



大型钢锭在常规台车式炉内的加热时间如图3-11~图3-15所示,钢锭尺寸见表3-15。图表的编制依据基于下列条件。
1)在台车式炉内加热。
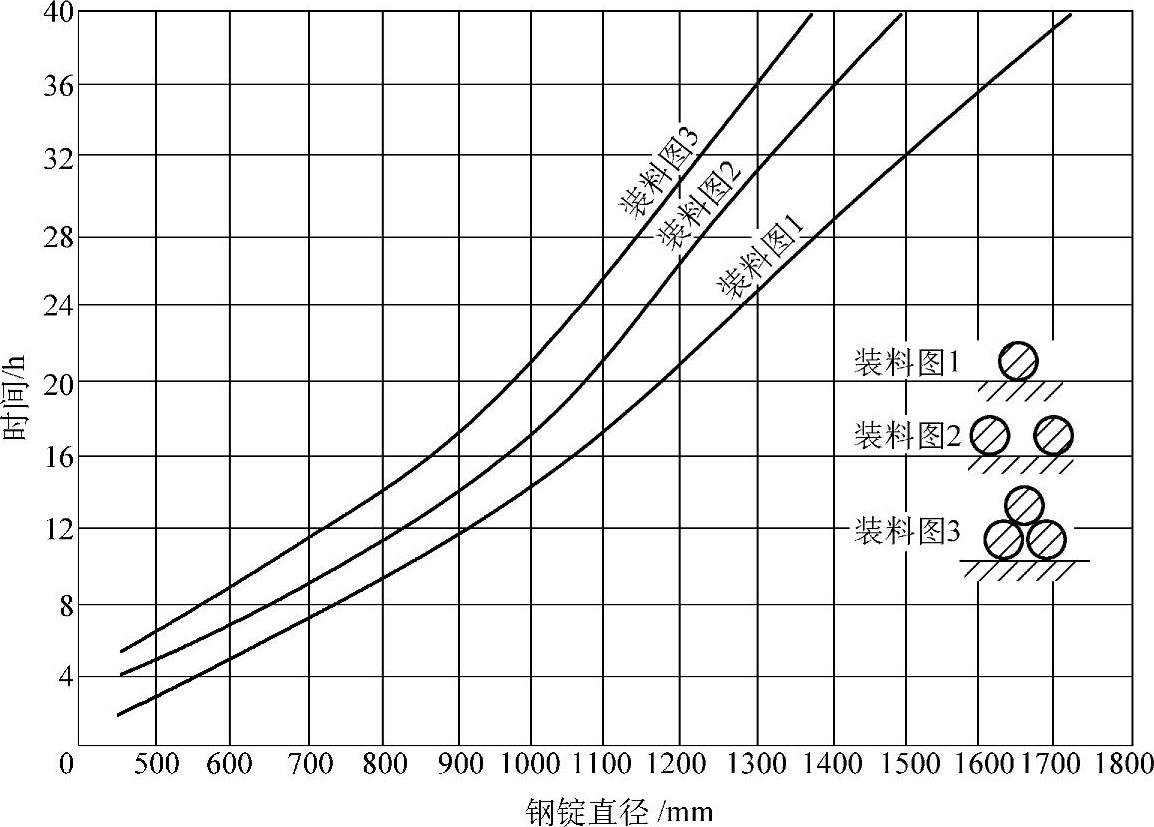
图3-11 钢锭初温20℃时冷钢锭加热时间(Ⅰ组牌号钢)
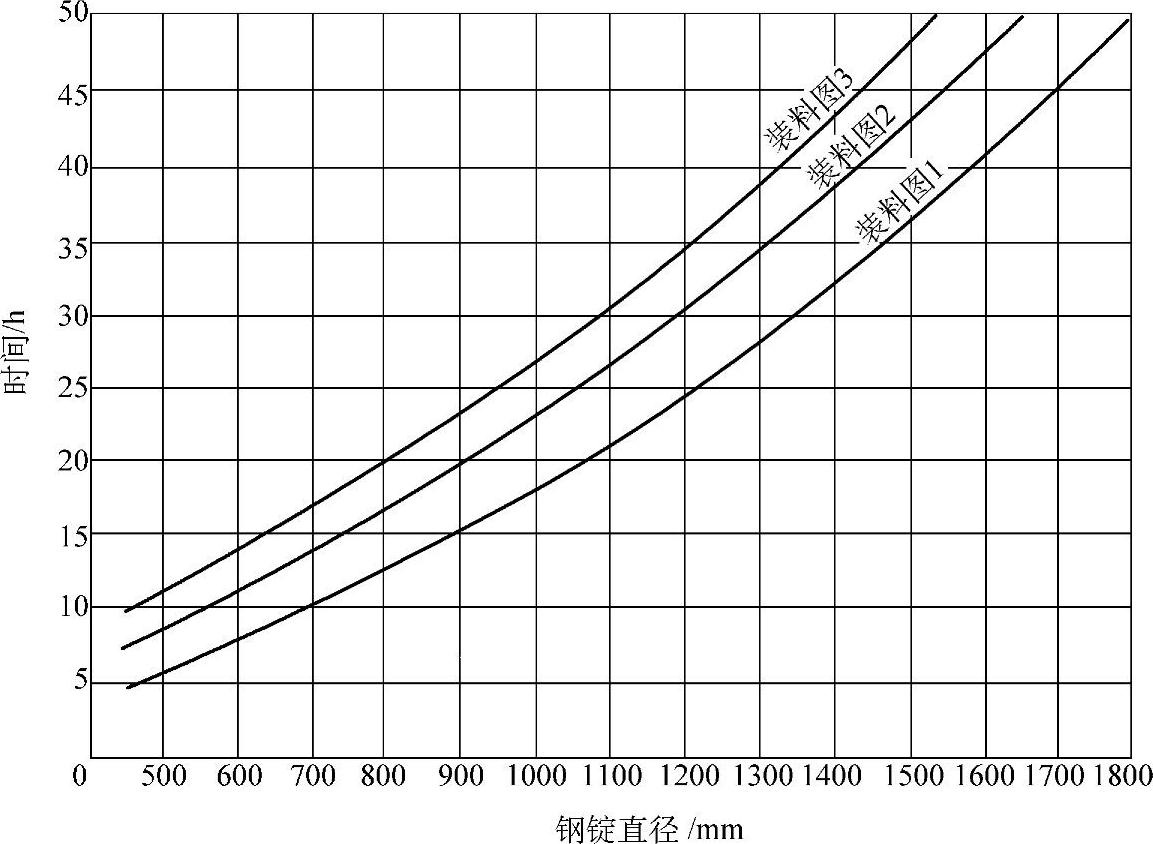
图3-12 钢锭初温20℃时冷钢锭加热时间(Ⅱ组牌号钢)
2)钢锭置于专用垫铁上,垫铁高度不低于200mm。
3)燃料为燃烧后不呈光亮火焰的发生炉煤气。
4)炉温1200~1250℃,钢锭加热温度为1150~1200℃。
5)炉底热强度为(0.6~3.5)×105W/(m2·h)。
6)钢锭放置图案分为以下三种:
装料图1——一个钢锭的加热。
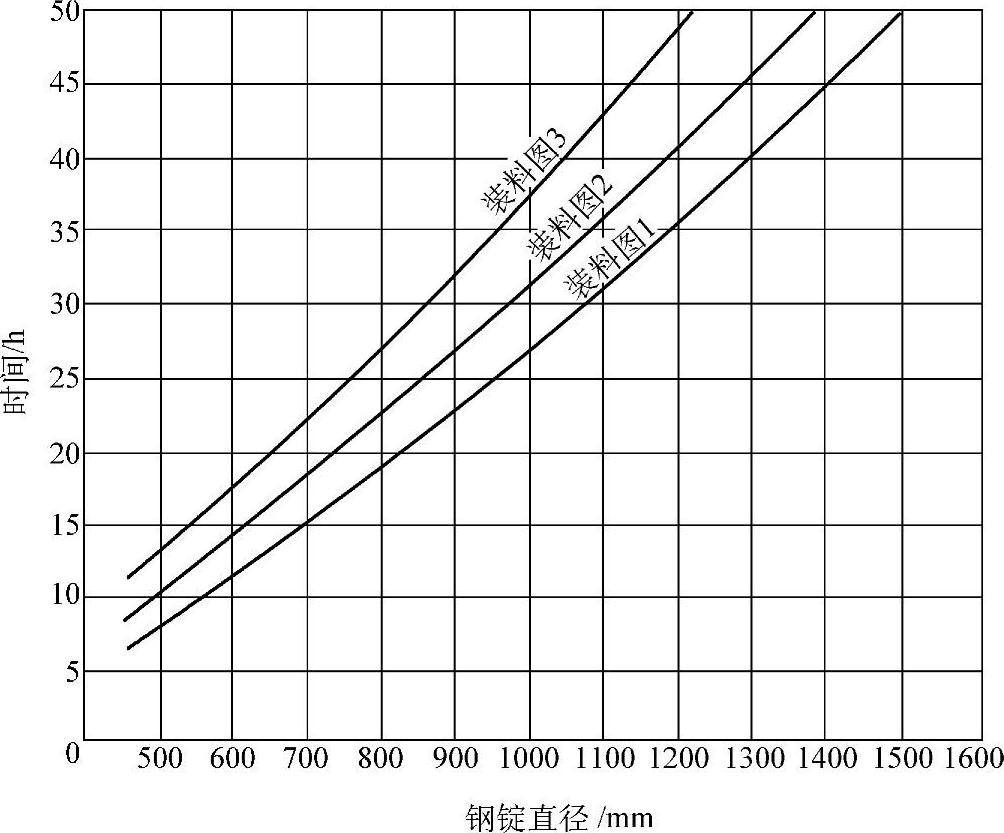
图3-13 钢锭初温20℃时冷钢锭加热时间(Ⅲ组牌号钢)
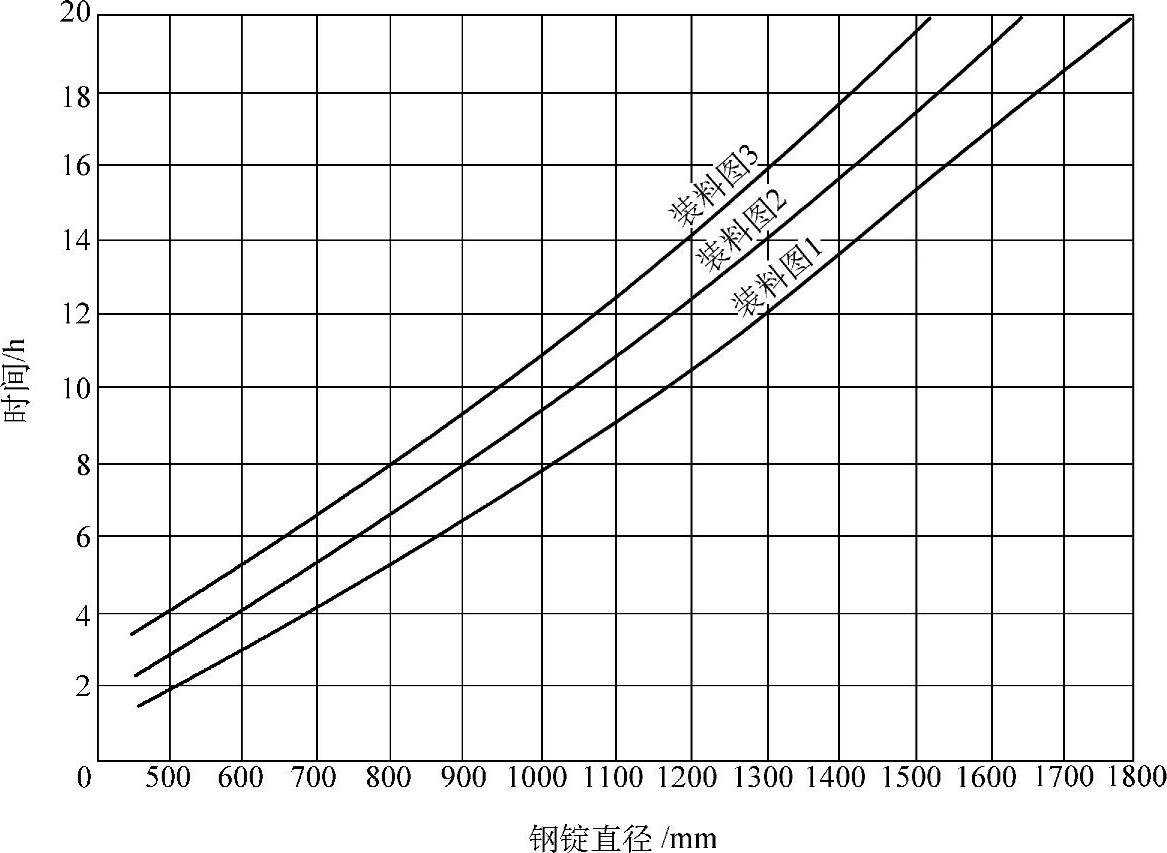
图3-14 钢锭初温650℃时热钢锭加热时间(Ⅰ组、Ⅱ组牌号钢)
装料图2——若干个钢锭放成一排加热。
装料图3——若干个钢锭放成两层加热。(https://www.xing528.com)
7)钢锭牌号分以下三组(元素成分均为质量分数):
Ⅰ组——碳素钢,w(C)=0.1%~0.45%,w(Cr)≈0.2%,w(Ni)≈0.3%;
Ⅱ组——低合金钢,w(C)=0.45%~0.55%,w(Cr)=0.2%~1.5%,w(Ni)=0.5%~1.5%;
Ⅲ组——合金钢,w(C)=0.3%~0.6%,w(Cr)=0.5%~1.5%,w(Ni)=1.4%~3.0%,w(Mo)=0.15%~0.3%。
8)加热时间包括:加热+均热。
图3-12所示Ⅱ组牌号钢冷钢锭的加热时间较为保守,实践证明可按Ⅰ组牌号钢的加热时间考虑。
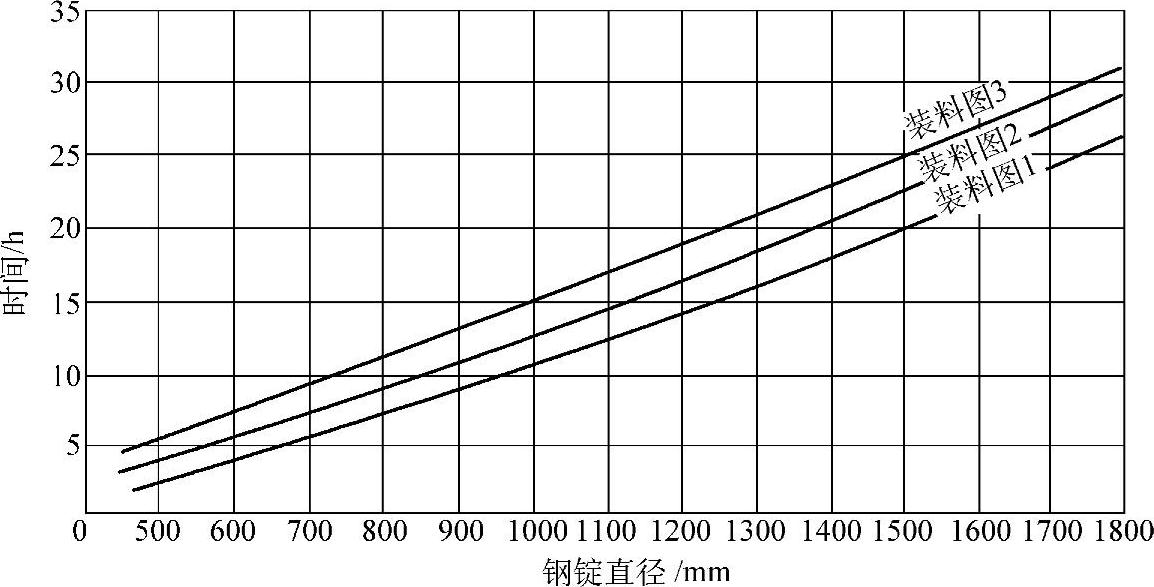
图3-15 钢锭初温650℃时热钢锭加热时间(Ⅲ组牌号钢)
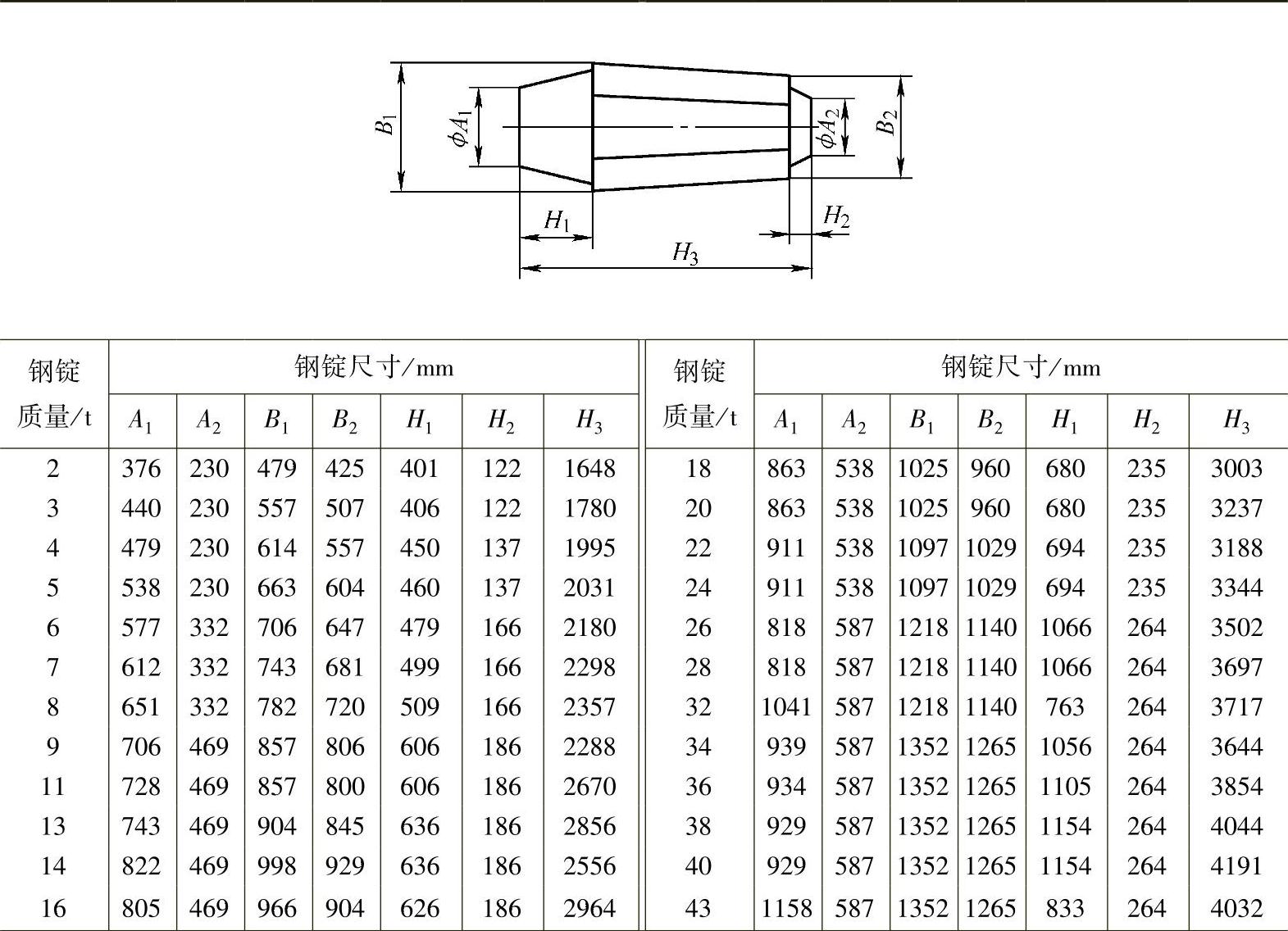
表3-15 钢锭尺寸参考表
(续)
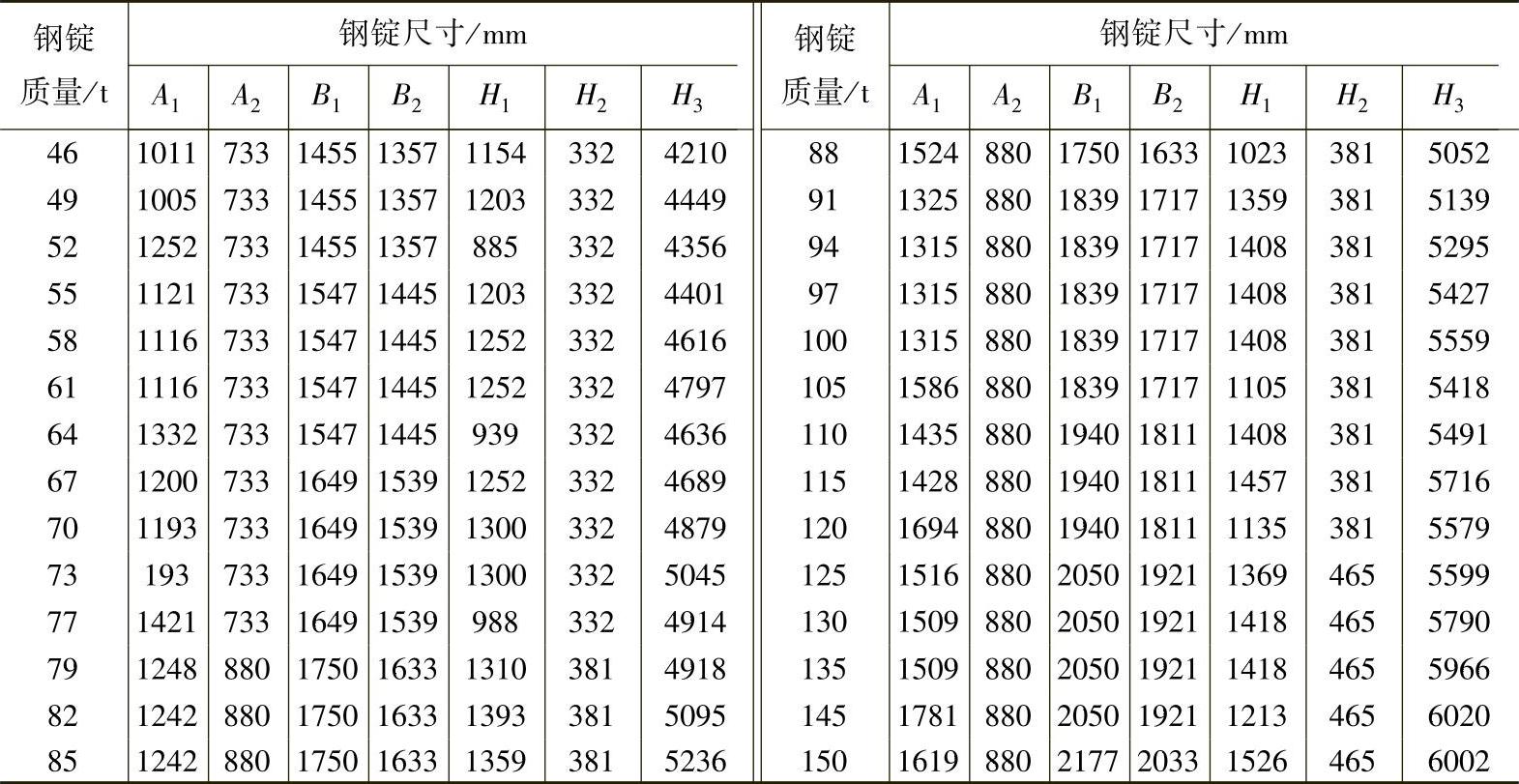
表3-16为现场实测加热时间与计算图表的对照数据,供查阅时参考。
表3-16 加热时间实测数据对照表
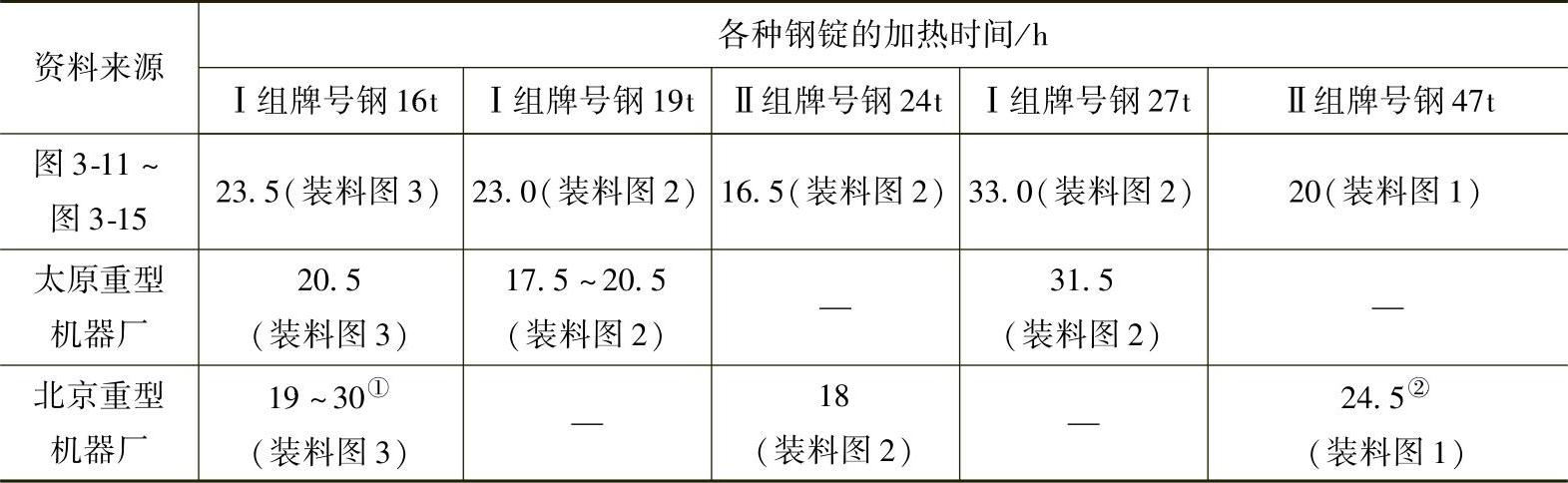
① 冷钢锭、热炉(装炉温度tl=700℃),加热时间19h;冷钢锭、冷炉(长期停炉后),加热时间30h。
② 热钢锭(620℃)、冷炉(短期停炉后),加热时间24.5h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。