



【摘要】:ZS5-400晶闸管直流弧焊机,用于各种牌号焊条的直流手工电弧焊接,适用于焊接中、低碳钢及合金钢构件,是直流旋转焊机的替代产品,能耗低、效率高。电路构成如图6-4所示,由推力电路、引弧电路、焊接电流反馈信号和给定电流信号合成为移相控制信号,与同步信号一起,输入触发电路,用以控制晶闸管的导通角,实现对焊接电流的调节。图6-4 ZS5-400焊机电路原理框图
ZS5-400晶闸管直流弧焊机,用于各种牌号焊条的直流手工电弧焊接,适用于焊接中、低碳钢及合金钢构件,是直流旋转焊机的替代产品,能耗低、效率高。焊机动特性好,电弧稳定、飞溅小,焊缝成型好,操作方便(可两地操作),对电网电压波动能自动进行补偿,在冷、热态时能保持焊接电流的稳定。
焊机工作原理简述:电源电压经三相主变压器降压,由晶闸管器件进行可控整流,利用改变晶闸管的导通角控制输出焊接电流的大小,从直流输出端取出电流负反馈信号,引弧后随着输出直流电压增加,负反馈信号也上升,使晶闸管导通角减小,输出电压降低,从而获得了下降的外特性。再加上电压补偿,焊接电流能保持稳定。
引弧电路是每次引弧时,短时间内增加给定电压,使焊接电压升高,易于起弧;推力电路是当输出端电压低于15V时,相当于有一个增量电压叠加在给定电压上,在输出端短路时,此增量电压达到最大值,使短路电流增加,形成外拖的外特性,使焊接时焊条不易黏住。
电路构成如图6-4所示,由推力电路、引弧电路、焊接电流反馈信号和给定电流信号合成为移相控制信号,与同步信号一起,输入触发电路,用以控制晶闸管的导通角,实现对焊接电流的调节。(https://www.xing528.com)
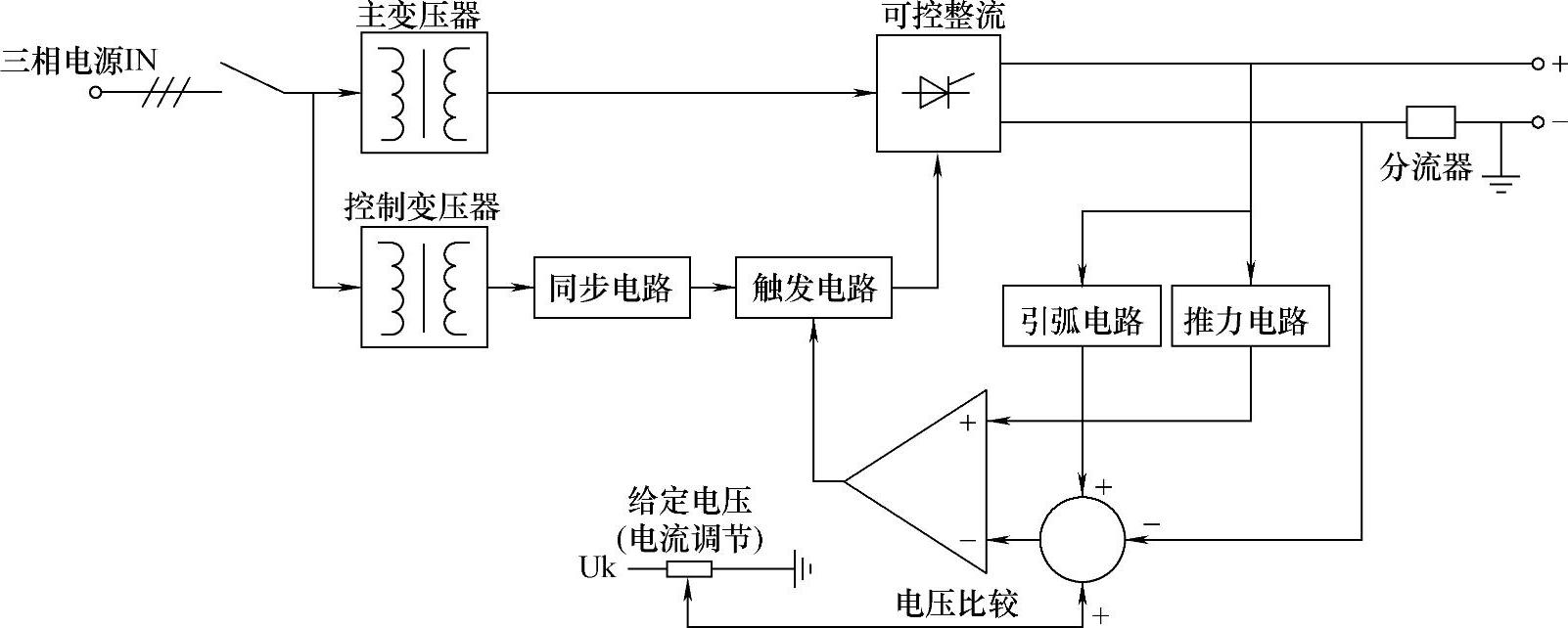
图6-4 ZS5-400焊机电路原理框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。