



【摘要】:橡胶包装生产线中橡胶压块机是压力机的一种,是橡胶工业后处理工序中的关键设备之一。橡胶压块机的工作原理如图3-54所示。工步四:垂直缸卸压、下降,将压实橡胶块的强制变形能量释放,保压时间结束后,垂直缸下降,下降停止信号由行程开关12-5发出。工步七:盖板前进,将橡胶块推出橡胶压块机,前进停止信号由行程开关12-3发出。
橡胶包装生产线中橡胶压块机是压力机的一种,是橡胶工业后处理工序中的关键设备之一。它的作用是将经过挤压、干燥、冷却后的橡胶颗粒压成成型的橡胶块,以便于包装和运输。液压控制系统是其中的关键部分,在该生产线中,每个橡胶压块机用一套液压控制设备,它的作用是为橡胶压块机的压块缸(垂直缸)、推块缸(水平缸)提供所需的压力油并自行控制压块工艺。橡胶压块机的工作原理如图3-54所示。
工步一:水平缸后退,带动橡胶压块机料腔盖板后退至中间位置,封死料腔,后退停止信号由行程开关12-2发出。
工步二:垂直缸压头差动上升,将散料初步压实,上升停止信号由压力继电器10-3发出。
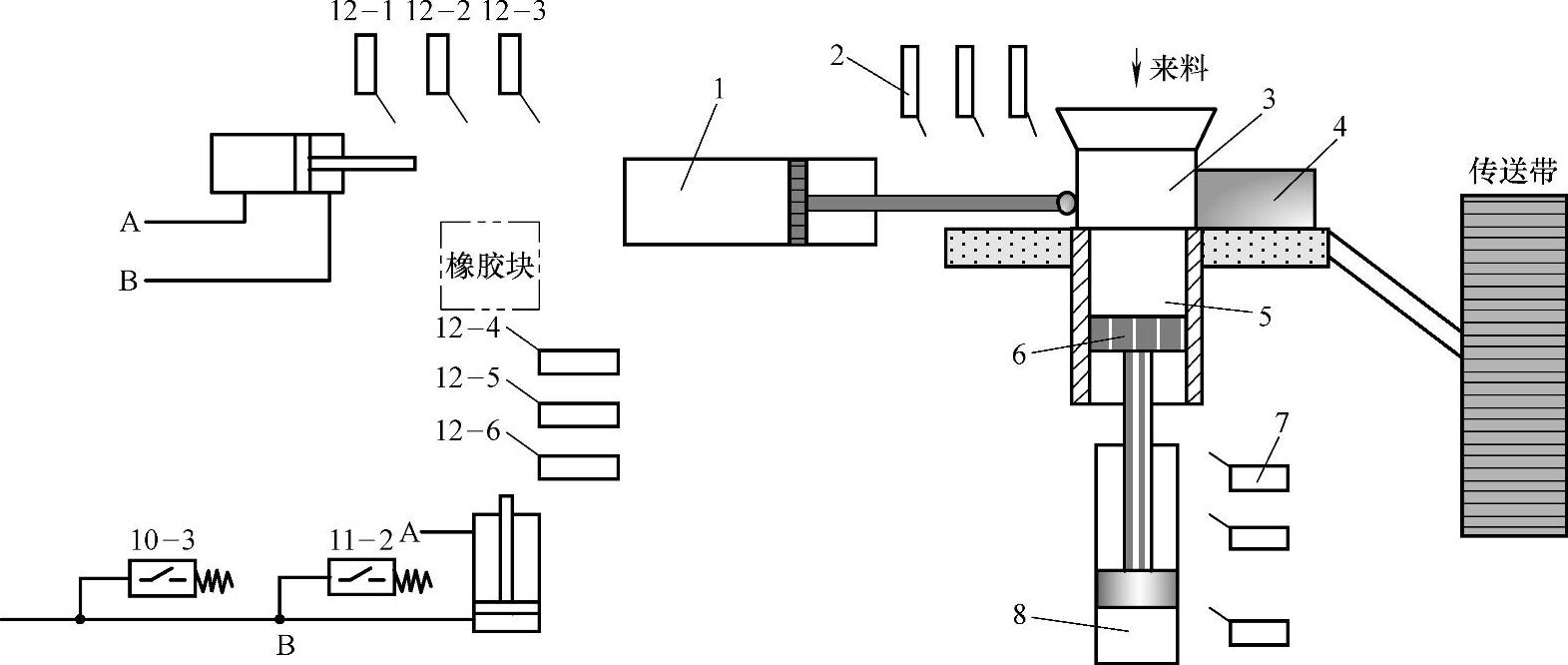
图3-54 橡胶压块机的工作原理
1—水平缸 2、7—光电开关 3—活动料筒 4—盖板 5—料腔 6—挤压头 8—垂直缸
工步三:垂直缸压头加压上升,将橡胶块压实成型,上升停止信号由压力继电器11-2发出。(https://www.xing528.com)
工步四:垂直缸卸压、下降,将压实橡胶块的强制变形能量释放,保压时间结束后,垂直缸下降,下降停止信号由行程开关12-5发出。
工步五:盖板再后退,将料腔上盖打开,后退停止信号由行程开关12-1发出。
工步六:垂直缸压头再上升,将橡胶块推到料腔上平面,上升停止信号由行程开关12-4发出。
工步七:盖板前进,将橡胶块推出橡胶压块机,前进停止信号由行程开关12-3发出。
工步八:压头下降至最下端,为装料做准备,下降信号由行程开关12-6发出。
工步九:待料或装料液压系统卸荷,准备进入下一工作循环。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。