



机械行业的一些专业制造厂,如汽车、拖拉机、机车车辆厂等所使用的二段或多段连续式加热炉、推杆式炉、输送带(链)式炉、步进式炉、振底式炉、环形炉等在热工制度上都属于连续式炉。
1.热工制度及炉膛基本尺寸的确定
连续式炉热工制度的特点是炉膛全长分成几个温度区段。当炉膛全长分为预热段、高温段(加热段)两个温度区段时,称为二段连续式炉;沿炉膛全长分为预热段、高温段、均热段三个温度区段时,称为三段连续式炉;有的连续式炉设置两个高温段则称为四段连续式炉。根据不同加热工艺的要求,或者为了提高加热效率,连续式炉又分成上加热、上下加热、一供热段和多供热段的不同结构形式。图3-16为常用的二段或三段连续式炉炉温和钢材温度的分布图。
连续式炉按温度制度分逆流式和顺流式两种。被加热钢材与炉气逆向运动时为逆流式;反之为顺流式。逆流式炉是目前工业生产中广泛使用的炉型,因为在这种炉型内钢材与炉气间的温度位差较小,既适用于加热普通碳素钢,也适用于加热合金钢,而且高温段内的高温炉气流经预热段后,物理热被部分利用,炉气温度也降低到适于装设一般预热器的要求。连续式加热炉预热段末端的炉气温度一般控制在800~1100℃范围内。
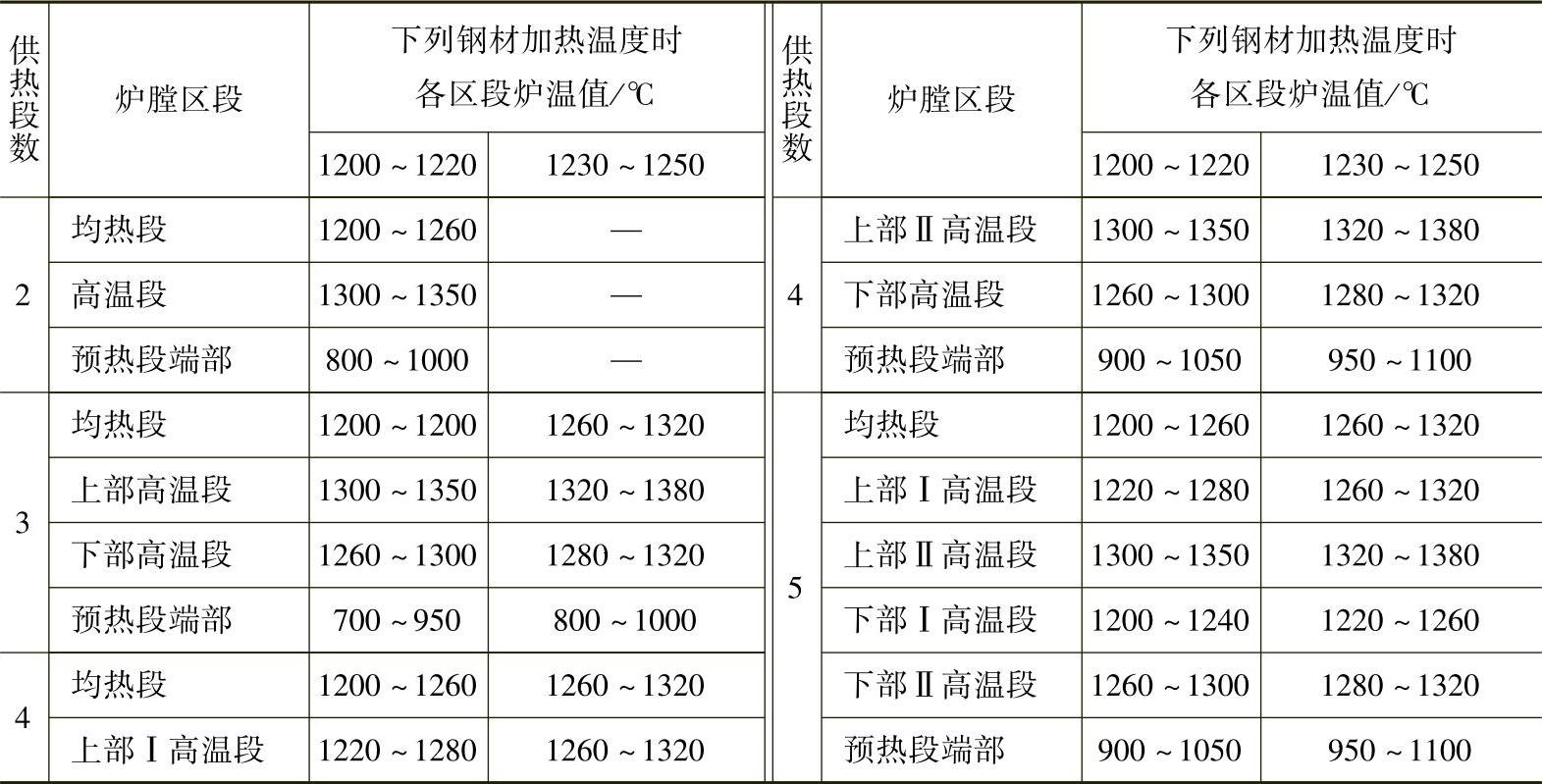
加热普通碳素钢时炉内各区段规定的炉温值见表3-17。表中所列各区段的释意为:按钢材沿炉底移动方向依次编为预热段,高温段或上部第Ⅰ高温段,上部第Ⅱ高温段,下部第Ⅰ高温段,下部第Ⅱ高温段和最后的均热段。
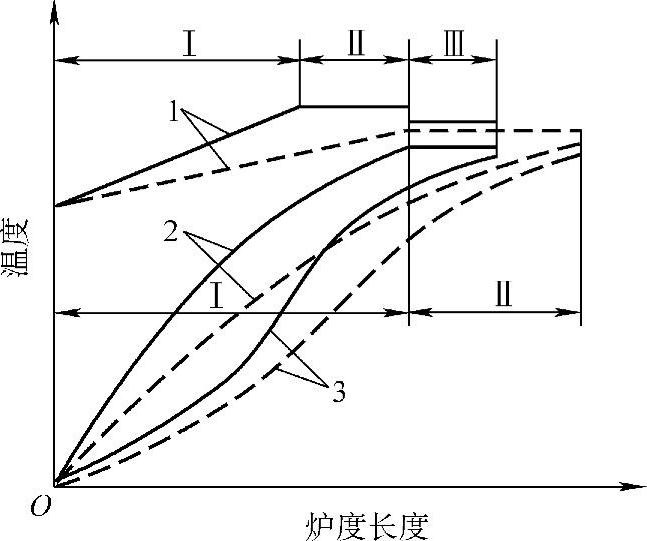
图3-16 二段(---)或三段(———)连续式加热炉炉温与钢材温度的分布图
1—炉温 2、3—钢材表面和中心温度
Ⅰ—预热段 Ⅱ—高温段 Ⅲ—均热段
表3-17 加热普通碳素钢时炉内各区段规定的炉温值
2.计算段的选择
计算钢材加热时间时要将炉膛划分成几个计算段,各计算段的尺寸边界要与炉膛温度区段设想的边界相吻合,即钢材在前一区段的最终温度应是下一区段的起始温度。各计算段内的炉温状况是:如为预热段和高温段,炉温可视为随时间作线性变化;如为均热段,可视为恒温;如高温段分成Ⅰ、Ⅱ两段时,第二高温段可视为恒温。各计算段内钢材与炉气的各项热工参数均取平均值。
3.有效炉底长度计算
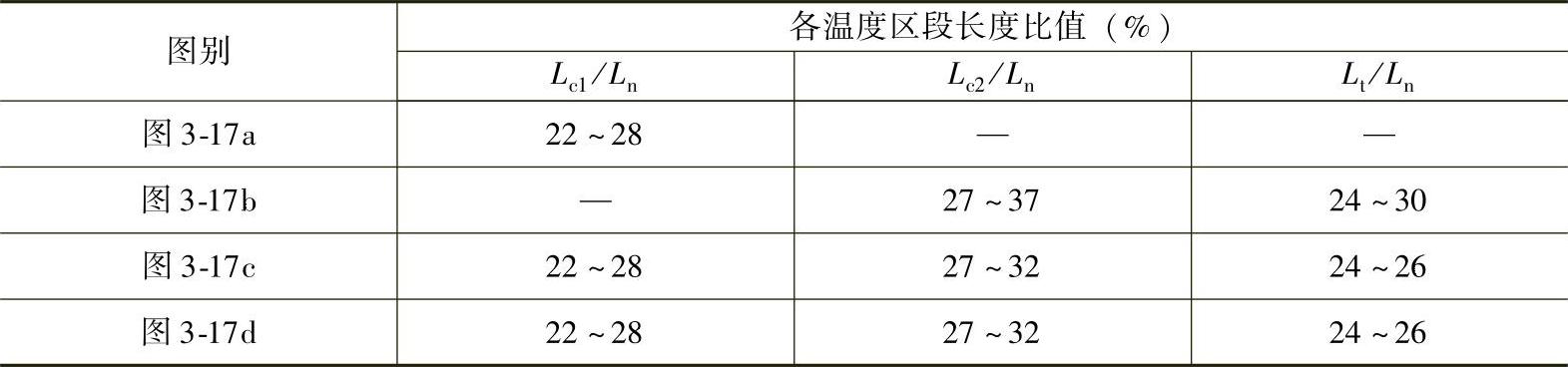
连续式加热炉结构类型如图3-17所示,各温度区段占有效炉底长度比值见表3-18。
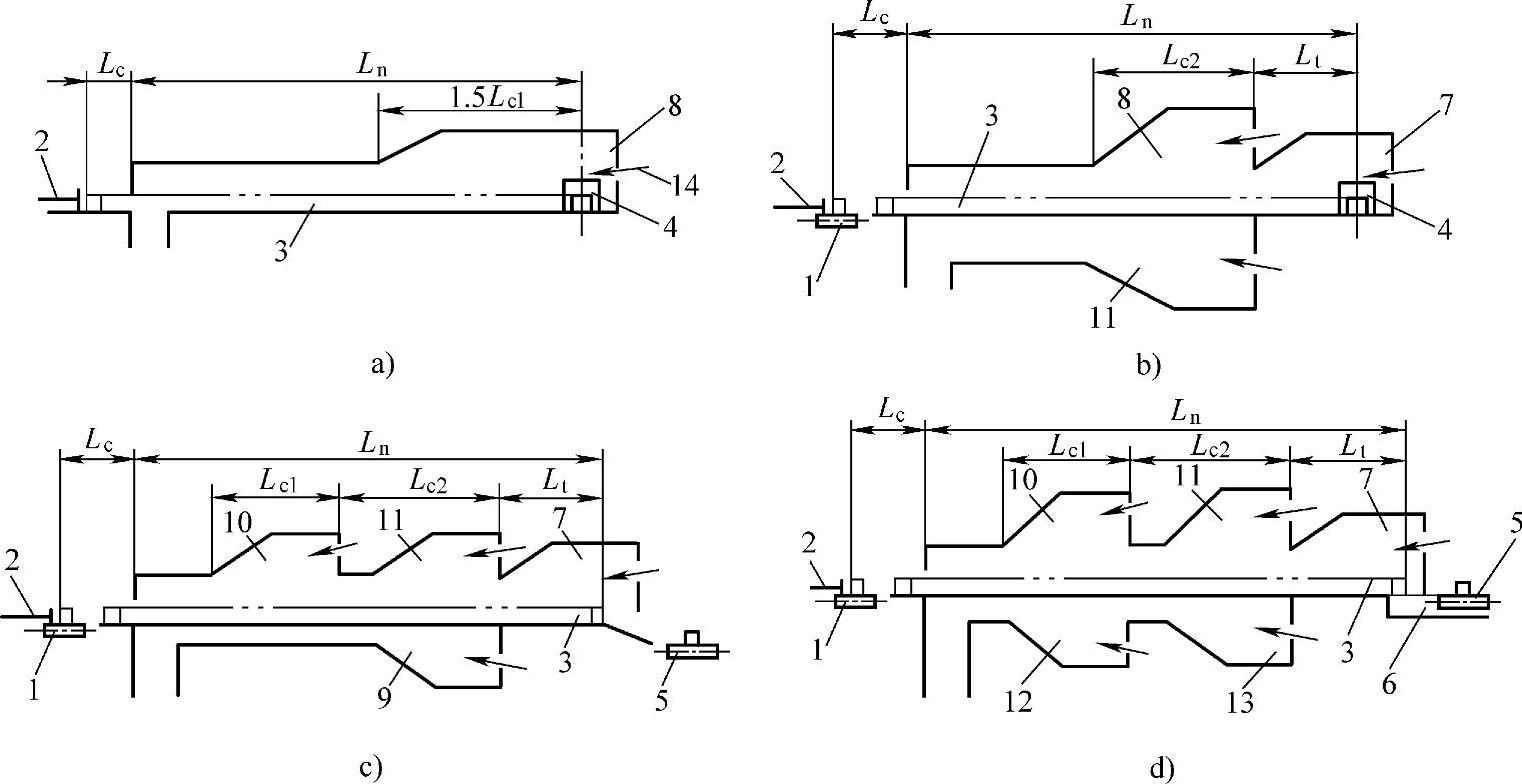
图3-17 连续式加热炉结构类型
a)一供热段、无下加热、侧出料二段连续式炉 b)三供热段、有下加热、侧出料三段连续式炉 c)四供热段、有下加热、端出料四段连续式炉 d)五供热段、有下加热、端出料四段连续式炉
1—装料辊道 2—推钢机 3—被加热钢坯 4—出料门 5—出料辊道 6—出料机推杆 7—均热段 8—高温段 9—下部高温段 10—上部Ⅰ高温段 11—上部Ⅱ高温段 12—下部Ⅰ高温段 13—下部Ⅱ高温段 14—烧嘴
表3-18 各温度区段占有效炉底长度比值
有效炉底长度Ln(m)是炉子总长度的一部分,按式(3-24)计算。
Ln=Ab/(nGϕ) (3-24)
式中 A——炉子装载量(t);
b——钢坯宽度(m);
n——炉底宽度方向钢坯排数;
G——钢坯质量(t);(https://www.xing528.com)
ϕ——有效炉底长度内钢坯填充系数。
当加热方钢坯时,式(3-24)写为
Ln=A/(nδlρϕ) (3-25)
式中 δ——钢坯厚度(m);
l——钢坯长度(m);
ρ——钢坯密度(t/m3),对于碳素钢ρ=7.85t/m3;对于镇静钢ρ=7.8t/
m3;对于沸腾钢ρ=7.2t/m3;对于商品钢锭ρ=6.8t/m3。
4.炉子推料长度
推料长度L=Lc+Ln
沿水平炉底推方钢坯时 L≤200δ (3-26)
沿水平炉底推扁钢坯时 L≤220δ (3-27)
炉子带预热段、炉底倾斜6°,或炉子无预热段、炉底倾料7°~8°推方钢坯时
L≤220δ (3-28)
式中 Lc——炉外推料长度(m);
δ——钢坯厚度(m)。
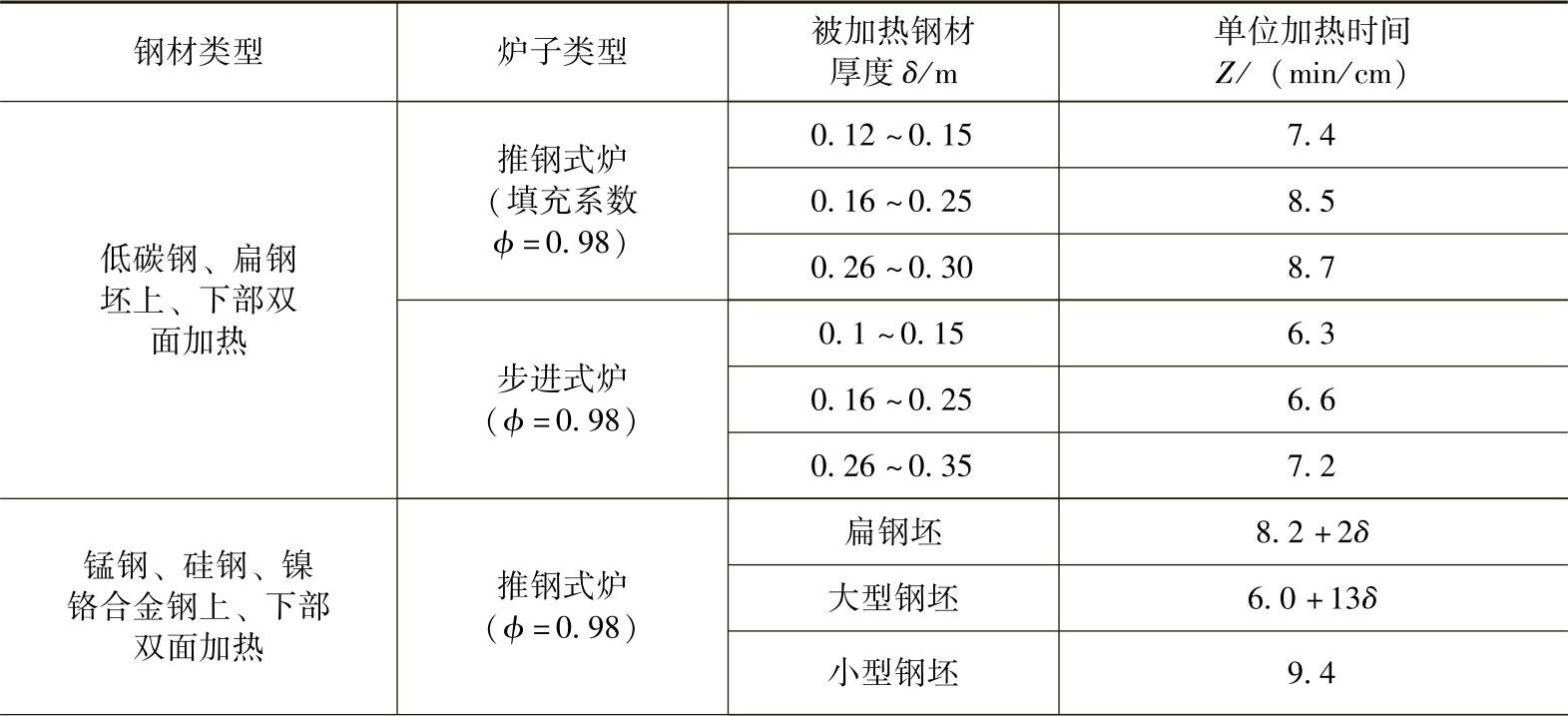
5.单位加热时间
采用生产中实际测出的单位加热时间可以比较准确地确定钢材在炉内的总加热时间τ(h)。
τ=Zδ/0.6 (3-29)
式中 Z——单位加热时间(min/cm),见表3-19;
δ——被加热钢材厚度(cm)。
已知总加热时间后,可按表3-18确定的各温度区段长度比值求得钢材在各区段内的加热时间。
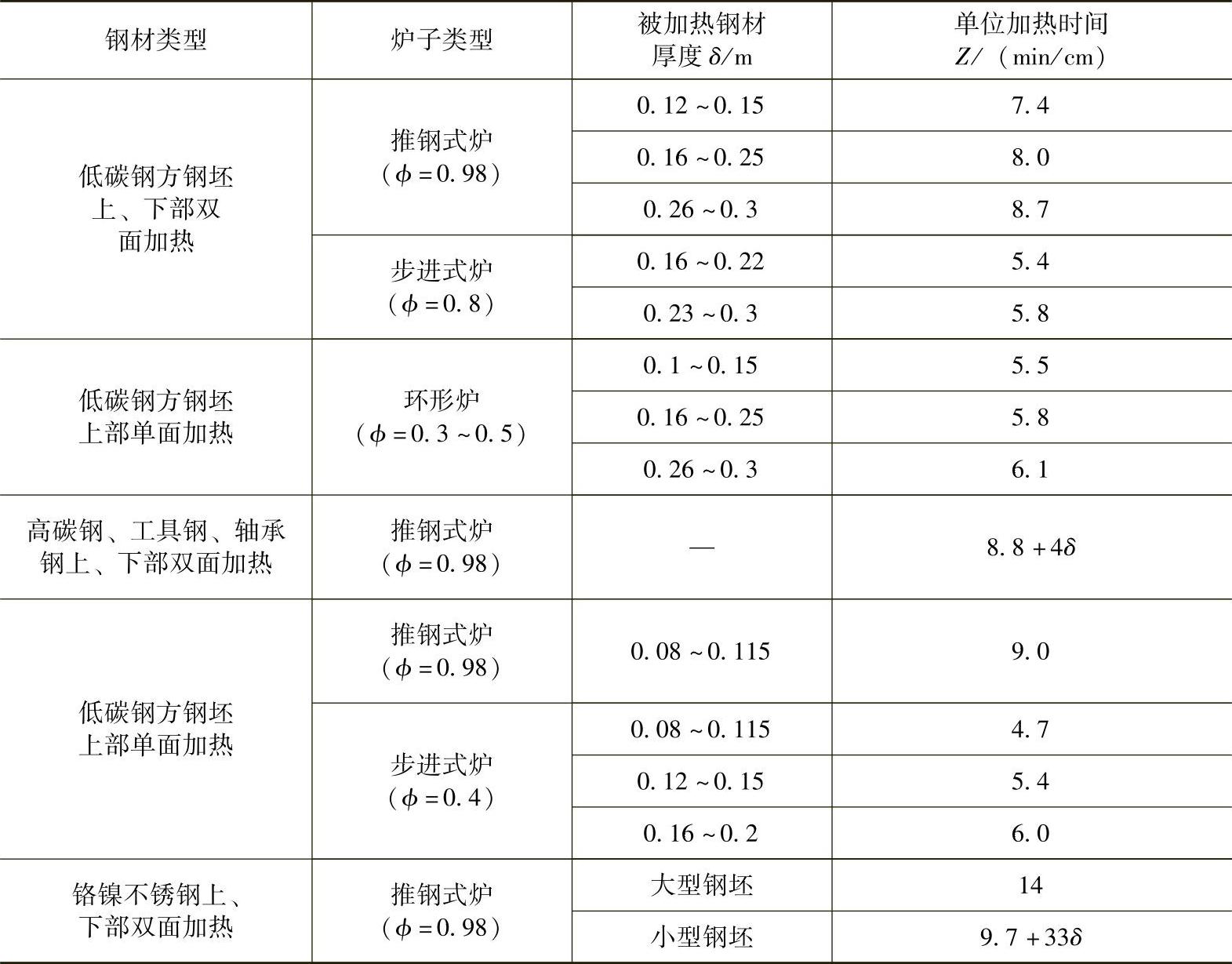
表3-19 在连续式加热炉内各类钢的单位加热时间
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。