



1.车床刀具按结构分类
按照车床刀具的结构可分为整体式车刀、焊接式车刀、可转位车刀、模块式车刀等。
(1)整体式车刀
刀头部分和刀杆部分均为同一种材料。用作整体式车刀的刀具材料一般是高速钢,如图2-2所示。由于每次刃磨所得的刀尖位置都不能保证精确,切削效率也不高,所以在数控车削中使用较少。
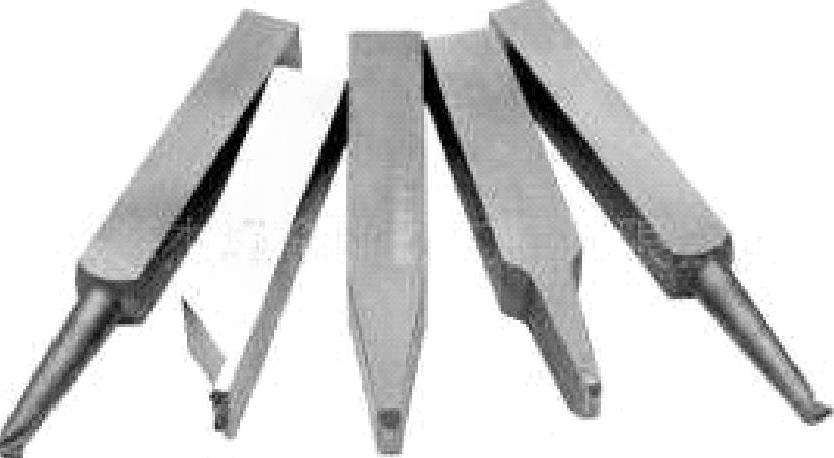
图2-2 高速钢整体车刀
(2)焊接式车刀
刀头部分和刀杆部分分属两种材料,即刀杆上镶焊一种材质较硬的材料(硬质合金、立方氮化硼或金刚石),而后经刃磨所形成的车刀,如图2-3所示。
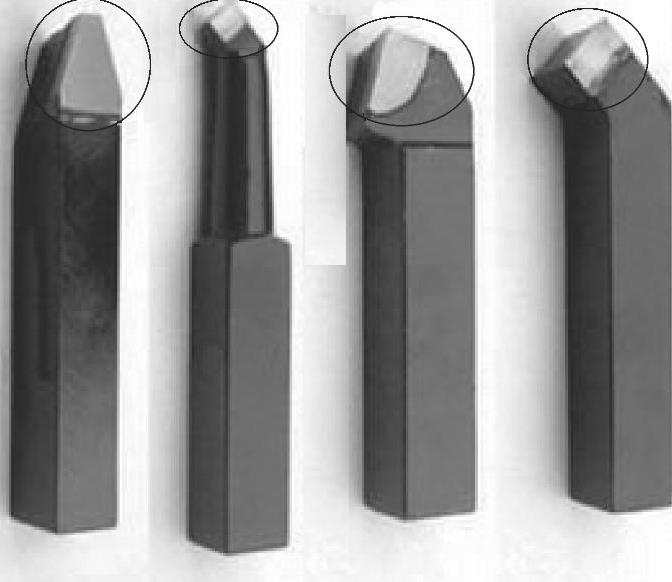
图2-3 焊接式车刀
(3)可转位车刀
可转位车刀是数控车削中最常见的刀具,它是将能转位使用的多边形刀片用机械方法夹固在刀杆或刀体上的刀具,如图2-4所示。多数可转位刀具的刀片采用硬质合金、陶瓷、多晶立方氮化硼或多晶金刚石等制成。在车削加工中,当一个刃尖磨钝后,将刀片转位后使用另外的刃尖,这种刀片用钝后不再重磨。

图2-4 可转位车刀
2.可转位车刀按结构形式分类
(1)杠杆式
杠杆式可转位车刀见图2-5,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。该类刀具可依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片从而达到夹紧的要求。
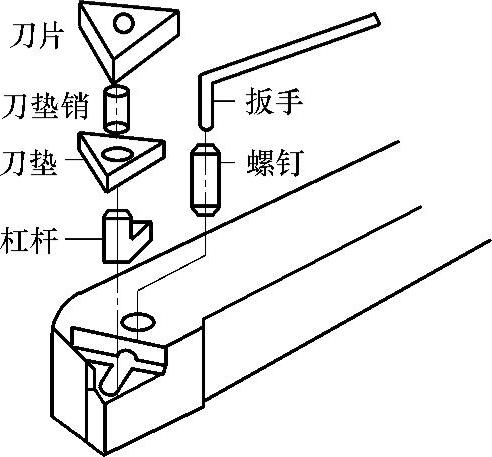
图2-5 杠杆式可转位车刀
该种类型刀具有以下特点:
1)适合各种正、负前角的刀片,通常有效的前角范围为-60°~180°。
2)切屑可无阻碍地流过,切削热不影响螺孔和杠杆。
3)两面槽壁给刀片有力的支撑,并确保转位精度。
(2)楔块式
楔块式可转位车刀如图2-6所示,由紧定螺钉、刀垫、销、楔块、刀片所组成。该类刀具可依靠销与楔块的挤压力将刀片紧固。该种类型刀具有以下特点:
适合各种负前角刀片,有效前角的变化范围为-60°~180°;两面无槽壁,便于仿形切削或倒转操作时留有间隙。
(3)楔块夹紧式(https://www.xing528.com)
楔块夹紧式可转位车刀见图2-7,由紧定螺钉、刀垫、销、压紧楔块、刀片所组成。该类刀具可依靠销与楔块的压下力将刀片夹紧。

图2-6 楔块式可转位车刀

图2-7 楔块夹紧式可转位车刀
该种类型刀具的特点同楔块式,但切屑流畅程度不如楔块式。
3.车床刀具按功能分类
(1)外圆车刀
主要用于车削零件外轮廓,按进给方向不同可分为左偏刀和右偏刀两种,一般常用右偏刀,如图2-8所示。右偏刀由右向左进给,用来车削工件的外圆、端面和右台阶。它主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工。左偏刀由左向右进给,用于车削工件外圆和左台阶,也用于车削外径较大而长度短的零件(盘类零件)的端面。根据主偏角角度不同,外圆车刀常见的分类为90°外圆车刀、75°外圆车刀、45°外圆车刀等。
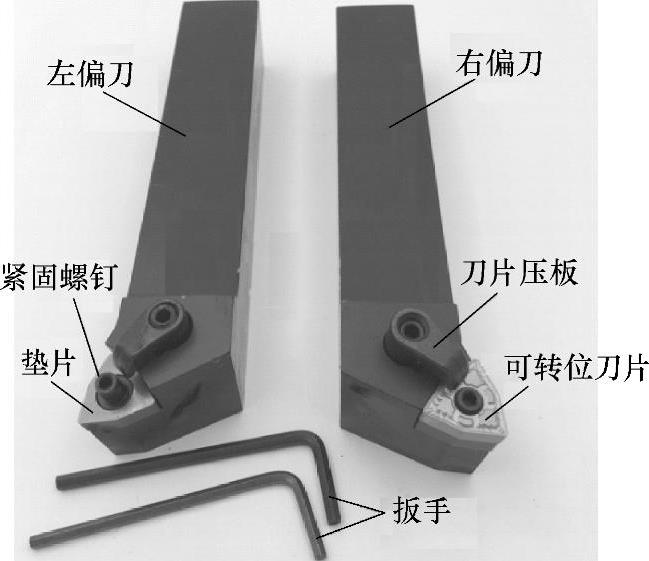
图2-8 外圆车刀
(2)内孔车刀
主要用于零件毛坯经预钻孔后车削内轮廓,通常称其为内孔镗刀或内孔车刀,如图2-9所示。内孔车刀的刀杆受孔径的约束,刀杆尺寸相比外圆车刀要小,为保证刀尖略高于工件回转中心,使用时通常与内孔车刀座相配使用,内孔车刀座如图2-10所示。

图2-9 内孔车刀

图2-10 内孔车刀座
(3)螺纹车刀
用来在车削加工机床上进行螺纹的切削加工的刀具,按进给方向不同分为左偏刀和右偏刀两种,一般常用右偏刀,如图2-11所示。
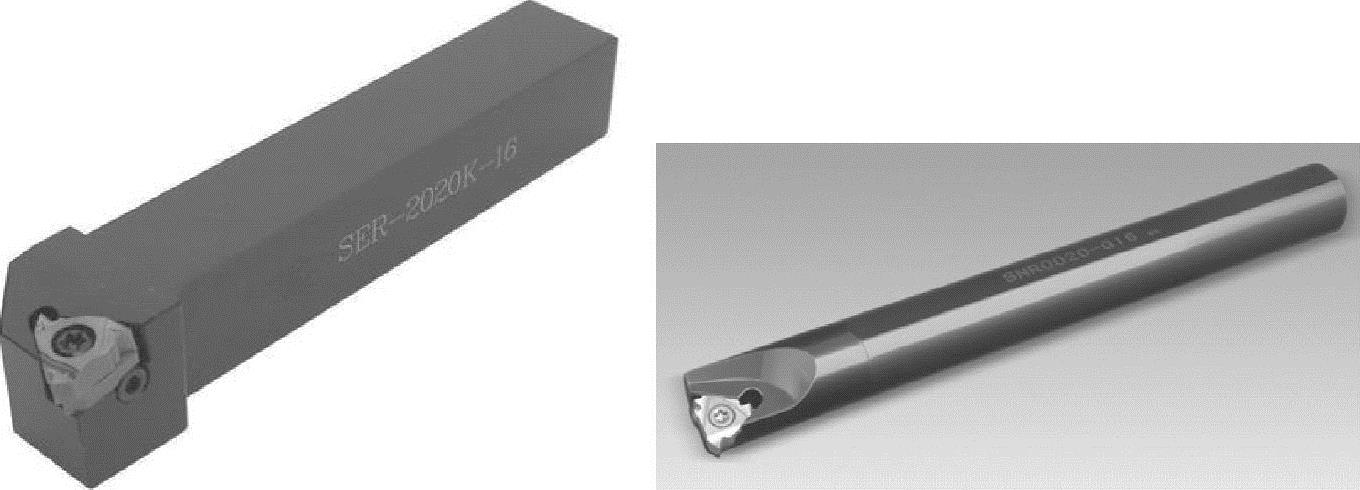
图2-11 外(内)螺纹车刀
根据切削位置可以分为外螺纹车刀和内螺纹车刀。外螺纹车刀刀杆规格常见的是20mm×20mm,内螺纹车刀刀杆规格也受孔径限制,通常也需要借助内孔车刀座进行装夹。
(4)切槽(断)刀
用来在零件上车削退刀槽或者切断工件的刀具,根据切削位置可以分为外切槽(断)刀和内切槽(断)刀,如图2-12所示。外切槽(断)刀刀杆规格常见的是20mm×20mm,内切槽(断)刀刀杆规格也受孔径限制,通常也需要借助内孔车刀座进行装夹。

图2-12 外(内)切槽(断)刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。