



1.集成块的作用及特点
液压集成块由集成式液压元件(如叠加阀)构成。用集成式液压元件组成液压系统时,不需要另外的连接块,它以自身的阀体作为连接体直接叠合而成。如图4-1所示,集成块组由集成块17、底板21和顶盖9按一定顺序叠积,用四只长螺栓紧固而成。在集成块的三个侧面安装所需的板式液压阀,而左侧面3安装通往执行元件的管接头。在块与块之间同一坐标位置的垂直方向钻有公用的压力油孔P、回油孔O、泄漏油孔L和连接螺栓孔,当有多级压力油路(如双泵供油、减压阀的油路等)时,可增设压油孔P1。
集成块的特点有:
1)液压系统结构紧凑,安装方便,装配周期短。
2)当液压系统有变化,改变工况需要增减元件时,组装方便迅速。
3)元件之间实现无管连接,消除了因油管、管接头等引起的泄漏、振动和噪声。
4)整个系统配置灵活,外观整齐,维护保养容易。
5)标准化、通用化和集成化程度高。
液压集成块的作用要看集成块中都包含了哪些集成元件,集成元件不同,作用不同。如果集成块中包含了溢流阀、节流阀和换向阀,则有调压、调速和换向的作用。
对于块间叠装的配合面,为防止通道泄漏,每块上面通孔处锪有沉孔,用以安装O形密封圈。阀之间的连通借助于块体内部的油道孔,如图4-2所示各例。
2.集成块的加工
当油液压力p<6.3MPa时,集成块可以采用铸铁HT200,推荐相邻孔间距δ=0.5mm;而当p>6.3MPa时,材料选用35钢锻件或厚板材,t=6~7mm。块间叠装面和块与阀间的接合面,表面粗糙度值为Ra0.8μm。
集成块的加工工艺过程为:
(1)下料 一般每边至少留2mm以上加工余量。
(2)铣六面 每边留0.2~0.4mm磨量。
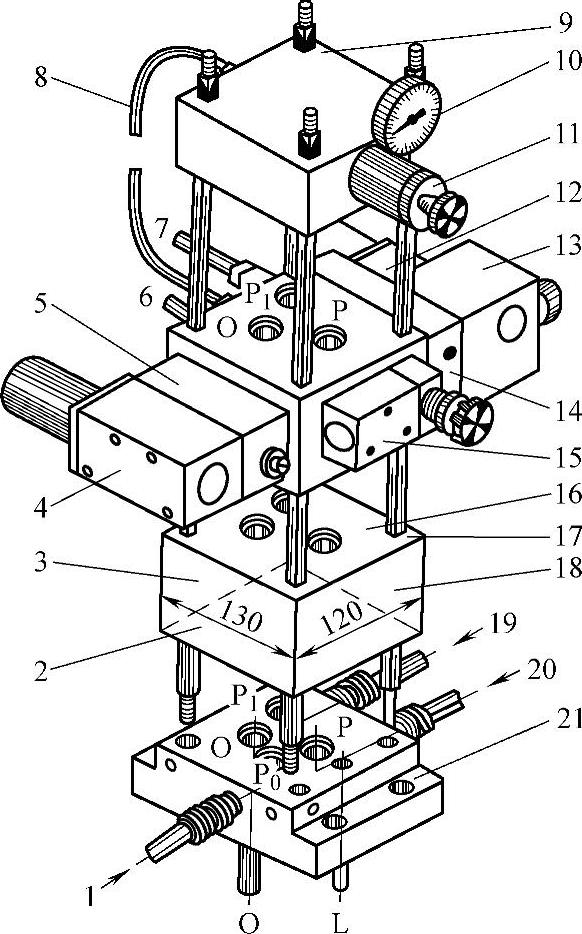
图4-1 集成块组的结构
1—单泵或双泵供油进口 2—前面 3—左侧面 4—22E1-25B电磁阀 5—背压阀(叠积式专用阀) 6—通液压缸B腔 7—通液压缸A腔 8—测压管 9—顶盖 10—压力表 11—压力表开关 12—22E1-25B电磁阀 13—Q-25B调速阀 14—过渡板 15—X—25B顺序阀 16—后面 17—集成块 18—右侧面 19—双泵供油进油口 20—单泵供油进油口 21—底板
(3)磨六面至图样尺寸 保证对应面平行度误差不大于0.03mm,两相邻面垂直度误差不大于0.05mm。最好一台站的几个集成块一起磨削。
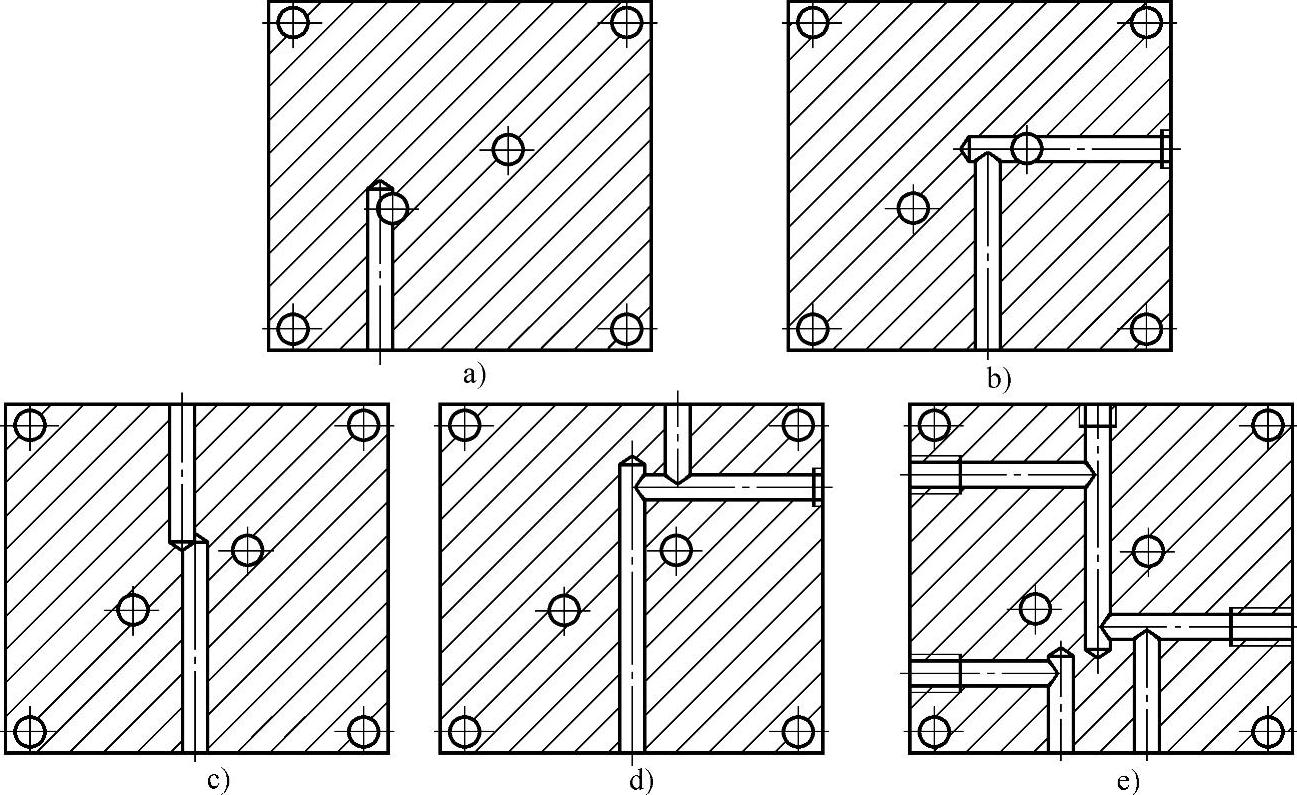
图4-2 集成块油道孔
(4)钳 划线并钻各孔,表面粗糙度值为Ra12.5μm。对孔径适宜需要者,可攻螺纹。钻孔遇有弯道时应考虑油液流动方向,避免产生涡流和冲击性振动,如图4-3所示。
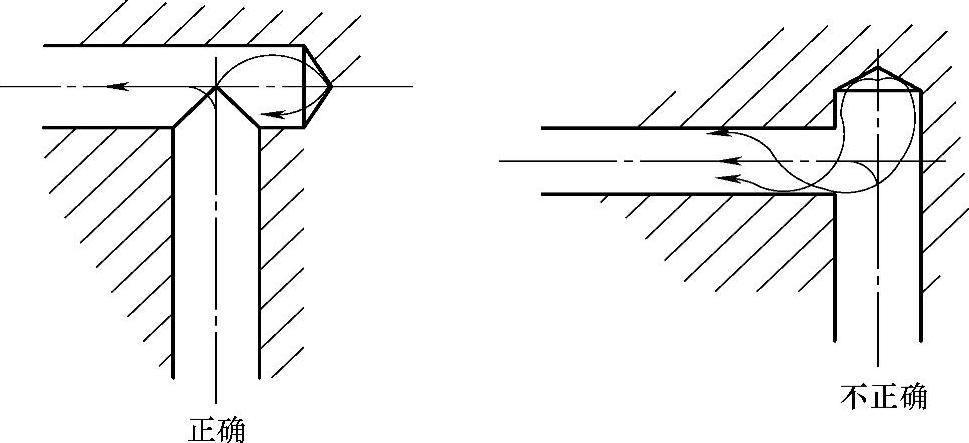
图4-3 避免涡流
(5)车(镗) 对需镗孔或车螺纹的各孔进行车(镗)。
(6)去毛刺 除各孔内铁屑,注意一定要清理干净。
(7)焊 堵焊工艺孔并打磨平,堵焊前应在孔内压入堵塞,堵塞和孔的过盈量在0.02~0.04mm之间,孔和堵塞头均留45°焊接坡口,深3mm,也可以用螺塞堵工艺孔。
(8)磨 将各面磨至表面粗糙度值为Ra0.8μm(因磨量不大,故在前次磨削时不必留磨量)。(https://www.xing528.com)
(9)清洗 用汽油或清洗液清洗。
(10)表面处理 浸油或镀镉。
3.集成块加工过程中的注意事项
(1)集成块加工后宜采用化学防锈处理 材料是铸铁及钢件的集成块,加工后的内孔及外表面极易生锈,并且孔道内的铁锈很难清除,影响了系统的清洁度。外表面的锈蚀又会影响设备的美观。实践证明采用化学菌处理方法是解决问题的最佳方案。
(2)集成块内孔道加工后需去除毛刺及飞边 集成块内孔通常采用钻床来加工,当两孔相交贯通时会留下大小不等的飞边及毛刺,如不清除,一旦被油液冲下来,会给液压系统留下隐患,应采用各种方法认真清除,才能保证系统的安全性及可靠性。图4-4a所示为加工前,图4-4b所示为加工后。
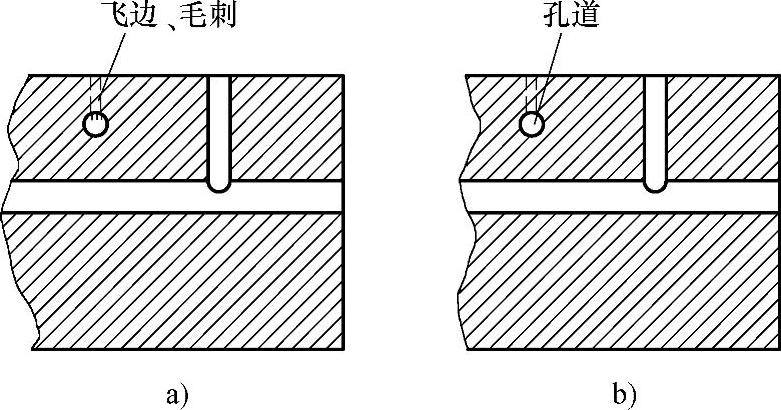
图4-4 集成块加工后的飞边及毛刺
a)加工前 b)加工后
(3)液压集成块油口间的间距应注意管接头旋转空间 集成块油口应为内螺纹,而拧入的管接头为外六角,这样就应有接头旋转和扳手空间,以避免油口之间的距离太近而产生干涉,如图4-5所示。
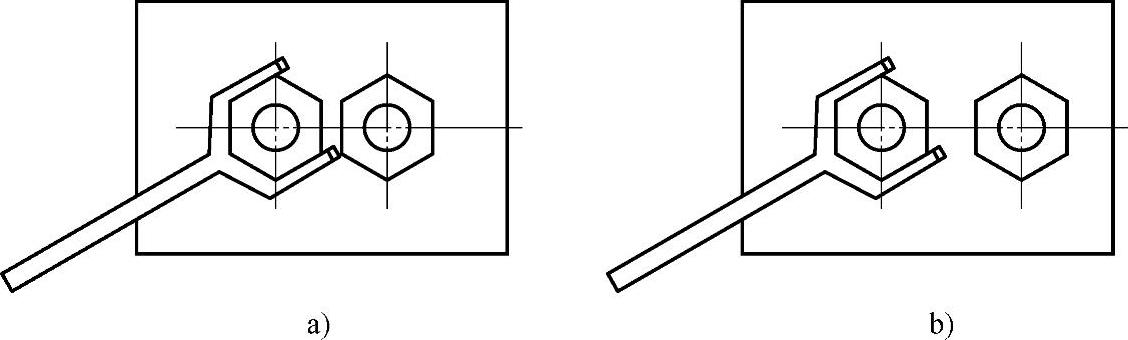
图4-5 集成块上接头旋转空间
a)错误 b)正确
(4)液压集成块液压油通道应尽量避免斜孔 集成块孔道的加工为钻孔,为了防止钻头损坏,应尽量避免用斜孔,如图4-6所示。
(5)液压集成块液压油孔道间距壁厚不宜小于5mm 集成块钻孔时,两个孔道间的壁厚应有足够的强度,以免油压破坏孔壁,通常设计壁厚大于或等于5mm,如图4-7所示。
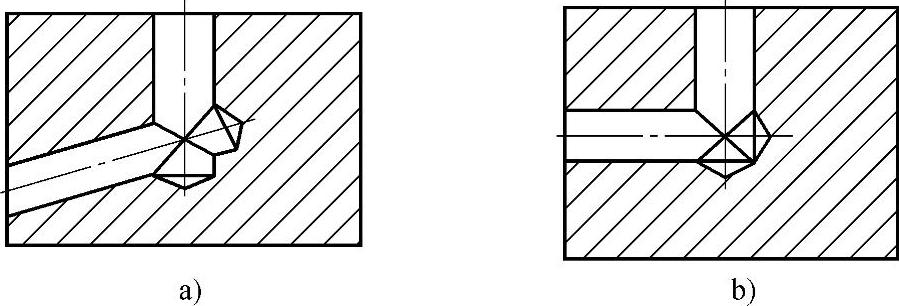
图4-6 集成块上的液压油孔道
a)错误 b)正确
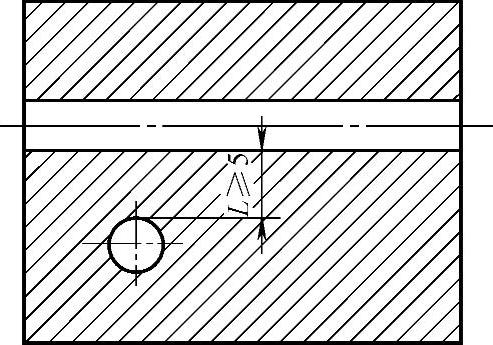
图4-7 集成块液压油孔道间的距离L>5mm
(6)液压集成块孔深应考虑加工可能性 集成块孔道为钻孔,钻深孔时,钻头容易损坏,通常钻孔深度不宜超过25倍的孔径,如图4-8所示。
4.集成块加工过程中的常见故障
1)密封工作面密封槽尺寸误差过大,造成泄漏。
2)不同功能的油路发生贯通,造成系统无压力、无动作或误动作。
3)相连接的油路只是搭接,没有形成通路,而成为节流孔,造成系统压力损失过大,动作失误。
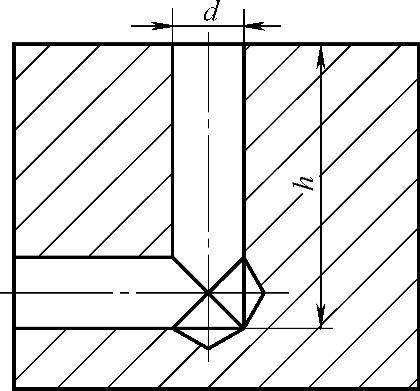
图4-8 集成块的孔深h<25d
4)加工后的铁屑没有完全清除,有些遗留在油路深处,一旦系统运行,会造成液压阀卡死,系统无法工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。