



1.炉膛结构
(1)旋流式结构 烧嘴切线方向安装,燃烧气体沿炉壁旋转流动,火焰与工件有可能直接接触,操作不当时易造成工件过烧现象,但结构简单,施工方便,目前被广泛采用。图12-39所示为旋流井式炉炉膛截面示意图。
(2)循环式结构 烧嘴沿切线方向安装,烧嘴喷口前方建立一个带有吸入口的循环烟道,烧嘴喷出的高速气流吸入部分炉气(烟气),使燃烧气体温度因混入炉气而有降低并提高了气体运动速度,对防止工件过烧、增强对流传热、均匀炉温有利。
图12-40所示为循环井式热处理炉简图,性能数据见表12-12。

图12-39 旋流井式炉炉膛截面示意图
(3)马弗式结构 在炉膛内用耐火砖砌一环形保护套,使炉内火焰不与工件接触,此类炉型适用于低温热处理加热。图12-41所示为带马弗井式热处理炉简图,性能数据见表12-13。
马弗式炉炉体较笨重,燃料消耗量较大,升温速度也慢,虽具有炉温稳定、工件不被过烧等优点,但由于耐火砖保护套的热惰性大,因而改变炉温或调整炉内温差的迟滞性明显。用耐热钢作保护套可改善上述缺点。
表12-12 循环井式热处理炉性能
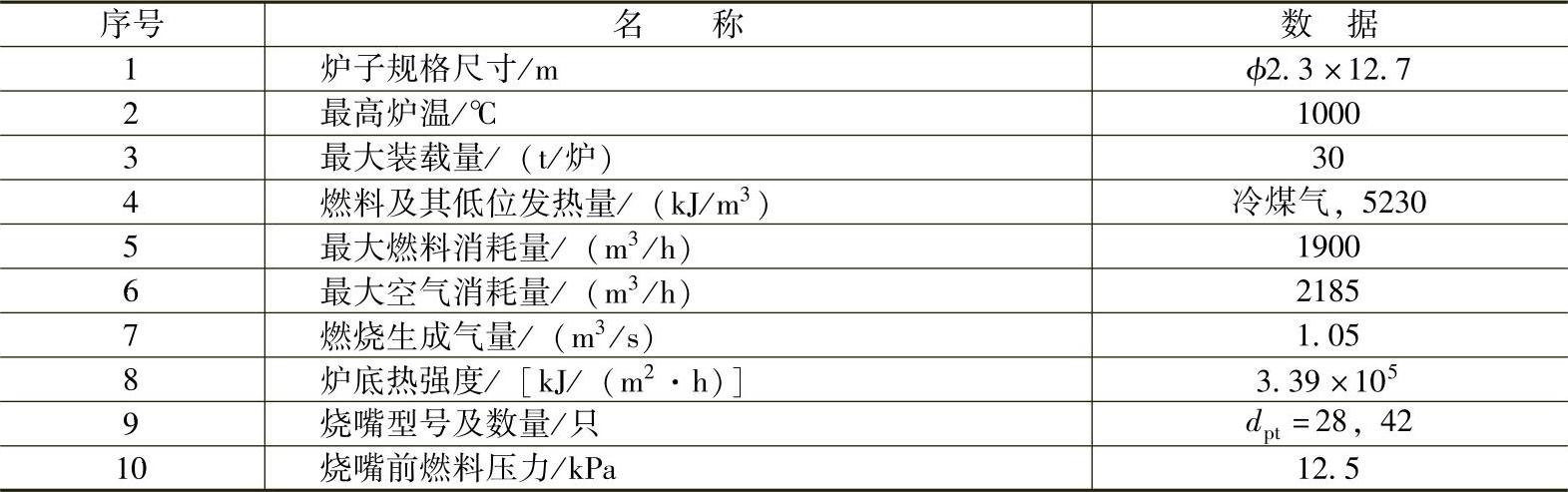
注:1.井式炉炉底面积按炉高纵截面面积计算。
2.为了提高节能效果,本炉型可采用较少数量的高速烧嘴代替42只dpt=28喷射式烧嘴,用耐火纤维炉衬或高强度超轻质耐火砖炉衬代替重质砖炉衬。
3.表内气体量为标准状态下数据。
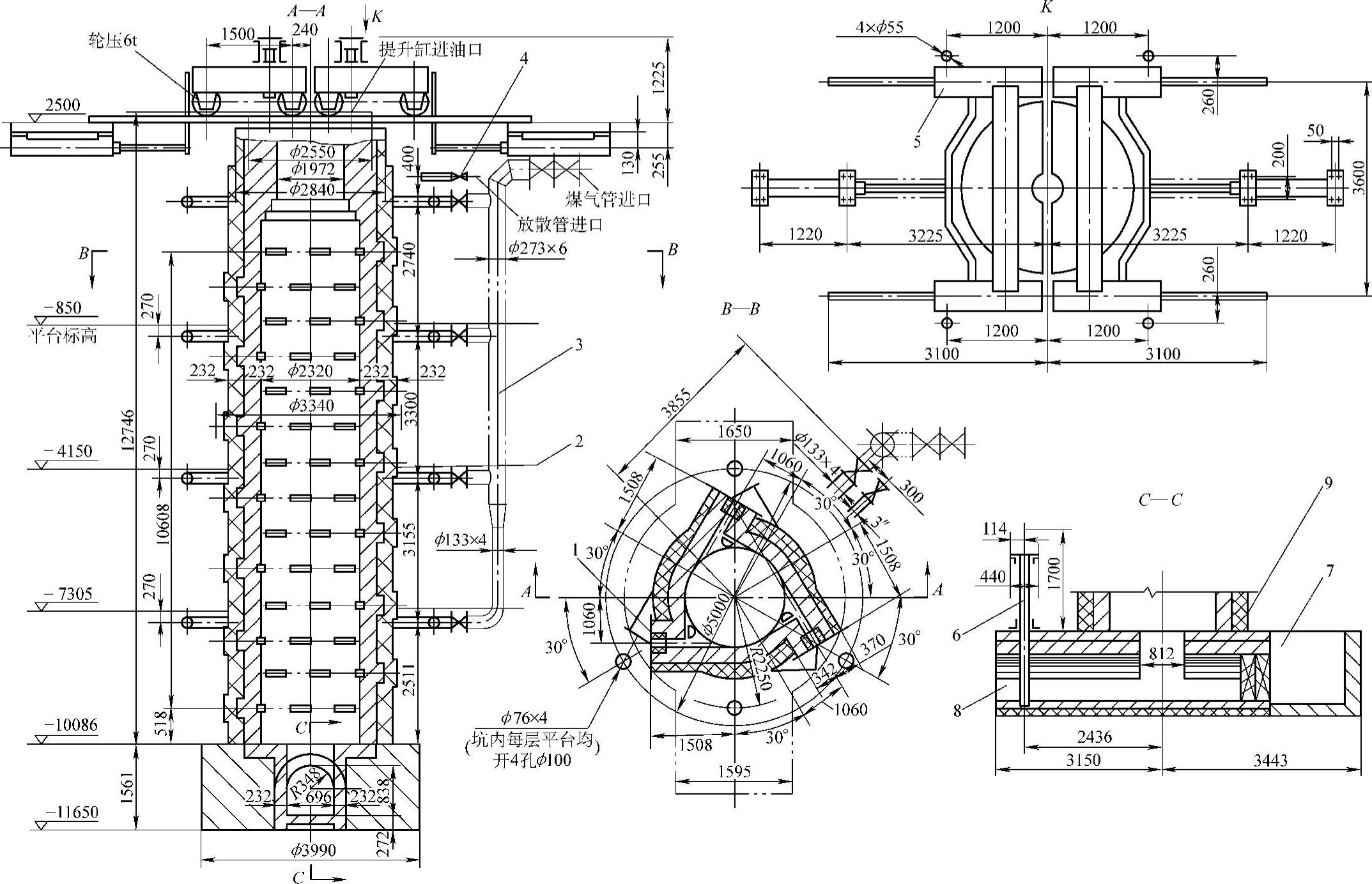
图12-4O 循环井式热处理炉简图
1—烧嘴砖 2—平台 3—煤气管道 4—放散管 5—炉盖 6—烟道闸 7—检查口 8—烟道 9—炉壳

图12-41 带马弗井式热处理炉简图
1—烧嘴砖 2—平台 3—煤气管道 4—煤气放散管 5—炉盖 6—烟道闸门 7—检查口 8—马弗 9—炉壳
表12-13 带马弗井式热处理炉性能
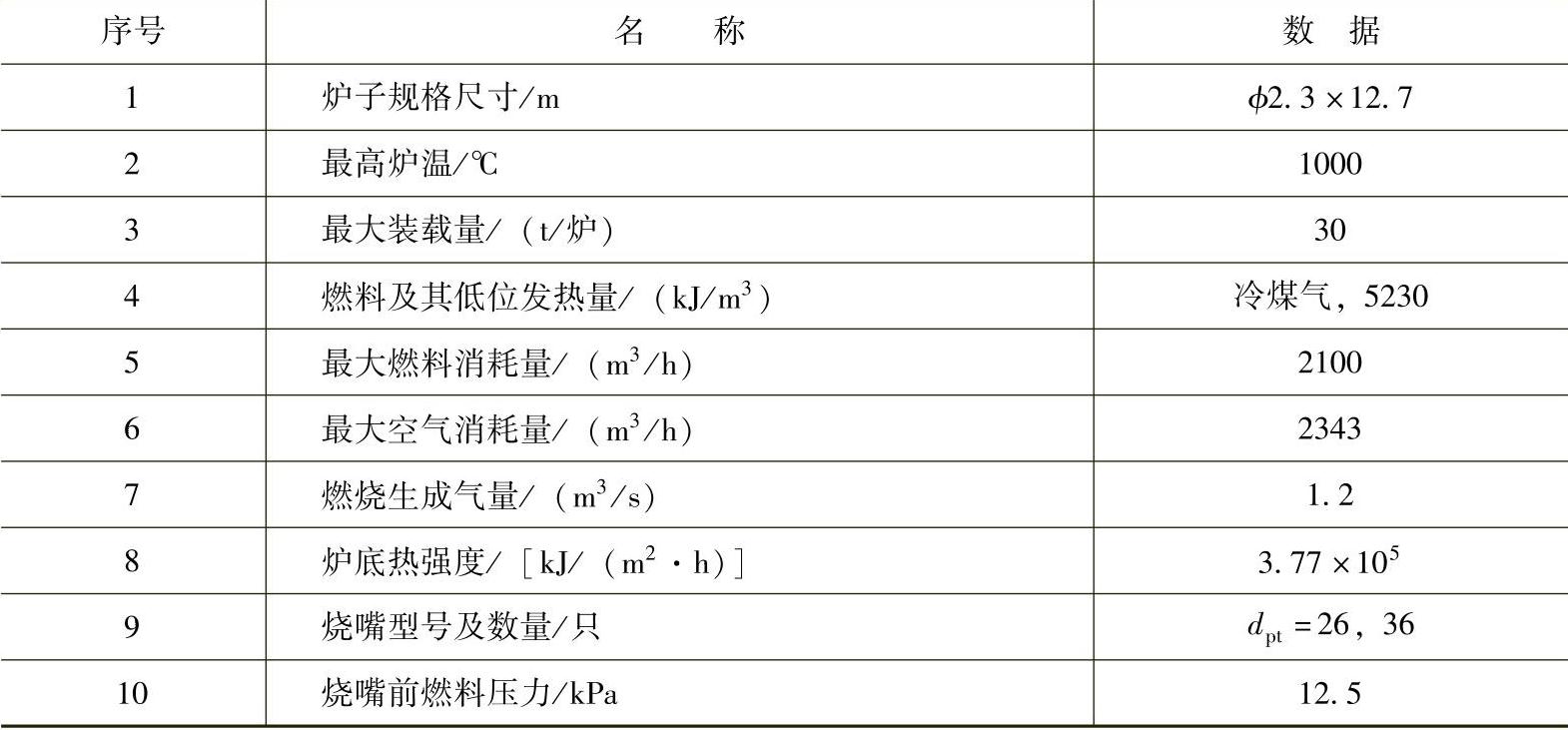
注:表内气体量为标准状态下数据。
2.排烟方式
(1)下排烟(图12-42)下排烟的特点是:(https://www.xing528.com)
1)炉膛顶部维持零压或微正压,炉口处可以不吸入冷空气,但炉膛全深密闭性要好,以防从不严密处吸入冷空气。
2)由于炉膛顶部不设排烟口,炉口的无效操作区减小,从而可缩短吊具长度,对降低炉身高度及厂房高度有利。
3)下排烟方式需克服炉内高温气体的几何压力,因而需建立较高的烟囱。

图12-42 井式炉排烟方案
a)炉身在地面以下的下排烟方案 b)炉身在地面以上的下排烟方案 c)上、下排烟方案
(2)上、下排烟 炉膛深度很大,例如大于20m,为了减少排烟阻力,降低烟囱高度,可考虑上、下排烟方案,如图12-42c所示,其特点是:
1)可将炉膛压力零压线调整到炉膛中部附近,能利用炉内部分几何压力,从而减少排烟阻力。
2)炉口排烟口处为负压,不冒火。炉口处可吸入冷空气,降低了炉口区温度,对炉盖起保护作用。同时,冷空气经炉口区排烟口进入烟道,因而不会渗入炉膛氧化工件。
3)由于炉口设置排烟口,使炉口处有一段带氧化气氛的低温区,不能用于加热工件,因而增加了炉身高度并相应使吊具加长。
4)采用上、下排烟时,需适当缩小上部排烟口及烟道的尺寸,使上部烟道阻力大于下部烟道的阻力,以扩大上部烟道闸门的调节范围。
目前井式炉多采用下排烟方式,特殊情况下采用上、下排烟方式,不采用单独上排烟方式。
3.炉口结构
炉口大小应根据最大工件直径(或装料直径)并考虑到工件与炉口内壁之间应留有的间距,尽量选取较小的炉口直径以缩小炉盖尺寸,从而减小炉盖传动机构的功率。炉口直径可按下式确定:
炉口直径=最大工件直径+2(100~150)mm
图12-43所示为下排烟带马弗的井式炉炉口结构局部示意图,图12-44所示为井式炉炉盖结构局部示意图。
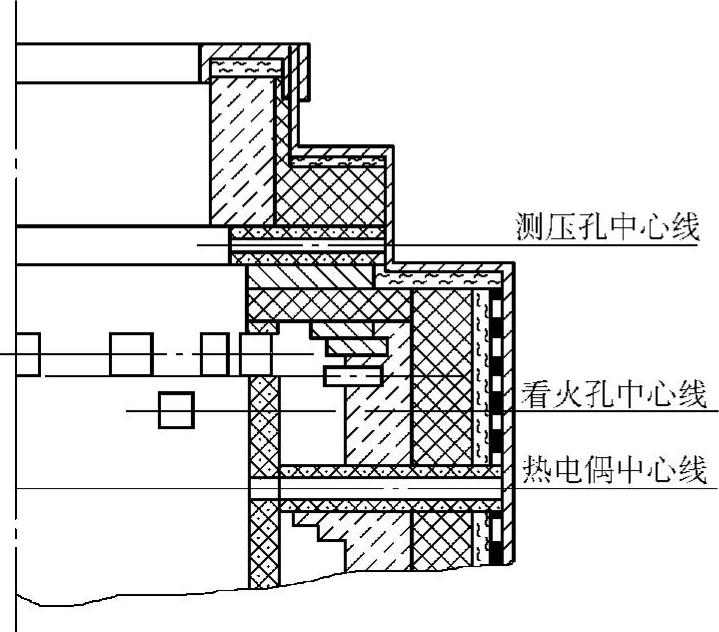
图12-43 下排烟井式炉口结构局部示意图

图12-44 井式炉炉盖结构局部示意图
1—炉盖 2—砂封 3—炉盖滚轮 4—支撑梁
炉盖分为左右两半,多为倾斜接缝。炉盖的启闭可采用机械或液压传动,目前多采用液压传动。液压传动机构的动作顺序是:左右炉盖提升(左炉盖在斜缝下,则右炉盖先提升1s)→左右炉盖同时外移→装卸料→左右炉盖同时内移→左右炉盖下降(靠炉盖自身质量完成,左炉盖下降1s)。此为一个动作循环。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。