



(见图6-24)
氩弧焊机的操作与控制有自身的特点:①焊接电弧与氩气的输送有一定的时间关系。原则上是先开气,再产生焊接电流。先熄弧,再停气;②高频高压引弧电路需与焊机主电路(逆变功率电路)一同工作和停止;③焊接前可实施手动检气操作;④有异常情况发生时(如严重过电流、控制电源异常等),焊机能处于停机保护状态;⑤PI闭环控制引入电流反馈而非电压反馈,能使焊接电流保持稳定。⑥可据控制或焊接要求,使焊机工作于直流或脉冲输出方式。
【检气与氩气输送控制电路】 在实施焊接前,闭合检气开关S3,氩气输送阀5J2得电,以检验氩气是否充足。焊接时,当按下“焊枪按钮”时,光耦合器5G01、5G01-1的输入侧被短接,光耦合器输出侧为“开路”状态,V315V经电阻3R30、隔离二极管3D13提供运算放大器3IC2同相输入端的高电平信号,使输出端7脚变为高电平,稳压二极管ZD4击穿导通,晶体管3Q3驱动光耦合器5G03,氩气输送阀5J2得电,焊嘴开始喷出氩气,做好焊接准备。3IC2的高电平输出,同时使光耦合器3G02处于截止状态,PWM振荡芯片4IC3的8脚变为高电平,脉冲封锁状态被解除,为焊接电流的出现创造条件;松开“焊枪按钮”时,3IC2的输出状态反转,7脚变为低电平,电容3C33上所充电荷能保持一定的时间,电容3R33、电位器W6、3C33构成放电通路,调整W6的大小,可调整即熄弧后的氩气延时关断时间。
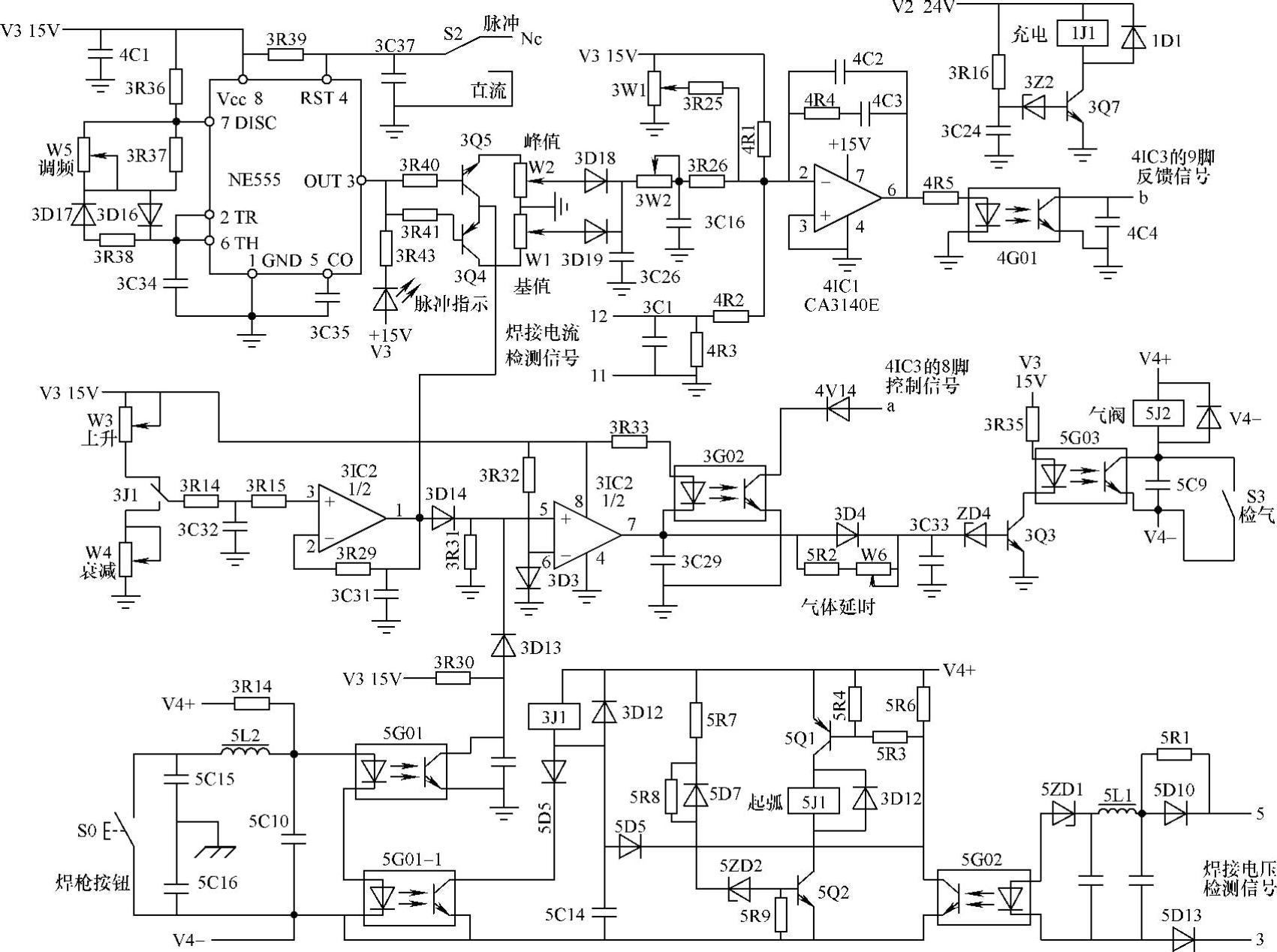
图6-24 WSM-160直流逆变氩弧焊机控制电路(https://www.xing528.com)
晶体管5Q2、稳压二极管5ZD2等元件组成V4+、V4-的继电器电源检测电路,当供电电源在允许值(5ZD2的反向电压击穿值)以内时,晶体管5Q2导通,提供继电器5J1的导通条件。当因控制电源故障导致V4+、V4-电源电压低落于5ZD2的击穿值时,5ZD2出离击穿区,5Q2截止,高频高压起弧电路将停止工作。
【焊接电流大小与出现时刻调节电路】 按下“焊枪按钮”时,光耦合器5G01-1处于截止状态,控制继电器3J1失电,V315V经“上升”电位器W3、控制继电器3J1的常闭触点、电阻3R14为电容3C32提供充电电流,使运算放大器3IC2的同相输入端的电压逐渐上升(至电源电压)→晶体管3Q5的集电极电压逐渐上升→PI比例积分放大器4IC1的反相端电压上升→4IC1输出端电压下降,光耦合器4G01输出侧导通内阻变大→PWM脉冲振荡器4IC3的9脚电压上升→4IC3的11、14脚输出PWM脉冲占空比增大→焊机输出端的焊接电流(电压)上升至一定值;产生焊接电流后,当焊接电压上升为一定值时,光耦合器5G02输入侧电流形成,一是起弧继电器5J1动作,高频高压起弧电路开始工作。二是5G02的导通,经隔离二极管5D6驱动控制继电器3J1,使其常开触点接通,电阻3R14、“衰减”电位器W4形成电容3C32已充电荷的泄放通路,使3IC2的同相端输出电压降低,从而引起4IC1的反相输入端电压下降,控制结果导致焊机输出端的焊接电压下降至一定值。因而调整电路中W1、W2的阻值大小,可分别调整焊接中的最大起弧(峰值)电流和最小维持焊接(基值)电流。
从焊机输出端串接的分流器FL取得的电流反馈信号,经3C1、4R3消噪电路滤除干扰后由4R1输入4IC1的反相输入端,与W1、W2中心臂输出的电流给定信号相混合,形成比例控制信号,再经4IC1积分放大后,输入PWM脉冲发生器4IC3的9脚,作为控制反馈信号,控制4IC3输出脉冲的占空比。电流反馈信号为负电压信号,对4IC1的2脚输入正电压信号产生分流,起到削减给定电流信号的作用,达到稳定焊接电流的目的。
时基电路NE555、切换开关S2等元件组成“脉冲频率调节电路”,将给定直流电流信号“脉冲化”,用于调节单位时间内焊接(脉冲)电流出现的次数,从而控制焊接波纹的密度。NE555与外围元器件组成多谐振荡器,输出振荡频率可由“调频”电位器W5调整。时基电路NE555的复位控制端4脚,接入“脉冲/直流”切换开关S2,当S2的公共端与“直流”端接通时,NE555的4脚变为复位地电平,电路处于停振状态,3脚输出固定地电平,晶体管3Q4处于导通状态,调整W1可调整直流焊接电流的大小,焊机输出稳定的直流焊接电流,应用于手动焊接控制模式;当S2的公共端与“脉冲”端相连接时,NE555的4脚为上拉高电平,NE555输出振荡脉冲,在控制继电器3J1和NE555脉冲信号控制下,晶体管3Q4、3Q5轮流导通,由电位器W1、W2活动臂输出对应峰值和基值的电流给定信号,从而形成脉冲式焊接电流输出,应用于自动焊接控制模式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。