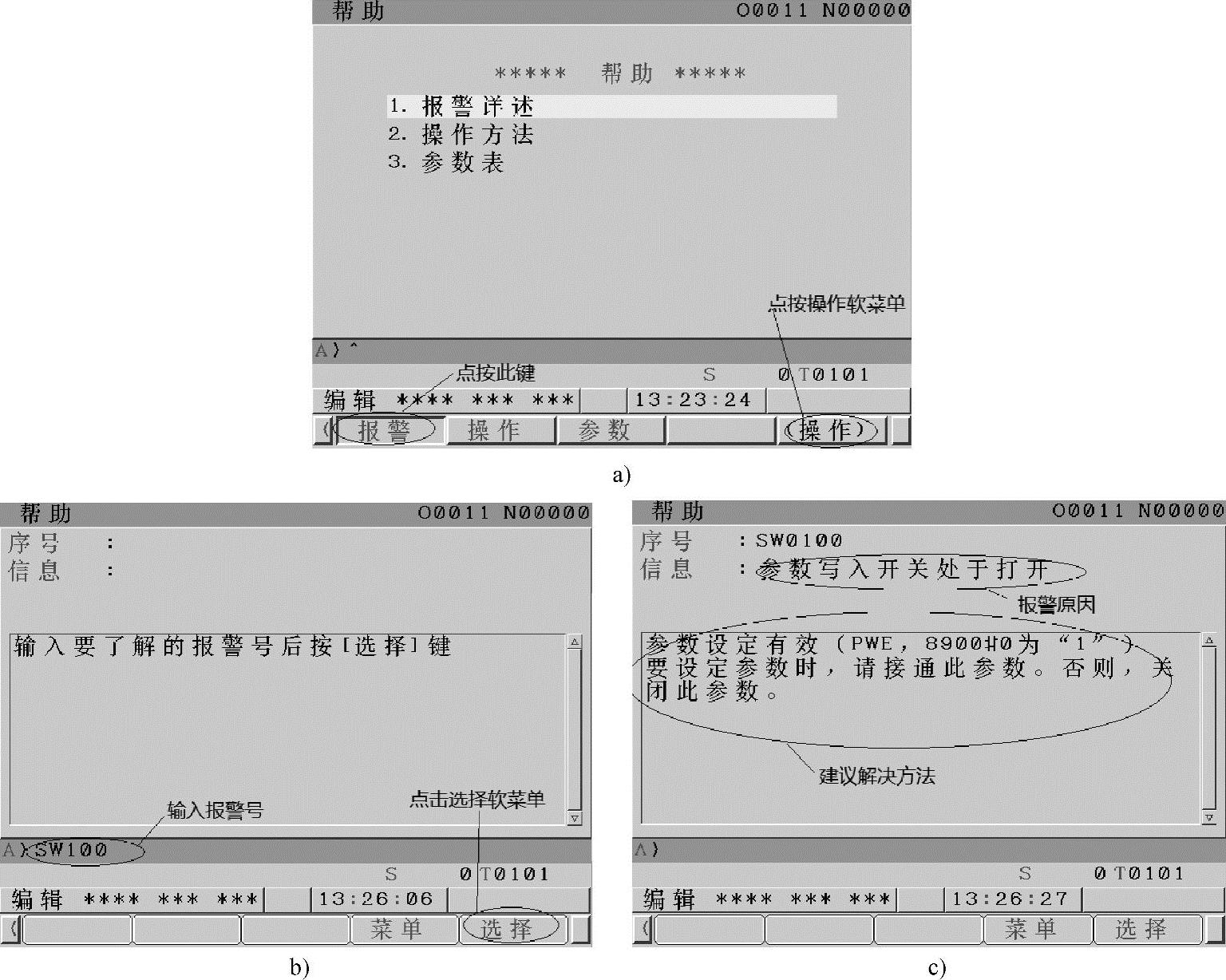
图3-57 报警详述的操作步骤
a)待进入报警详述功能 b)输入报警号 c)报警详情
点按“操作”软菜单按钮进入操作方法功能,通过光标键移动至需要了解的操作步骤上,点按“操作”软菜单按钮,进入相应的操作方法帮助界面,列出较为详细的操作方法。当内容较多时可通过向上翻页键或向下翻页键进行操作选择,如图3-58所示。
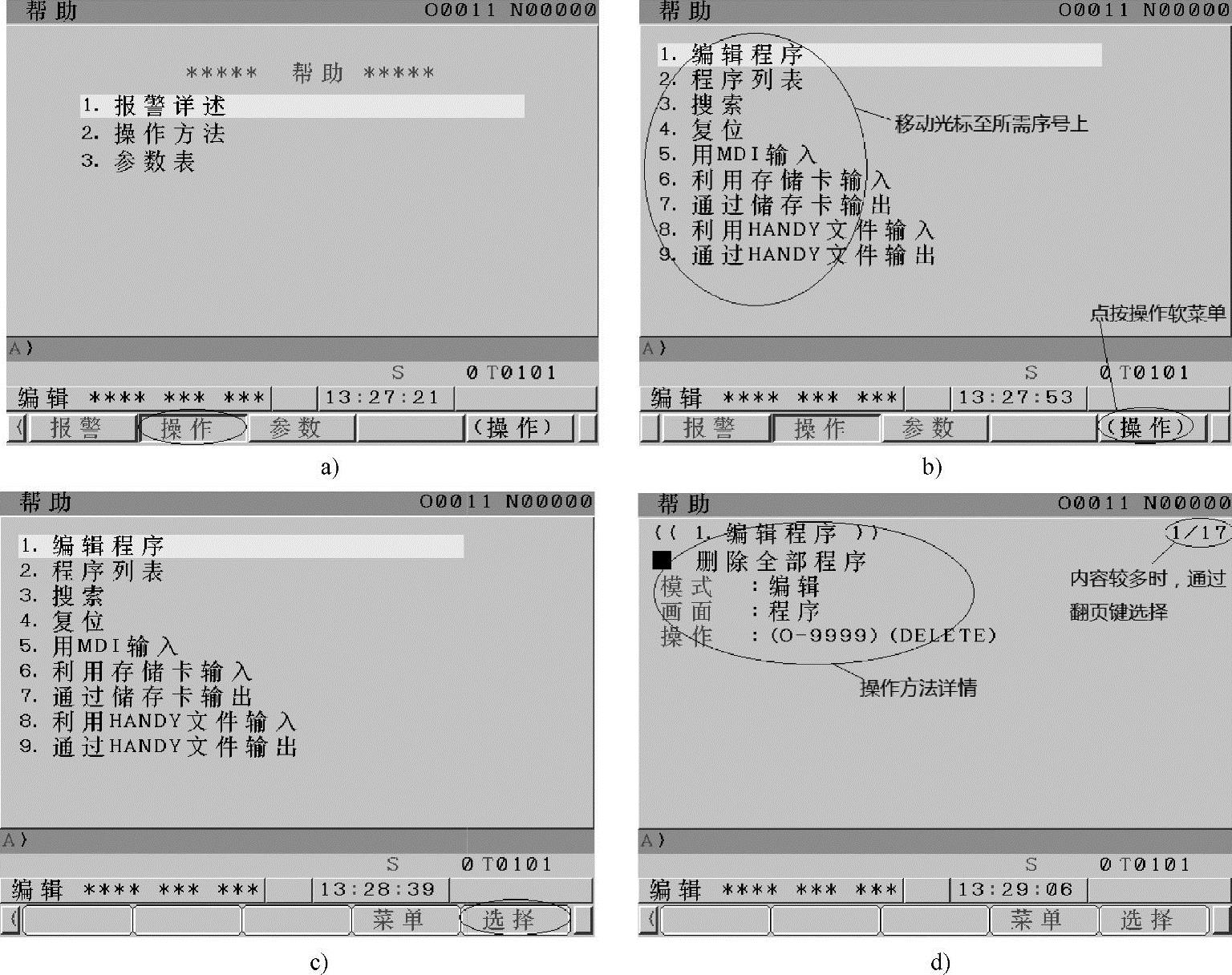
图3-58 帮助信息的使用
a)待进入操作方法界面 b)选择需了解的内容 c)点按“选择”按钮 d)显示操作方法详情
点按“参数”软菜单按钮进入参数列表查询帮助功能,如图3-59所示。
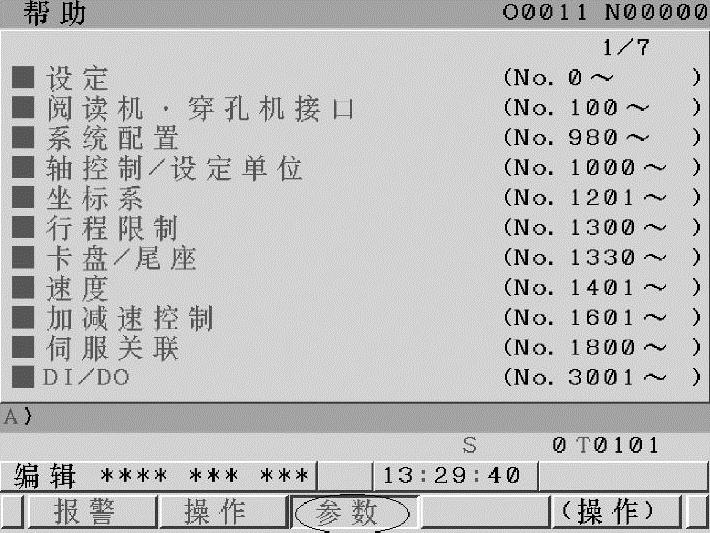
图3-59 参数的查询和帮助画面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。