



1.配管
液压系统所用材料均保证有产品合格证和材质保证书。对该船液压系统管路中的钢管采用20无缝钢管。外径小于12mm的管道,采用不锈钢无缝钢管。管路中的法兰、管接头、弯头和变径接头等均采用20钢。管路通径大于32mm的,选用法兰连接。尽量使用弯管机进行弯制,减少法兰数量,节省成本。优先使用DIN、SAE和JIS标准法兰,法兰的选用应符合额定压力和密封的要求。自制法兰中O形密封圈应与沟槽尺寸相匹配。法兰连接螺栓采用10.9级或8.8级,螺母采用6或8级。同一法兰上的紧固件,使用定力矩扳手,以相同的力矩拧紧,拧紧力矩值参照相应的通用机械标准。通径小于32mm的管路,才考虑使用管接头连接。管接头使用24°锥密封式管接头,焊接接头体的额定压力为35MPa。法兰或管接头与管道同心,成对法兰做好相对位置标记。管道外径小于50mm的钢管,采用冷弯成形,管道外径大于50mm的钢管,使用定形弯头。冷弯钢管的弯曲半径不小于钢管外径的3倍,弯曲后的圆度不小于10%。
2.管路的焊接
(1)工艺评定 焊接前做好相关的工艺评定工作,从而选择合理的焊接参数。
(2)焊接人员培训 焊接人员必须持有CCS船级社相应的等级证书,经考核合格后录用。
(3)管道坡口处理 管道切割后,应严格按照工艺评定的要求,采用专门的坡口机对管道进行打坡口,并清除毛刺,清洗干净,不得有油污、铁锈等。
(4)焊接设备及焊接方法 管路及法兰均使用氩弧焊进行焊接,焊接时尽量减少焊接飞溅。对于较难清理的焊缝,焊接前应在管内通氩气进行保护。焊缝应打磨平整,清除焊渣、氧化皮等。对于重要的主管道进行超声波或磁粉探伤。
(5)管路试压 焊接工作结束后,在车间试压至工作压力的1.5倍,最高压力不超过设计压力加7MPa。
3.管路的酸洗及清洗
1)先用压缩空气吹除管内杂质,并同时在管道四周用锤进行适当的敲打,特别是在弯曲处。
2)酸洗。先将管子放在苛性钠溶液中去脂,再放在盐酸溶液中进行酸洗后,用清水冲净,然后放在碳酸钠溶液中中和,最后用清水冲洗,并用压缩空气吹干。(https://www.xing528.com)
3)检验。清洗后的管子经检验合格后,在管内表面涂上保护油,管道两端用闷头封好待用。
4.管路的投油
管路清洗结束后,进行管路的投油。有两种投油法:一种是所有管路装船结束,在船上用投油泵进行投油,另一种是在车间先把管子串起投油,达到标准要求后再安装到船上进行投油。第二种方法相对可靠且节省时间,在此采用的是第二种方法。需要注意的是,投油使用的油液必须采用与工作介质相同牌号的油液,油液温度以50~60℃为佳。投油泵的额定工作压力应大于2.5MPa,冲洗流速应大于6m/s。按该液压系统主管道直径89mm的11倍计算,投油泵流量应大于1270L/min。冲洗回路中,加接额外的管路过滤器,过滤器额定压力为1.6MPa或2.5MPa,过滤精度为5~10μm,额定流量必须大于实际流量的2倍,即2500L/min,可使用两个或多个过滤器并联。在整个冲洗过程中,经常检查滤芯并根据污染情况进行更换,更换频率可根据污染指示器判断。冲洗时注意油箱的污染度,避免油液的重复污染。当油液的污染度达到NAS7级时,投油完毕。
5.管道安装
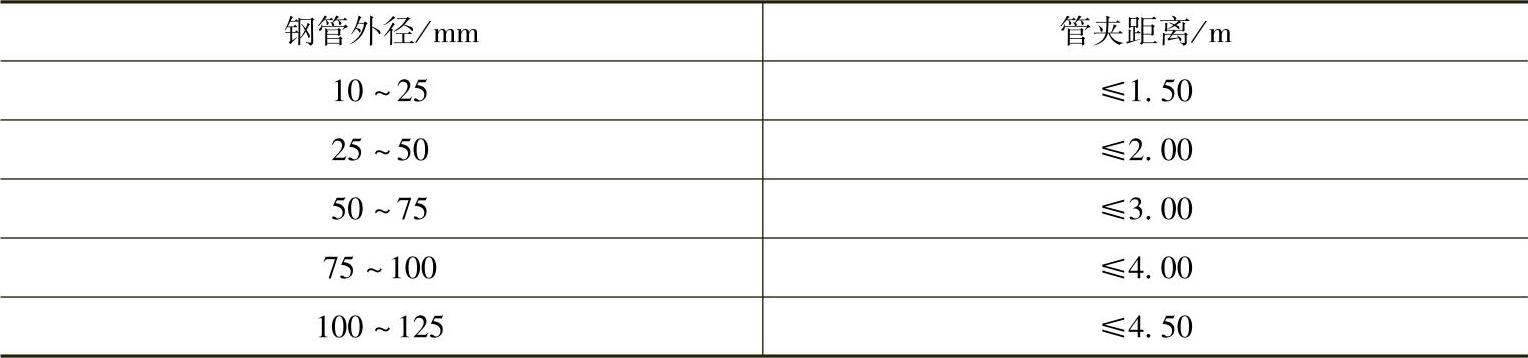
管道布置尽可能短,排列尽量整齐,尽可能减少直角转弯并易于检修。管道与管道之间留10cm以上的间隙,以防止振动干扰。管道的最高部分设有排气装置,便于排放管道中的空气。管道尽量在自由状态下进行铺设,焊装好的管道不得施加过大的径向力强行固定和连接。每隔2m设置管夹,把管道固定在基础上。管道转弯时尽可能地靠近弯管附近布置管夹。推荐的管夹距离与钢管外径的对应关系见表5-1。使用软管安装时,应注意其弯曲半径不小于软管外径的10倍,相对运动部件间的连接不小于20倍。直线安装软管时,应留有一定的长度裕量。软管安装时,不允许扭曲,软管不应置于易磨损处,如不可避免,则加以保护。
表5-1 推荐的管夹距离与钢管外径的对应关系
6.调试
调试前,对法兰螺栓及管接头再次检查紧固情况。压力逐步升高,并检查温升及各种泵的运转情况及温度。一切正常后,调至额定工作压力,各个系统进行试运转。试运转正常后,调至额定工作压力1.25倍,检查密封性,无任何渗漏后,液压系统全部调试结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。