



首秦公司制氧站液氮储存输送系统有:一期200m3和二期1500m3液氮储存输送系统。液体储存输送系统的组成主要有液体储罐、液体泵、水浴蒸发器、阀门及管路。液体储存输送系统的作用主要是在管网压力低时,短期补充管网压力。
首秦制氧一、二期中压(3.0MPa)氮气设备有:压缩机3台,一期2台DW-42/30活塞氮压机,二期1台8000Nm3/h氮压机;作为管网补充压力的二期中压液氮泵1台,此泵可长期冷备和远程控制,泵后的气体经过水浴蒸发器汽化,送至中压氮气管网;作为气体缓冲用的中压气体球罐2台,一期1台400m3的,二期1台650m3的。平时正常生产时8000Nm3/h氮压机常开,活塞氮压机和液氮泵冷备。在公司中压氮气用量大,管网压力降低时,首先开活塞氮压机补充管网压力;若压力仍继续降低,可以短时开中压液氮泵补充管网压力。
1.故障现象
2009年3月6日1:05,首秦公司能源部制氧站×班班长发现中压氮管网流量增加,压力下降,由1.891MPa降至1.435MPa,立即通知调度和制氧工艺人员,并于1∶15组织起动1号活塞氮压机,向管网补压。
1号活塞氮压机起动后中压氮气压力继续下降,×班班长连续协调公司调度和炼钢主控未果,随即安排中压液氮泵起动前的准备工作,试起动一次未成功;然后,派两名空分工到二期中压液氮泵处水浴蒸发器补水,二人在现场汇报补水完毕,可以起泵。×班班长在主控室随即把中压液氮泵后水浴蒸发器出口氮气温度设定连锁(0℃时停泵,低于0℃时不能起动泵)解除,此时开泵程序(中压氮管网压力≤1.6MPa时起动液氮泵)已经设定为自动。2∶57中压液氮泵自起,2∶59现场的两名操作工听到“砰”的一声巨响,×班班长在主控室发现公司中压氮气管网压力迅速下降,急忙赶到现场发现部分中压氮气管道爆裂(图8-16),跑气严重,立即跑回主控室按下中压液氮泵停车按钮,3∶05中压液氮泵停止冷备,3∶28公司中压氮气管网压力降为零,3∶30关闭8000Nm3/h氮压机氮气送出阀,关闭二期与中压液氮泵连接DN200阀门,关闭650m3中压氮气球罐入口阀,切开650m3氮气球罐,并通过调度通知有关人员。
2.故障原因
相关部门领导及专业人员接到通知后迅速赶到现场,通过×班班长及两名空分工对现场情况的介绍及对现场的初步了解后,为了防止事故进一步扩大,首先用警戒带将安全区与事故区隔离开,无关人员严格禁入事故区域内;然后派几名领导和专业人员对现场进行仔细勘察,发现中压氮气管道二期接点阀DN200截止阀至650m3中压氮气球罐顶部送出阀之间ϕ219mm×6mm管道约30m爆裂飞出,中压液氮泵出口管道DN100止回阀后至中压氮气管道二期接点阀DN200截止阀之间的ϕ108mm×4.5mm管道约40m爆裂飞出,附近管廊处其他管道有多处变形(图8-16),二期接点DN200截止阀手柄变形。

图8-16 中压氮气管道过冷淬裂(https://www.xing528.com)
3.故障排除
根据现场中压液氮泵配套水浴蒸发器后管路DN100止回阀在当日早晨4:30仍结霜这一现象(图8-17)和水浴蒸发器底部补水阀处正在滴水可能导致水浴蒸发器内亏水等情况判断,中压氮气管道ϕ219mm、ϕ108mm管为过冷淬裂,二期接点DN200截止阀阀体并未损坏,不影响使用,特制订抢修方案如下:
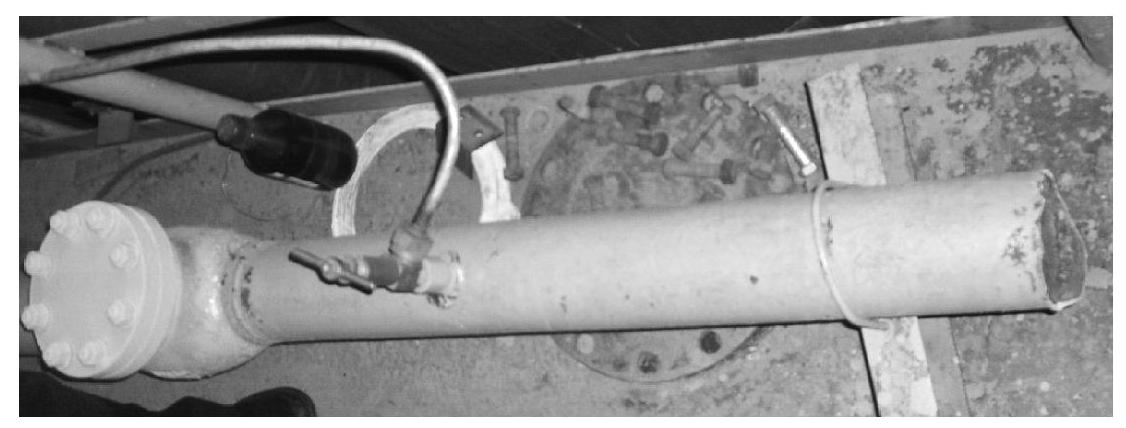
图8-17 液氮泵水浴蒸发器出口止回阀后管路
第一步,尽快恢复公司生产。因为二期接点DN200截止阀前管路及一期400m3中压氮气球罐系统没有损坏,中压氮气部分管网可以继续使用,只是二期650m3中压氮气球罐和中压液氮泵不能投入使用,中压氮气管网的缓冲能力和补压能力减小了。4:43打开8000Nm3/h氮压机氮气送出阀,4:45中压氮气管网在专业人员监控下开始缓慢升压,5:45公司喷煤系统恢复正常使用,随即公司各用户恢复正常生产。
第二部,对过冷淬裂管道进行处理。相关专业技术人员通过对现场勘察与分析后,决定对过冷淬裂管路全部进行更换。用ϕ219mm×8mm无缝钢管代替原来的ϕ219mm×6mm管,用ϕ108mm×5mm无缝钢管代替ϕ108mm×4.5mm无缝钢管,无缝钢管均执行相同的国家标准(GB/T 8163—2008《输送流体用无缝钢管》)所有过冷淬裂管道按照原来施工图样恢复管道原貌。在方案制订后,由具有压力管道安装改造资质的维检单位承担此次抢修任务,为了确保施工质量、节省时间,在管道预制的同时安排有探伤资质的单位对新更换管路的所有焊缝进行探伤检测。
第三步,处理水浴蒸发器底部补水阀(DN40铸铁截止阀)滴水问题,先让检修人员拆开管路及阀门处保温棉,发现此阀在水浴蒸发器侧阀体已经冻裂,水从裂口处流出。立即组织检修人员对此阀门进行了更换。3月7日6:15,所有过冷淬裂管道按照原施工图样更换完毕,并且经探伤检验所有焊缝均合格,对650m3中压氮气球罐进行试压,置换。13:45,650m3中压氮气球罐正式投入使用,液氮泵也开始冷备,生产组织恢复到故障前状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。