



选用不同类型的燃烧装置决定着炉型结构。煤气烧嘴或油嘴在相互转变类型时,对炉型结构影响不大,但煤炉选型时随燃烧装置的不同却有根本性的变化。
采用人工加煤的普通煤炉由于燃烧室煤层较薄,燃烧过程很不稳定,其送风情况如图1-1所示。
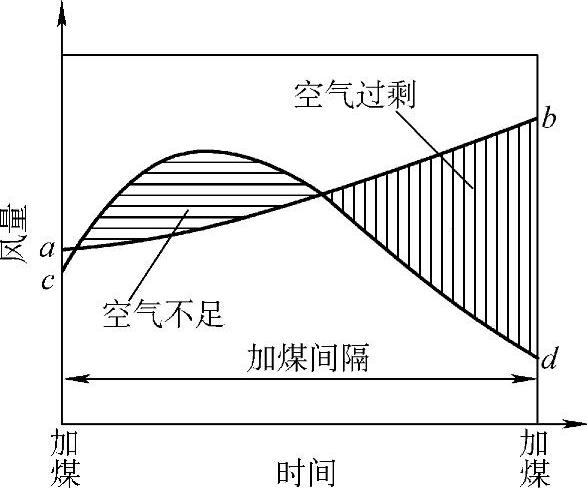
图1-1 人工加煤普通煤炉送风情况
曲线ab表明由一次加煤到另一次加煤时间间隔内,由于炉箅上煤的燃烧,煤层阻力逐步降低,送入燃烧室内的空气量不断增加;曲线cd为煤燃烧时所需的计算空气量,此曲线说明每次加煤后由于析出大量挥发分而空气量不能及时增加,出现空气量不足(冒黑烟);其后随着煤的逐渐燃尽而空气量不能及时减少,出现空气大量过剩(炉温下降、气氛氧化性增强)。上述燃烧方法不仅难以保证加热质量,而且污染环境和恶化操作条件。
采用阶梯式或水平式往复炉排加煤机,或采用下饲式螺旋加煤机,均有助于改善燃烧过程和提高加热质量。
采用带有简易煤气化燃烧室的炉子(称为煤气化炉),或建立小煤气发生炉发生热煤气供几台炉子使用,这些措施都改变了直接烧煤的落后状态。
高速烧嘴、平焰烧嘴、换热式烧嘴、长火焰烧嘴是近年来应用的一些新型高效烧嘴,可燃用各种煤气和油。
高速烧嘴的气体出口速度可达200~300m/s,但从降低烧嘴噪声和减少供入气体的压力出发,常用的高速烧嘴气体出口速度多限制在80~150m/s范围内。(https://www.xing528.com)
高速烧嘴气体动能的利用有以下几个方面:
1)高速气流直接作用在加热工件表面上以强化对流传热。
2)炉内设计有再循环装置,利用高速烧嘴出口气体的喷射作用,增强炉内气体的再循环,达到均匀炉温的目的。
3)高速烧嘴配置在旋风式圆形炉膛结构上,使对流传热加强,炉温均匀化速度加快,如在开合式差温炉内加热轧机支承辊,能快速使辊体表面温度均匀升高达到淬火温度,而淬火后可获得高的表面硬度而同时又具有一定的辊体强度。
平焰烧嘴能获得圆盘形平火焰,火焰直径1~2.5m,厚度0.1~0.15m,在相当大的平面内造成均匀的温度场。用于台车式加热炉时,由于火焰扁平,避免了火焰直接冲击工件,而且炉子升温速度明显加快。例如,在2.5m×5.24m台车式加热炉上,当使用喷射式直焰烧嘴时,燃料同为Qd=5240kJ/m3的发生炉煤气,炉温很难达到1220℃,而且升温时间长达几十小时;当使用平焰烧嘴时(置于炉子两侧),炉温可达1250℃以上,而升温时间可缩短为10h左右。用于室式炉时,将烧嘴布置在炉顶可大大降低炉膛高度,对缩小炉膛尺寸、提高加热速度有明显作用。
大型钢(铁)液包的烘烤,为了消除包内上下部温差,同时又要将包内温度烘烤到1000℃以上的高温,需要采用专门的高速长火焰烧嘴。
换热式烧嘴是把烧嘴、预热器有机地组合在一起,形成一个包括燃烧、排烟、余热回收的完整体系,适用于间歇式加热炉或热处理炉。其最大优点是:空气预热温度高达500℃左右,被预热的高温空气在烧嘴体内部直接与燃料进行燃烧前的混合,易于取得最高的炉温和最快的加热速度,但与单体烧嘴相比,烧嘴体结构较复杂,造价较高,其燃烧系统难以按最佳结构实现不同的燃烧要求,如火焰形状的调节,空气、燃料的按比例自动调节等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。