



数控车床上的刀架是安放数控刀具的重要部件,许多刀架还直接参与切削运动,如卧式车床上的四方刀架,转塔车床的转塔刀架,回轮式转塔车床的回轮刀架,自动车床的转塔刀架和天平刀架等。这些刀架不仅安放刀具,而且还直接参与切削运动,承受极大的切削力作用。四方刀架和转塔刀架是数控车床最常见的刀架,如图2-13所示。
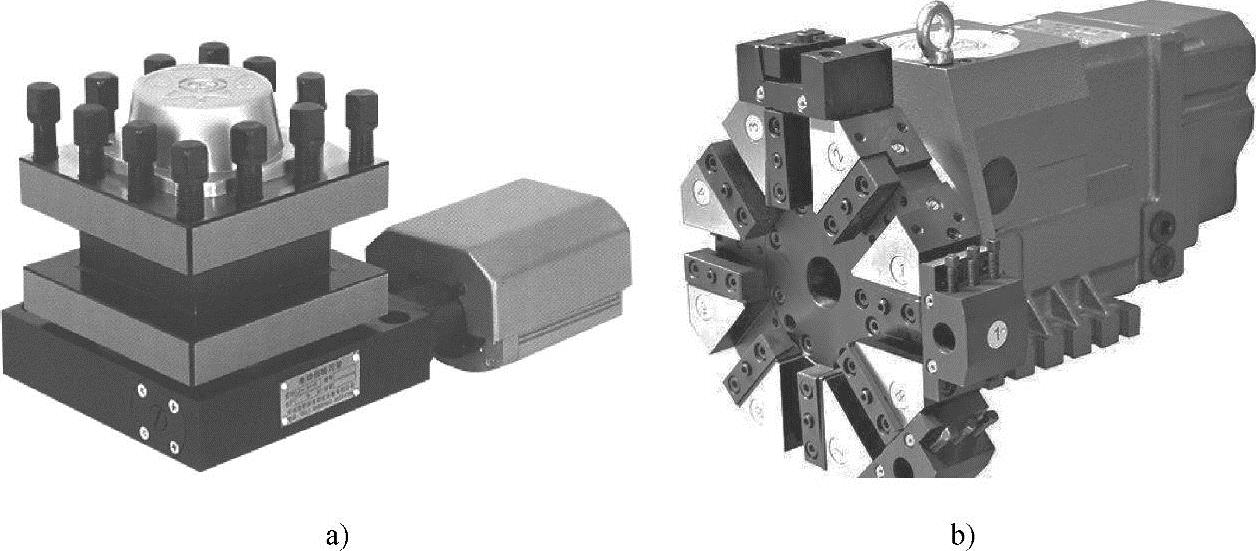
图2-13 数控车床刀架
a)四方刀架 b)转塔刀架
数控车床的刀具通常都是安装在刀架上,由机床的X轴和Z轴伺服电动机带动刀架根据程序轨迹完成工件轮廓的加工。刀具安装不合理将导致切削振动和工件尺寸不稳定等问题。下面以刀具安装在四方刀架上为例进行图解说明。
1.外圆车刀在刀架中的安装
一般而言,外圆车刀安装到刀架上时需遵循以下原则:
1)车刀装夹在刀架上的伸出长度要尽可能短些,以增加车刀的刚性。车刀伸出长度为刀柄厚度的1~1.5倍,如图2-14所示。
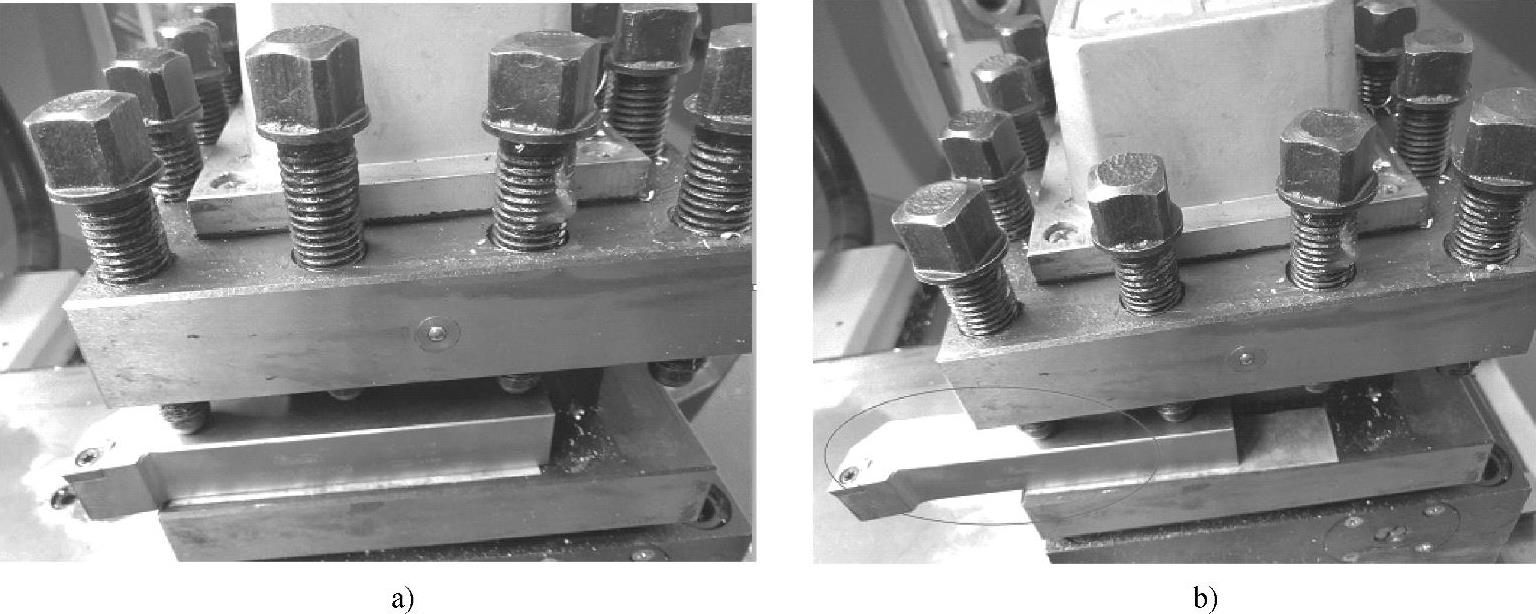
图2-14 外圆车刀靠近刀架安装
a)正确 b)错误
2)车刀刀尖与工件轴线等高安装(或略高)。可转位车刀刀杆已标准化,直接装到刀架中即可保证车刀刀尖与工件轴线等高,如需将车刀刀尖略高于工件轴线,只需要垫0.5mm厚度垫刀片即可,如图2-15所示。
3)如无特殊情况,车刀刀杆轴线与工件轴线垂直安装,如图2-16所示。
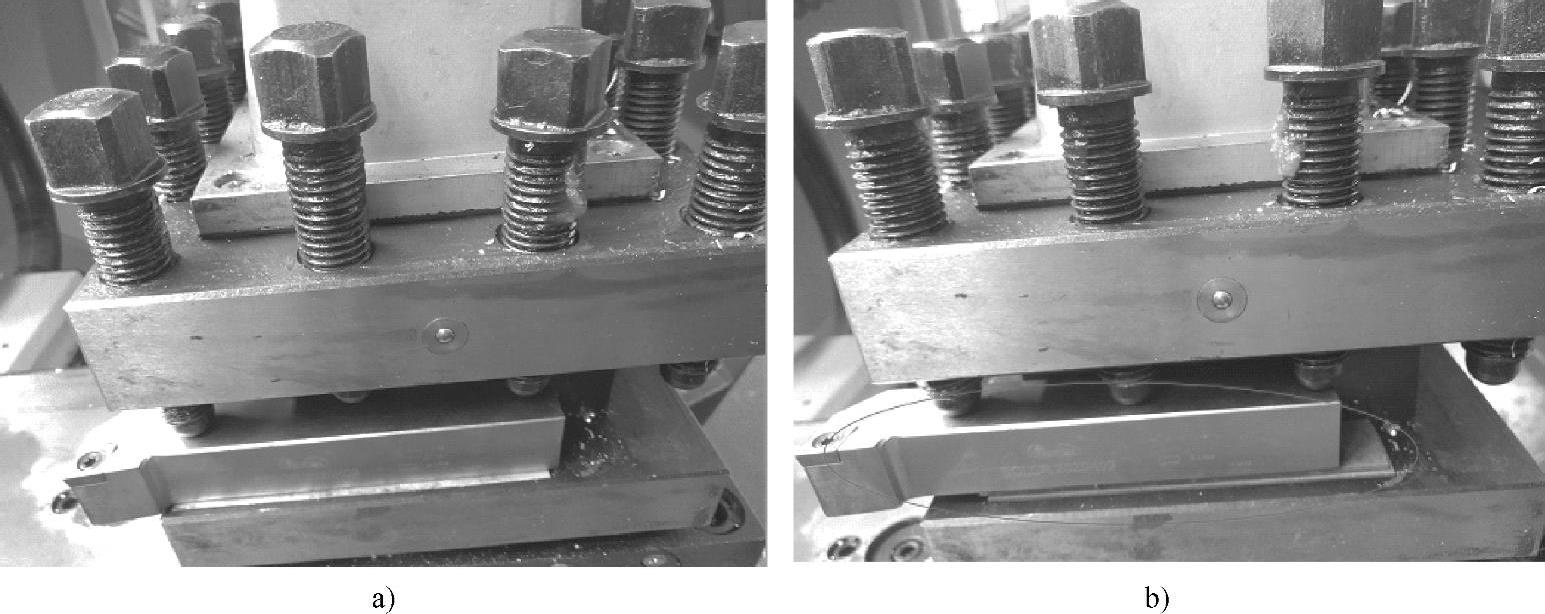
图2-15 车刀刀尖略高于工件轴线安装
a)垫刀片厚度适中(0.5mm) b)垫刀片厚度过厚(2mm)
4)使用垫刀片的数量尽可能少,垫刀片要平整,无毛刺。
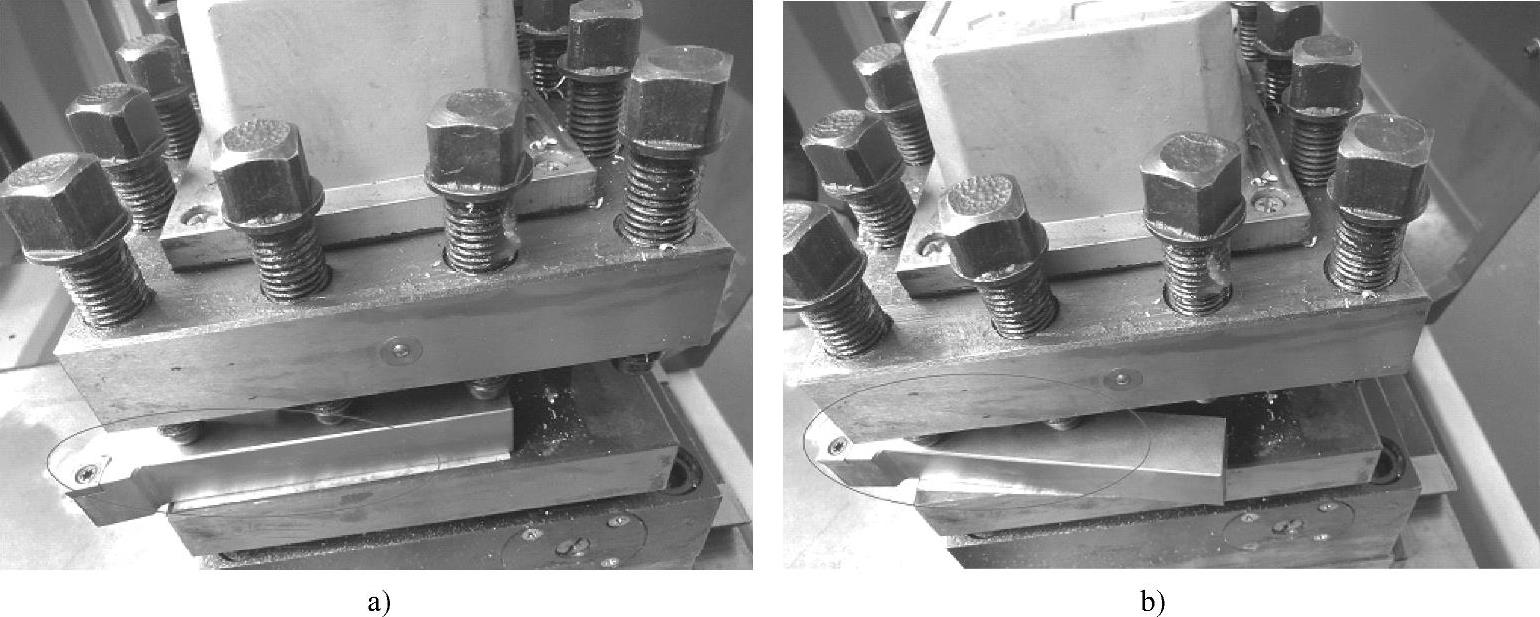
图2-16 车刀刀杆轴线与工件轴线垂直安装
a)正确 b)不合理
2.内孔车刀在刀架中的安装
1)刀具的伸出长度要尽可能短些,略大于孔深5~10mm即可,以增加刀具的刚性,如图2-17所示。
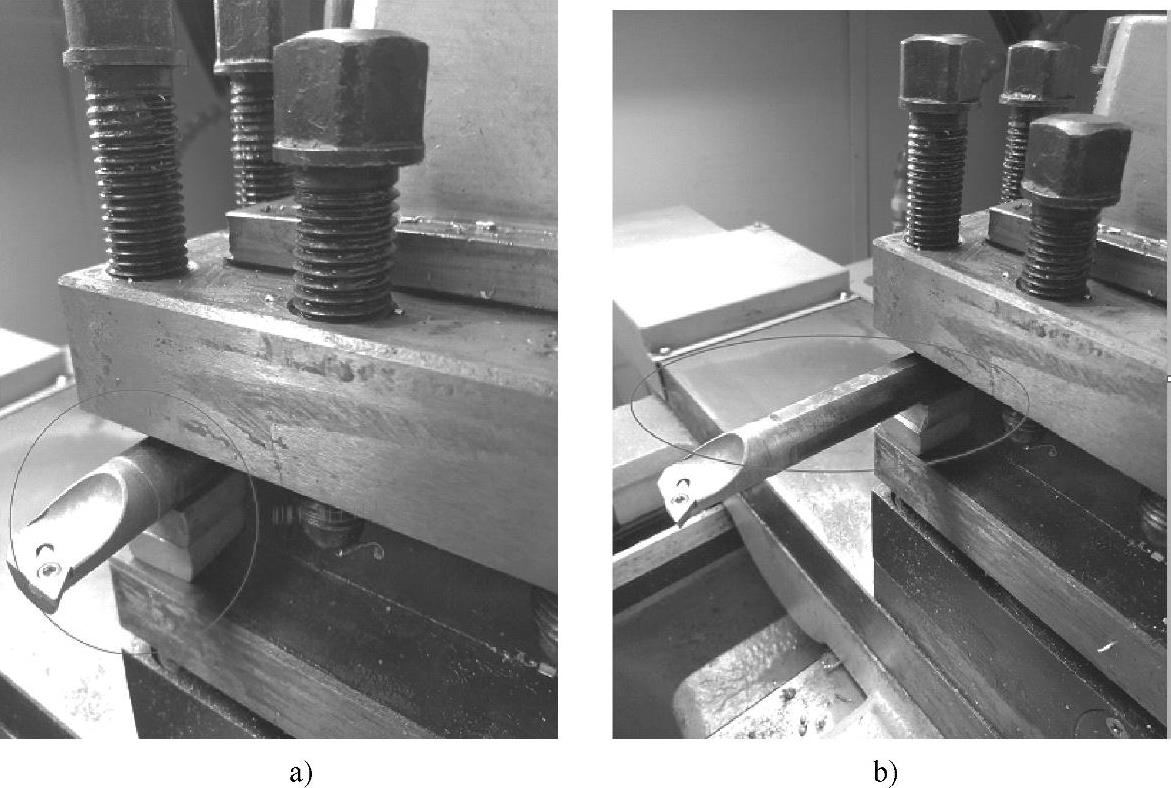
图2-17 内孔车刀靠近刀架安装
a)正确 b)不合理
2)刀尖与工件轴线等高或略高安装,避免“扎刀”或使孔径扩大,如图2-18所示。
3)刀杆轴线与工件轴线平行安装,避免内孔出现锥度或刀杆与孔壁相碰。(https://www.xing528.com)
4)垫刀片不宜过多,且不允许伸出刀架外侧,如图2-19所示。
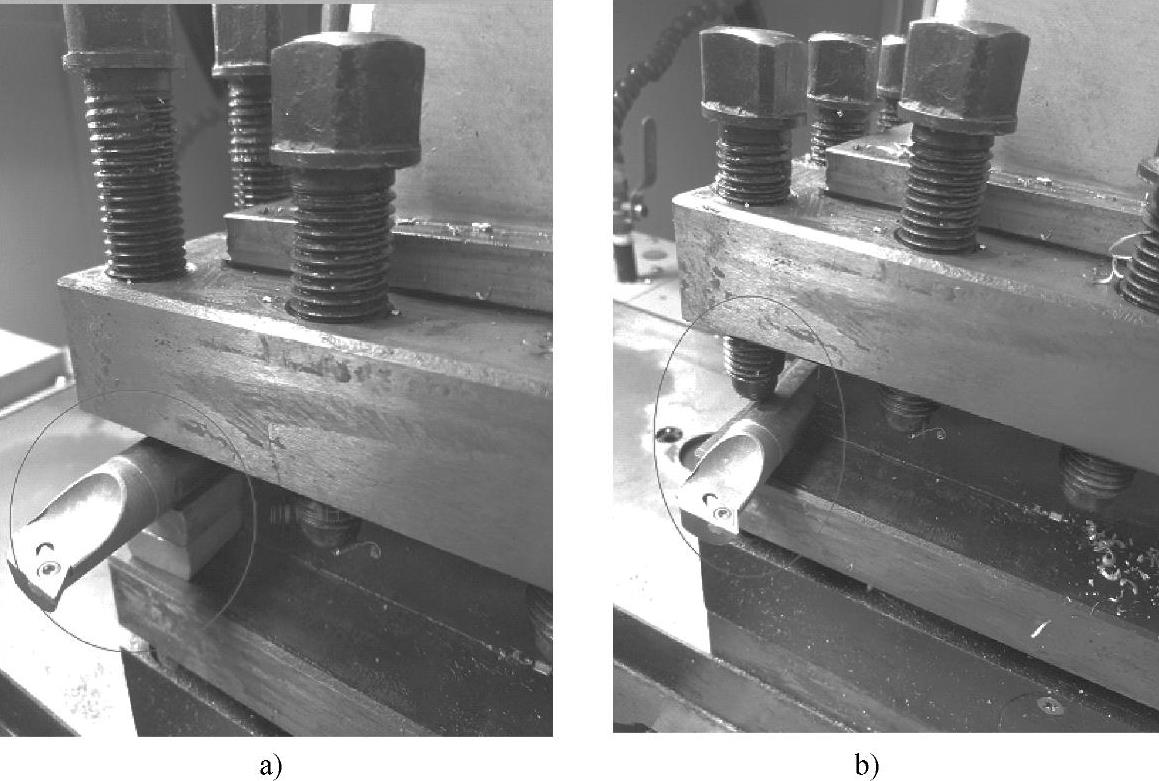
图2-18 内孔车刀刀尖与工件轴线等高安装
a)正确 b)错误
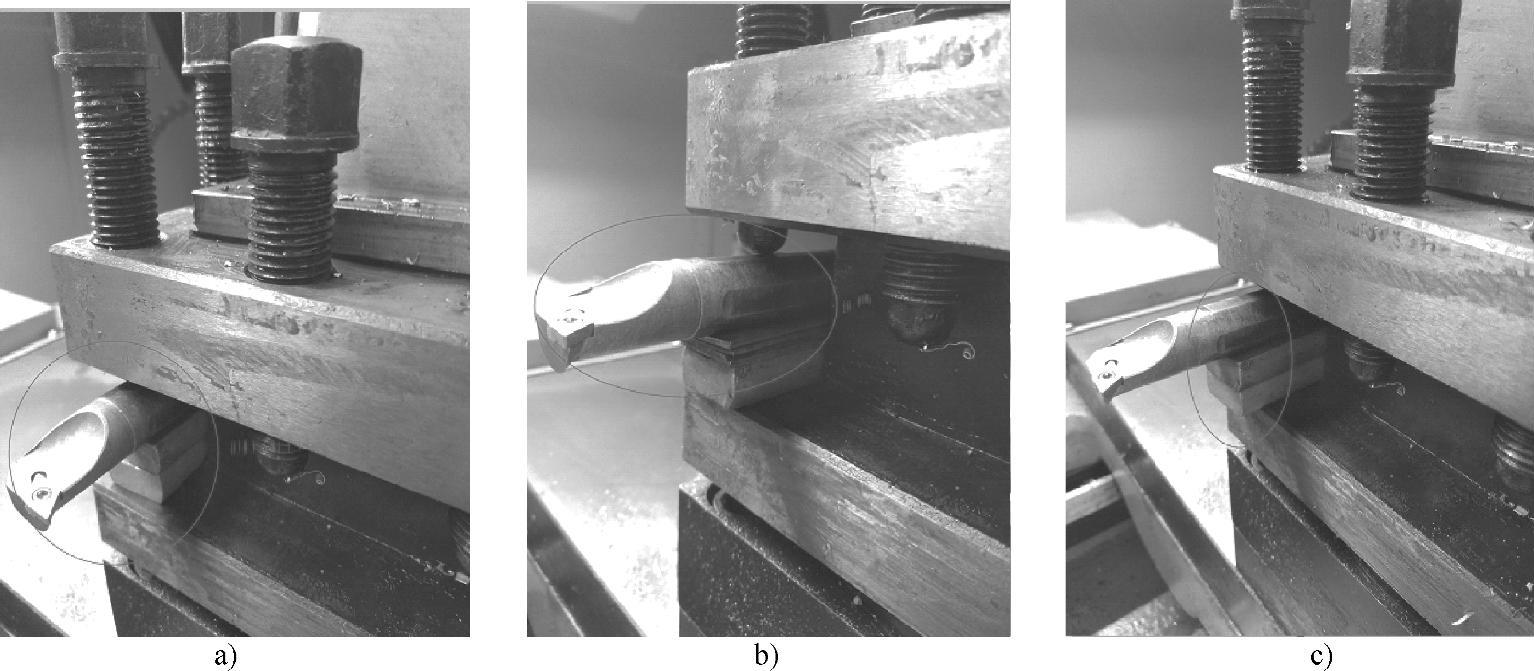
图2-19 内孔车刀垫刀片的使用
a)正确 b)错误 c)错误
3.切槽刀在刀架中的安装
1)刀尖必须与工件轴线等高,否则不仅不能切下工件,还易造成切槽刀折断,如图2-20所示。
2)切槽刀刀杆轴线必须与工件轴线垂直,否则车刀副切削刃与工件两侧面会产生摩擦,如图2-21所示。
3)切槽刀的底平面必须平直,否则易引起副后角的变化,导致车刀某一侧副后刀面与工件强烈摩擦。

图2-20 切槽刀刀尖与工件轴线等高安装
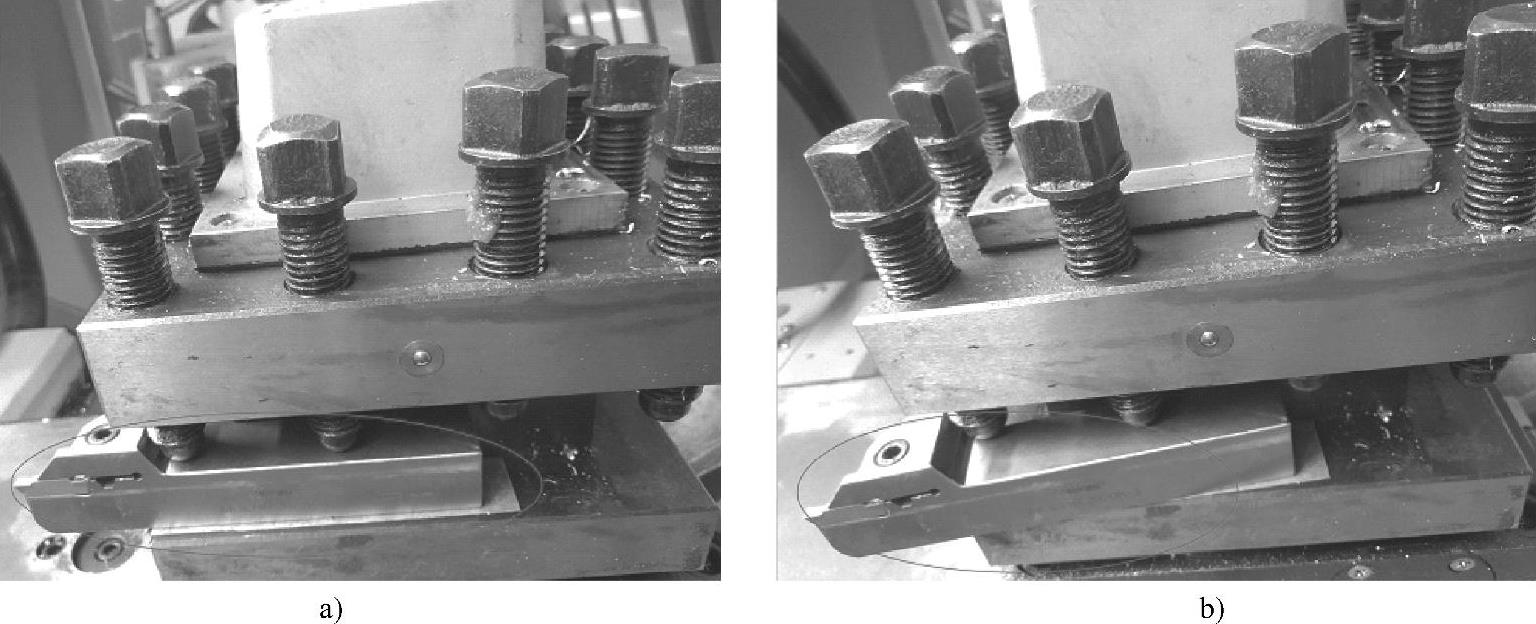
图2-21 切槽刀刀杆轴线与工件轴线垂直安装
a)正确 b)错误
4.外螺纹车刀在刀架中的安装
1)螺纹车刀刀尖应与工件轴线等高安装,否则影响车刀的前角大小,造成牙型角误差。
2)车刀刀尖角的对称中心线必须与工件轴线垂直,否则易影响螺纹精度,使车出的螺纹牙形半角产生误差,如图2-22所示。
3)螺纹车刀伸出长度不宜过长,一般为刀柄厚度的1.5倍,以防止切削振动,影响加工质量,如图2-23所示。
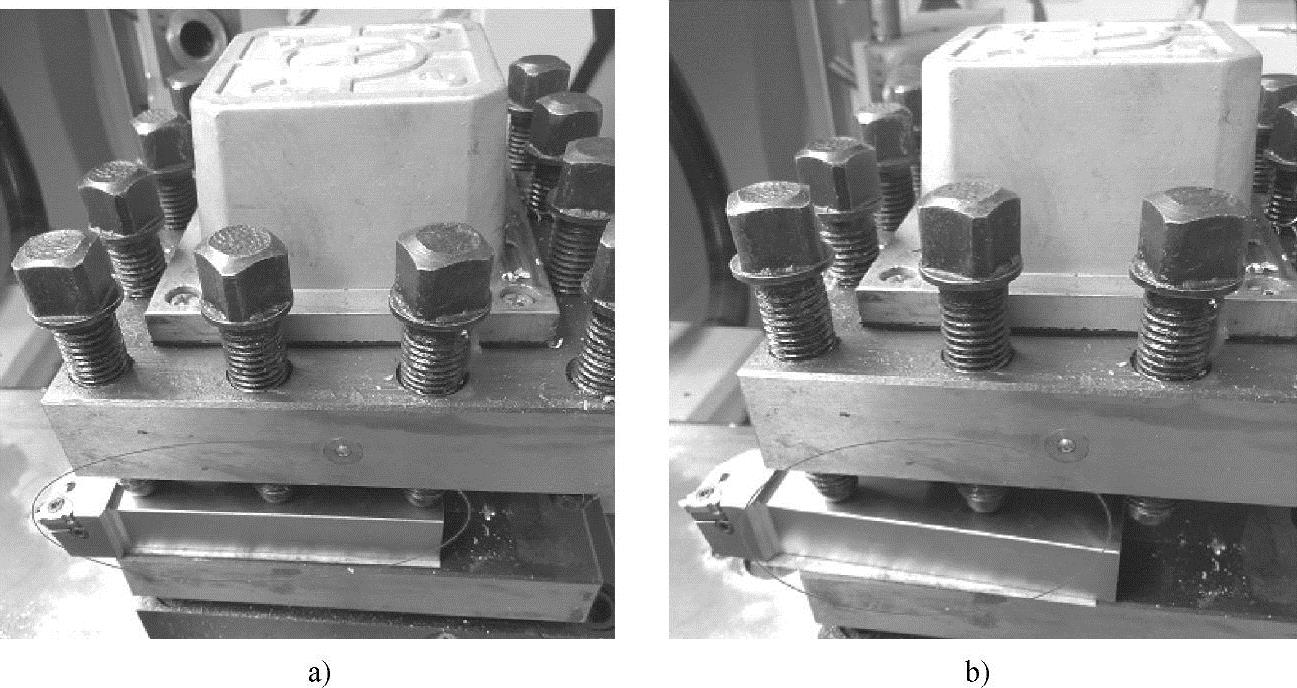
图2-22 螺纹车刀刀尖与工件轴线垂直安装
a)正确 b)错误
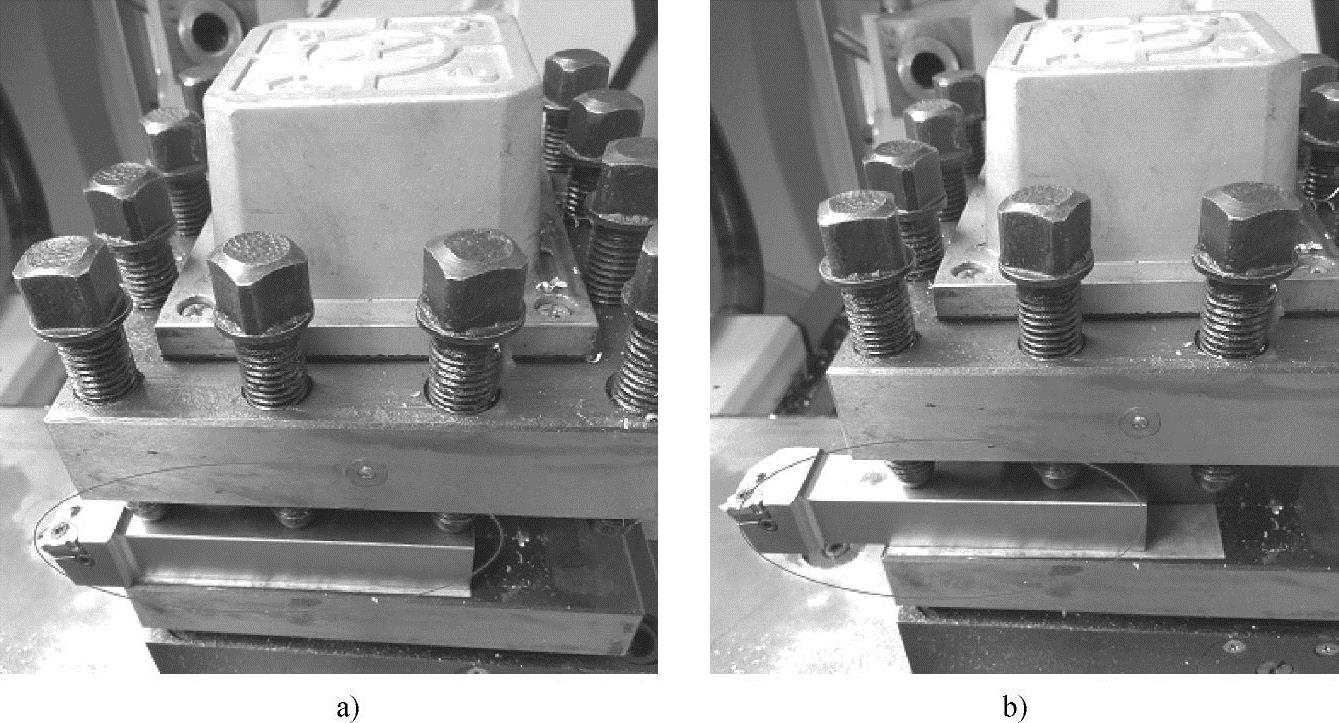
图2-23 螺纹车刀靠近刀架安装
a)正确 b)错误
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。