



1.加热时间计算
环形炉内钢材加热时间一般采用经验指标计算。对直径70~150mm的料坯,推荐的单位加热时间为4.5~5.5min/cm。
图12-45所示为环形炉高生产率时加热碳素钢和低合金钢时的实际加热速度指标。图中侧加热是指烧嘴置于炉膛侧面;上加热是指烧嘴置于炉膛顶部。所示时间为圆钢坯由常温加热至1250℃时的加热时间。
加热碳素钢和低合金钢、直径在100~240mm范围内时,也可按式(12-10)近似计算加热时间
 =(4.5+0.05d)d (12-10)
=(4.5+0.05d)d (12-10)
式中  ——加热时间(min);
——加热时间(min);
d——钢坯直径(cm)。
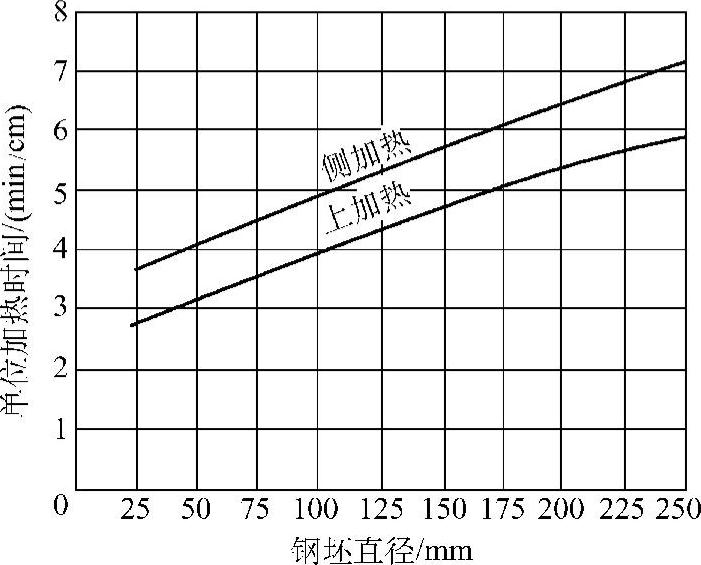
图12-45 圆钢坯加热速度计算图表
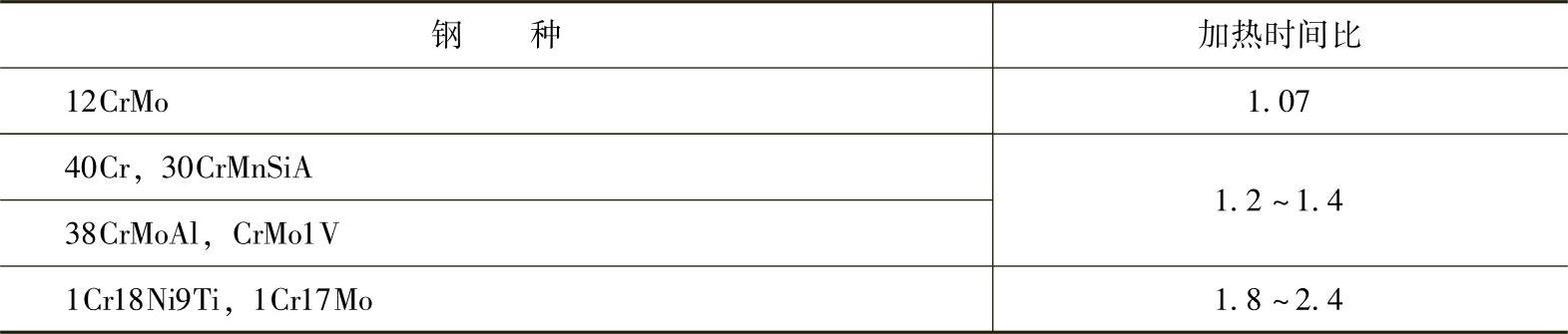
高合金钢加热时间与碳素钢加热时间的比值见表12-14。
表12-14 高合金钢与碳素钢加热时间比
2.炉膛尺寸的确定
(1)炉底中环直径 环形炉炉底的中心直径称为炉底中环直径,通常以中环直径代表环形炉规格。
由装料门中心线,沿炉底转动方向到出料门中心线的炉底中环圆周部分的弧长为炉底有效长度。
中环直径D(m)按式(12-11)计算

式中 G——炉子最大生产能力(kg/h);
 ——钢坯在炉内的加热时间(h);
——钢坯在炉内的加热时间(h);
x——钢坯在炉底上的中心间距(m)。双排布料时取两排的平均间距;三排布料时取中间一排的间距;
n——沿炉底径向布料排数;
g——钢坯单件质量(kg);
π——圆周率;(https://www.xing528.com)
β——装、出料门中心线夹角,一般在20°~30°范围内。
计算的中环直径D应取钢坯在炉底上的中心间距x的整倍数。
(2)炉底宽度 炉底宽度或称环宽,按下式确定
B=nl+(n+l)S (12-12)
式中 B——炉底宽度(m);
n——布料排数;
l——钢坯长度(m);
S——钢坯端头与炉墙之间或钢坯端头之间的距离(m),钢坯直径≤200mm时,取S=0.15~0.25m。
加热件品种较多时,应按代表件并兼顾最大件尺寸确定炉底宽度。
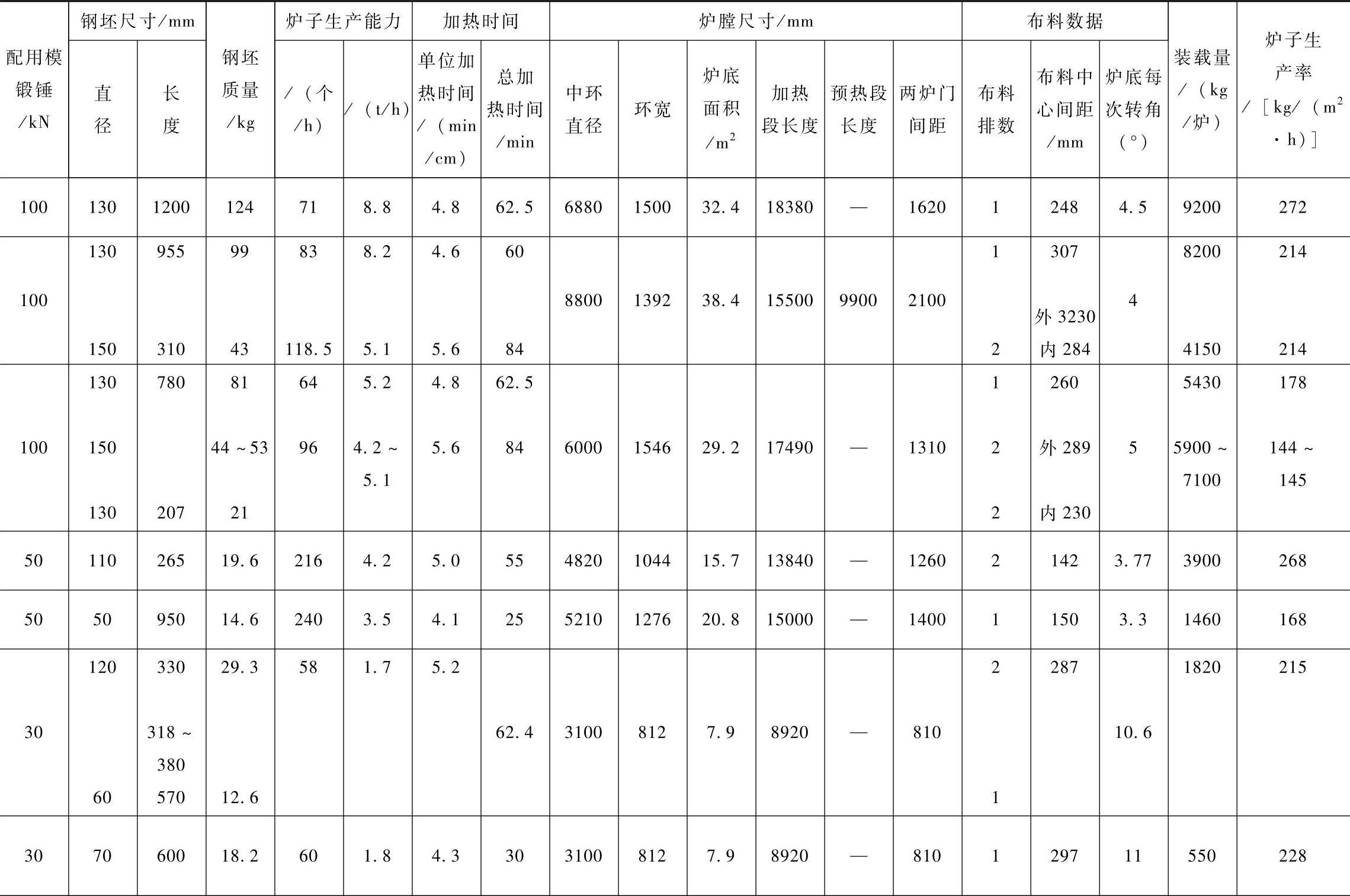
环形加热炉有关炉膛尺寸,布料数据及主要性能见表12-15。
3.炉子供热
(1)单耗与燃耗计算 环形炉单位热耗指标及燃料消耗量计算方法见第4章。
表12-15 环形加热炉炉膛尺寸、布料数据及主要性能
(2)炉子供热分配 为了提高炉子热效率,一般在预热段内不布置烧嘴,而在靠近加热段出料端的内外环墙上交错布置直火焰烧嘴或炉顶上布置平焰烧嘴。只有当强化操作或因煤气发热量很低而需提高离炉烟气温度以获得高的空气、煤气预热温度时,可在靠近加热段的预热段内装设1~2个烧嘴。
为促使炉气与钢坯成逆流方向流动并避免冲刷对面炉墙,内外环墙上的烧嘴应逆向炉底运动安装成一定角度。一般外环墙上的烧嘴中心线与炉子半径夹角为20°~40°;内环墙上烧嘴中心线与炉子半径夹角为0°~30°(靠近出料门处的烧嘴为了封闭炉气,取夹角为0°);炉底窄时,所取夹角应大。
为防止出料门处炉温降低过大并避免冷空气吸入,应在靠近出料门处的外环墙上装设一个向出料门方向倾斜的火封烧嘴。
中环直径6~10m,环宽1~2m的环形炉,其内外环墙烧嘴数量的分配比一般为1∶2~1∶3;中环直径小于6m的环形炉,内环墙上可不装设烧嘴,必要时在靠近出料门处按径向装设一个起火封作用的烧嘴。
采用平焰烧嘴时,要将烧嘴安装在炉顶上,在各区段内按供热负荷大小选择烧嘴能力及个数,而烧嘴的布置则从出料端向后逐渐由密到疏。
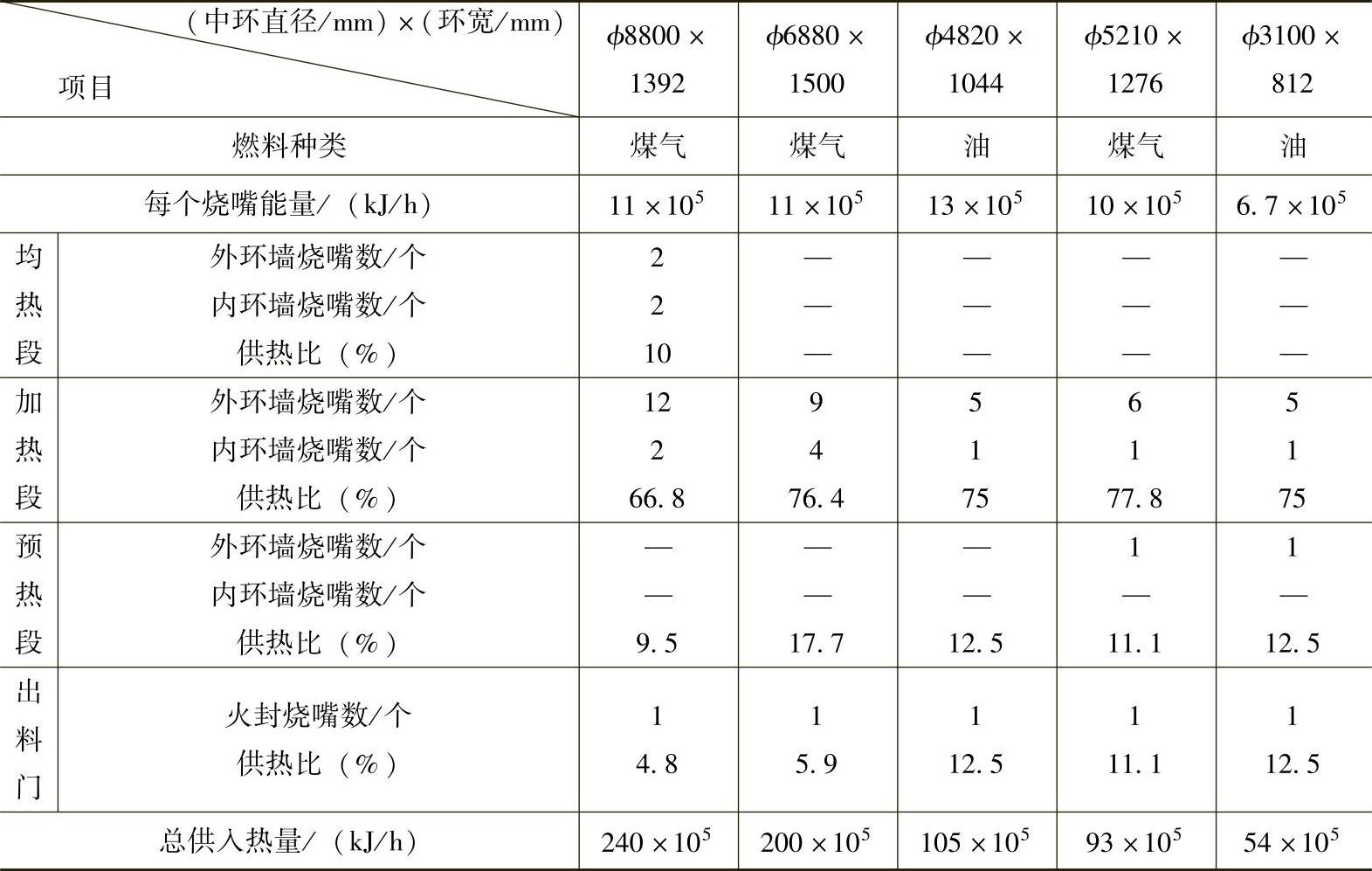
表12-16为锻造用环形加热炉供热分配举例。
表12-16 环形炉供热分配举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。