



台车式炉属于间歇式变温炉,炉膛不分区段,炉温按规定的加热程序随时间变化,用于钢锭(或钢坯)锻前加热或工件热处理加热。
台车式炉的结构特点是:炉底为一可移动台车,加热前台车在炉外装料,加热件需放在专用垫铁上,垫铁高度一般为200~400mm。加热时,由牵引机构将台车拉入炉内;加热后,由牵引机构将台车拉出炉外卸料。
台车式炉按热工制度分为台车式加热炉和台车式热处理炉;按燃烧室或烧嘴布置方式分为侧燃式、底燃式及循环式等类型。
台车式炉炉内温度位差(炉温与加热件表面温度之差)不大,因而加热速度慢。炉子通常是变温间断操作,炉体蓄热损失大。此外,台车砂封不易严密,台车出炉时热损失大,因而炉子热效率不高。砖砌台车式加热炉的热效率为15%左右,但是用耐火纤维炉衬并且自动控制的热处理炉其热效率可高达40%左右。
图12-8所示为砖砌台车式加热炉的炉型简图,主要结构尺寸及性能见表12-8及表12-9。
表12-8 砖砌台车式加热炉结构尺寸 (单位:mm)
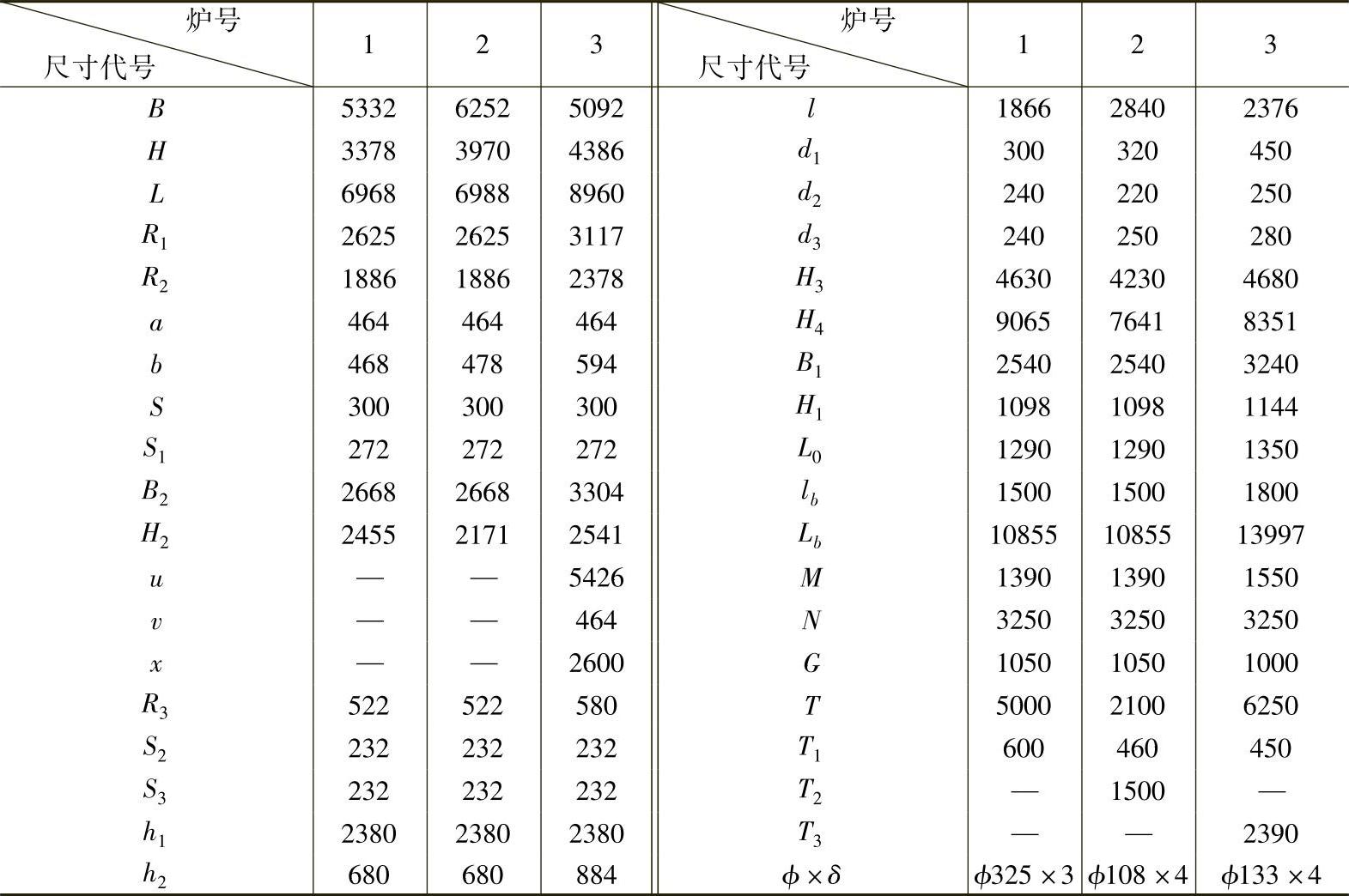
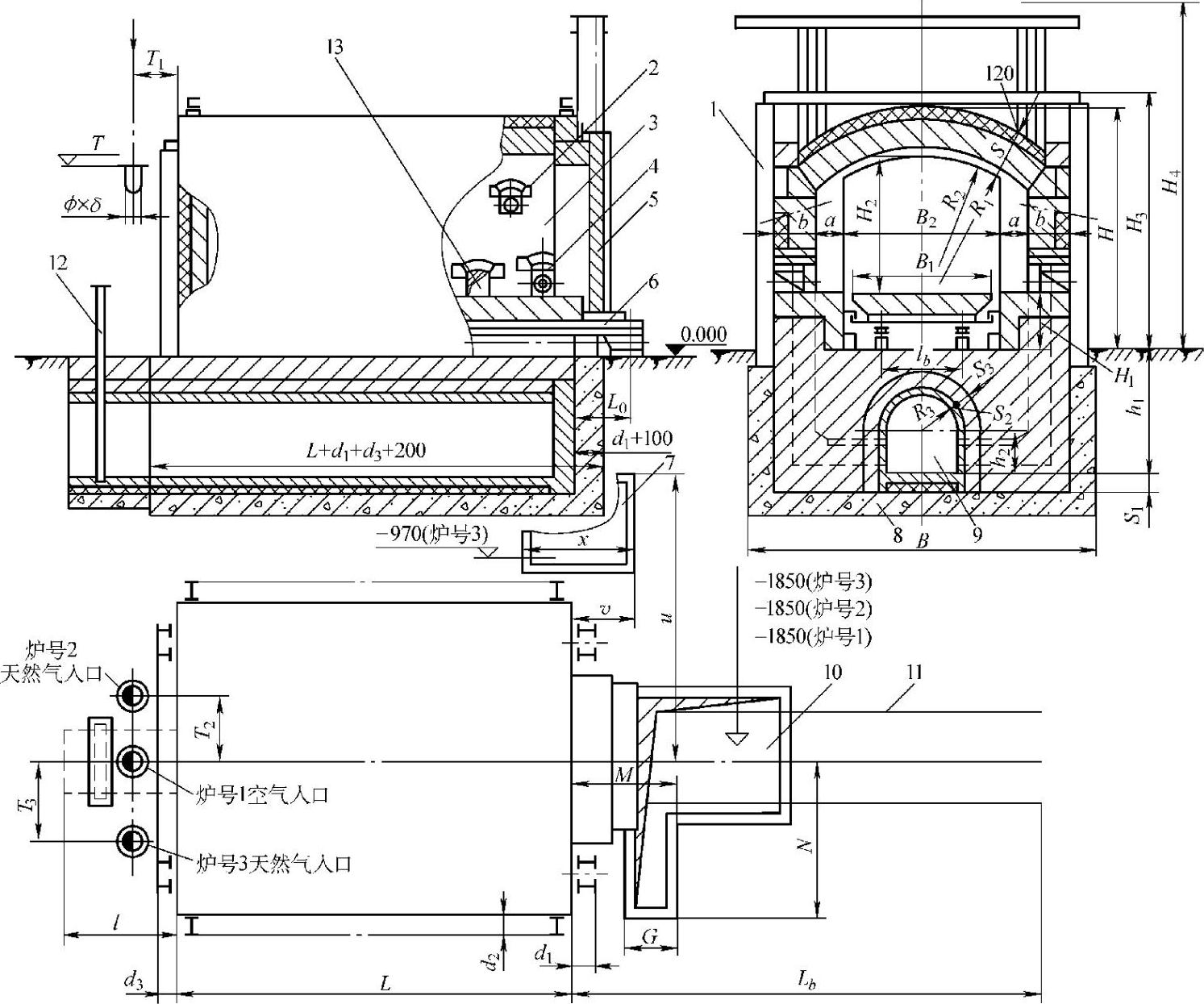
图12-8 砖砌台车式加热炉简图
1—炉架 2—上排烧嘴 3—炉膛 4—下排烧嘴 5—炉门 6—台车 7—炉门升降机构地坑 8—基础 9—烟道 10—台车牵引机构地坑 11—轨道 12—烟道闸门 13—排烟口(https://www.xing528.com)
表12-9 砖砌台车式加热炉性能
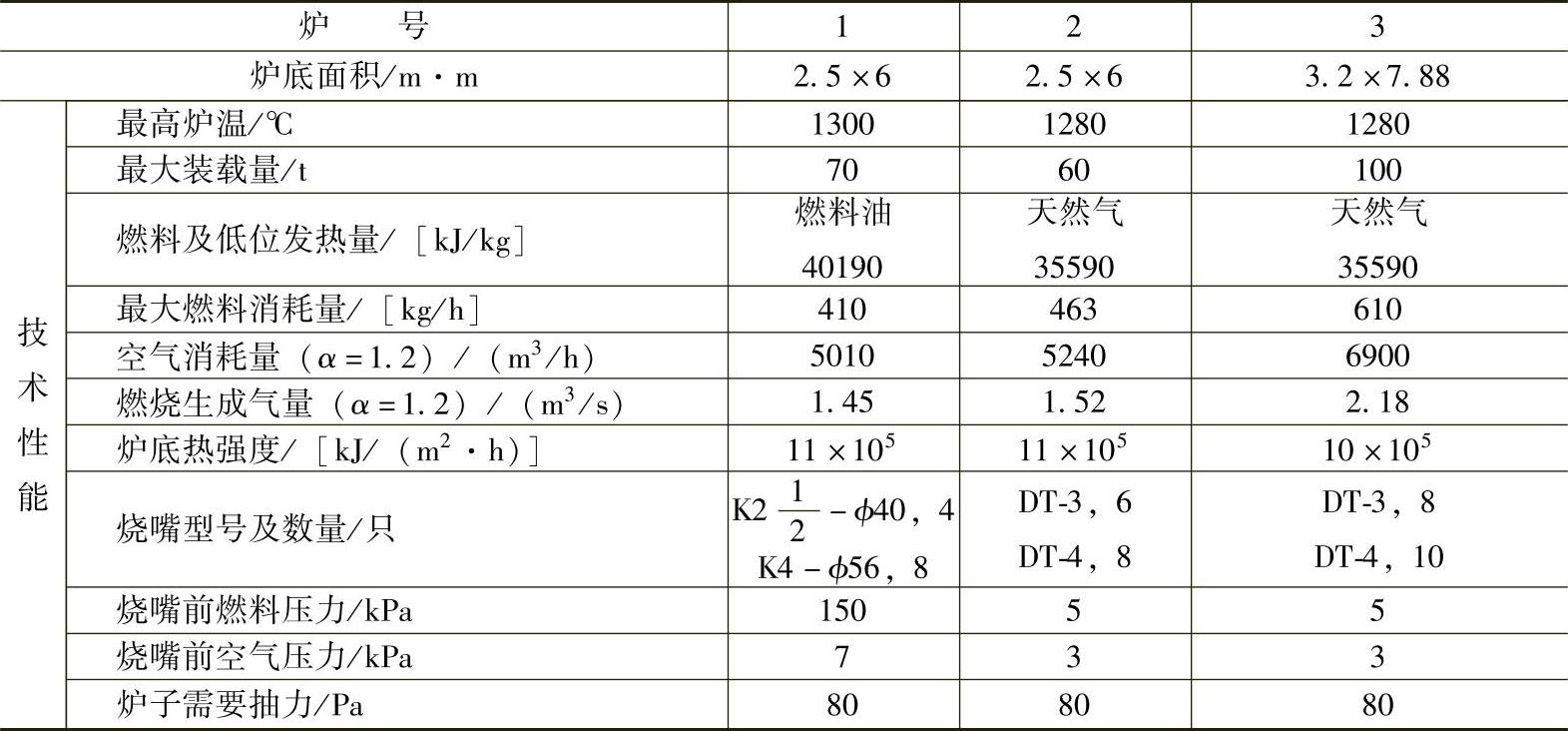
注:表内气体量为标准状态下数据。
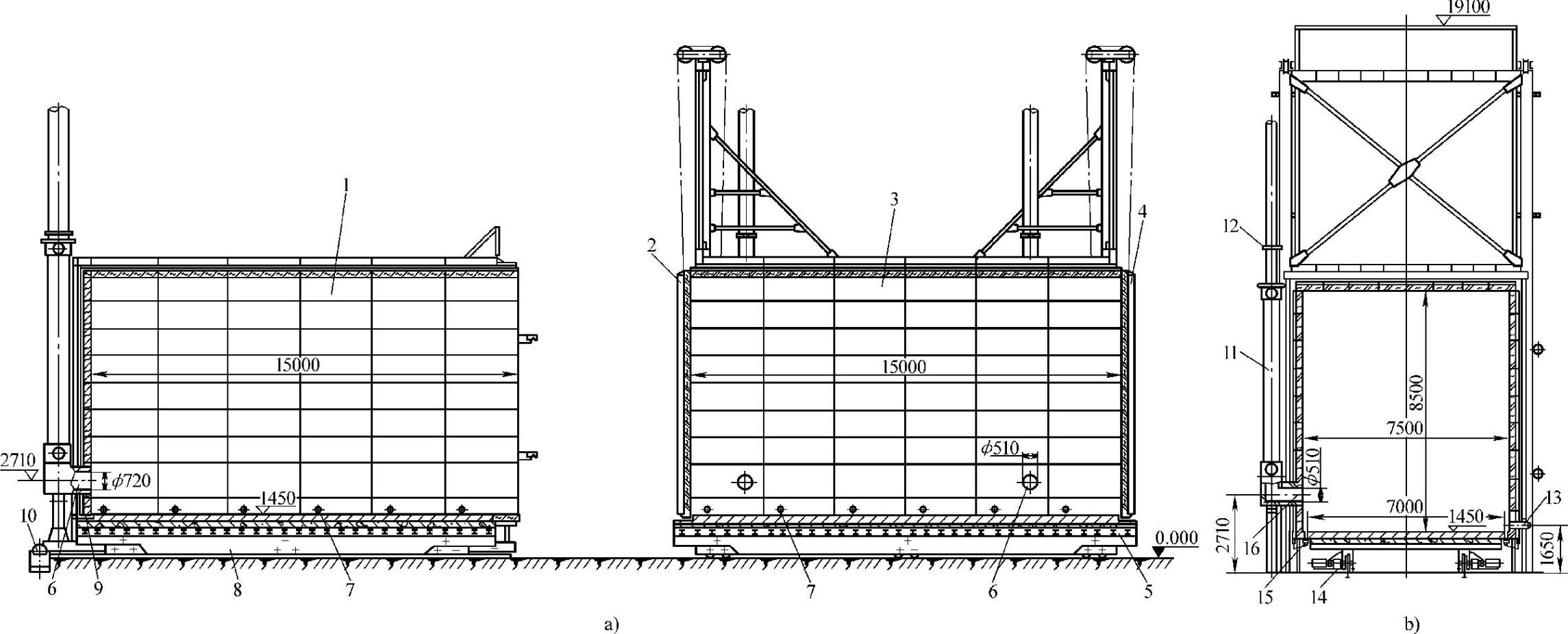
图12-9 7m×30m耐火纤维炉衬台车式热处理炉
a)纵剖面图 b)横剖面图
1—后半炉 2—后炉门 3—前半炉 4—前炉门 5—前台车 6—排烟孔 7—高速烧嘴 8—后台车 9—台车后端密封 10—后半炉身驱动机构 11—空气预热器 12—烟囱 13—高速烧嘴 14—台车牵引机构 15—台车侧面密封 16—排烟孔
图12-9所示为7m×30m大型耐火纤维炉衬台车式热处理炉简图。为了适应加热不同热处理工件的需要,炉子设计成既可整个炉子使用(炉长30m,最高炉温950℃),也可以半个炉子使用。此时将后半部分炉身向后移开,然后放下悬挂在前半炉身上的后炉门并使其与前半炉身紧密结合,形成一个长15m的炉子,最高使用温度为1100℃。由于温度不同,选用的炉衬材料也不相同:前半部分炉身及前后炉门选用了高铝耐火纤维毡,后半部分炉身则使用普通硅酸铝耐火纤维毡。炉衬厚0.18m,炉衬结构采用预制炉墙板组装而成。这种预制炉墙板是先用角钢(或槽钢)焊成矩形框架,再在内侧焊上钢板网,然后以水玻璃泥浆为粘结剂在钢板网上竖向粘贴上耐火纤维毡而成。
整台炉子配用24个燃轻柴油高速烧嘴,前后半炉各12个,全部布置在近台车面处,每个烧嘴每小时最大燃油能力为50kg。整台炉子配有前后两台电动台车,每台台车最大装载能力为300t,台车用低压电驱动。炉门及台车四周,采用了耐火纤维软密封装置并设有压紧机构。炉子采用上排烟方案:整台炉子共有六个排烟孔(前半炉侧墙上四个,后半炉后墙上两个),均布置在烧嘴平面之上,不妨碍烧嘴布置,烟气排入带肋片辐射筒状空气预热器,热风温度达炉温的30%~40%。台车表面层用(QN)-1.3轻质耐火粘土砖与普通耐火粘土砖交错砌成,减少了台车表面的蓄热损失。炉子还采用了微处理机控制,实现了空燃比自控、炉膛压力自控及炉温程序控制。投产后实测炉内保温期温度差为±7℃,炉子生产率为100kg/(m2·h)时,加热金属单耗仅863kJ/kg,相当于加热金属热效率为41%。扣除垫铁质量(平均占25%)后,加热工件热效率为31%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。