



【焊机主电路】 A、B、C三相380V交流电源,经3只快速熔断器、电源交流接触器KM引入焊接变压器T1,一次三相绕组为星形联结并留有抽头,由万能开关SA1进行4挡焊接电流选择,当一次绕组匝数减少时,二次绕组输出电压升高,焊接电流增大。二次绕组为三角形联结,输出交流电压经三相整流桥、电抗器L1(用于平滑输出电流)变为直流电压,当焊接回路闭合时形成焊接电流。焊机还具有焊接电流和焊接电压指示功能。
【气阀和焊接电源控制电路】 SA2为控制电路的电源开关,T2为控制电源变压器,二次绕组输出的36V交流电压,供二氧化碳气体输气阀线圈的电源和受控交流接触器KM线圈电源,再经整流后,供直流继电器KA1线圈的电源,用于控制KM线圈电源的通断。微动开关SB1为焊把(焊接)开关,当按下焊把开关后,直流继电器经延时得电,进而接通KM线圈的供电,焊接变压器得到电源,同时输送焊丝的直流电机得电,焊接条件形成;松开SB1,KA1、KM1相继失电,焊接主电路断电,送丝电动机断电,KM的常闭触点并接于直流电动机两端,消除直流电动机绕组因断电产生的反电动势。对焊接变压器和送丝电动机的通、断电控制,是出于节电的考虑,非焊接操作下,断开主电路电源,避免空载耗能。
【焊丝输送速度控制电路】 用于控制送丝电动机的运转速度,调节焊丝的输送速度(决定焊缝大小)。27V绕组输出的交流电压,送入由2只二极管和2只晶闸管构成的半控桥整流电路,输出的可变直流用作送丝电动机的供电,以调整送丝速度;38V绕组输出的交流电压,经桥式整流、稳压和电容滤波,变成稳定的直流电压,经RP1调整,用于送丝速度调节;36V绕组输出的交流电压,经桥式整流后,由电阻和稳压管削波得到梯形波电压,作为由T1和T2组成的移相触发电路的工作电源,并兼作电网同步信号。以上由三组电源供电的移相触发电路,构成电压(速度)闭环控制电路,可调节并稳定控制送丝速度。为便于分析,将送丝速度控制电路(电压闭环控制的移相触发电路)重绘于下,如图6-2所示。
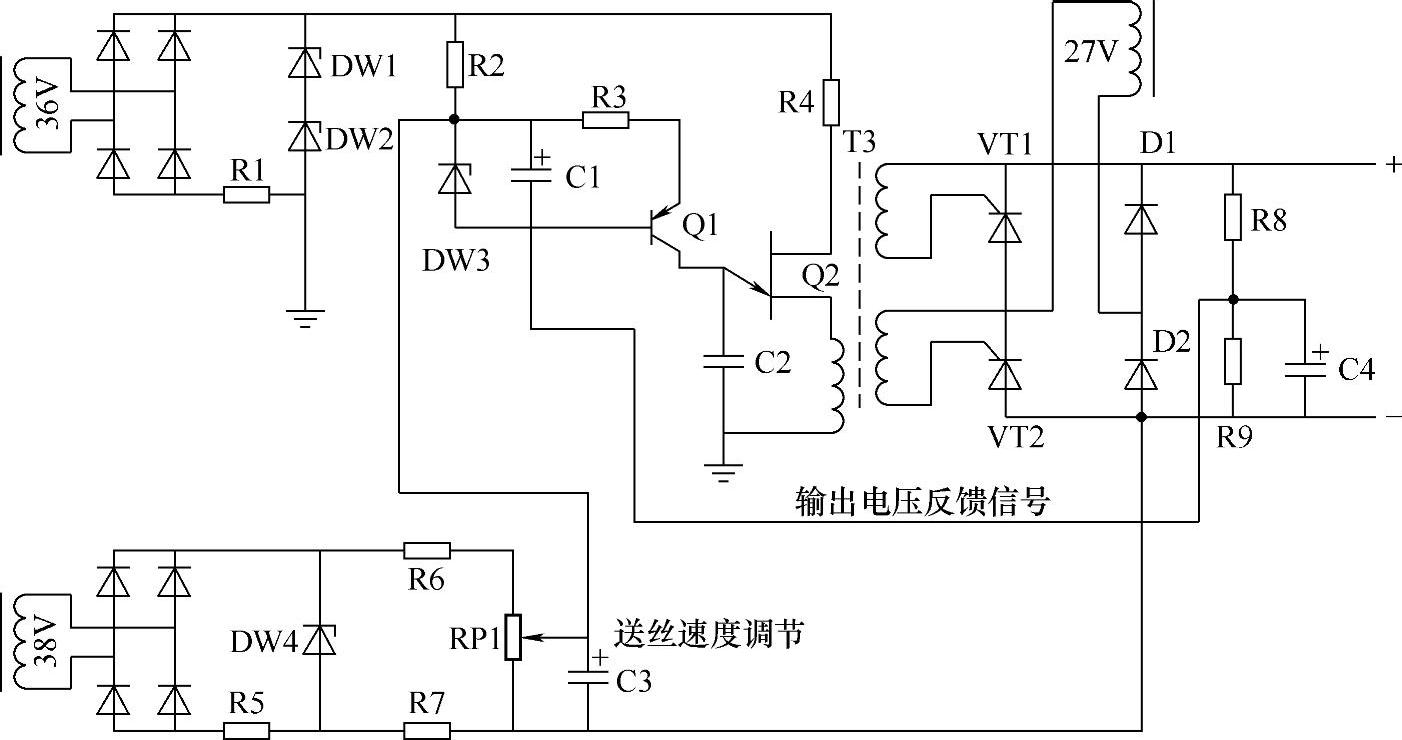
图6-2 电压(速度)闭环的移相触发电路(https://www.xing528.com)
给定送丝速度信号和电压反馈信号,共同形成了对晶体管Q1基极电流的控制,由Q1集-射极间等效电阻的变化,控制C2充电的快慢,改变Q2第1基极出现脉冲的时刻,形成移相触发脉冲,经T3脉冲变压器隔离和传输,控制晶闸管的导通角,使送丝电动机按给定速度稳速运行。找出Q1的基极电流回路,也即可以看出控制信号的流程。将图6-2进一步进行原理性简化,得到如图6-3所示电路。
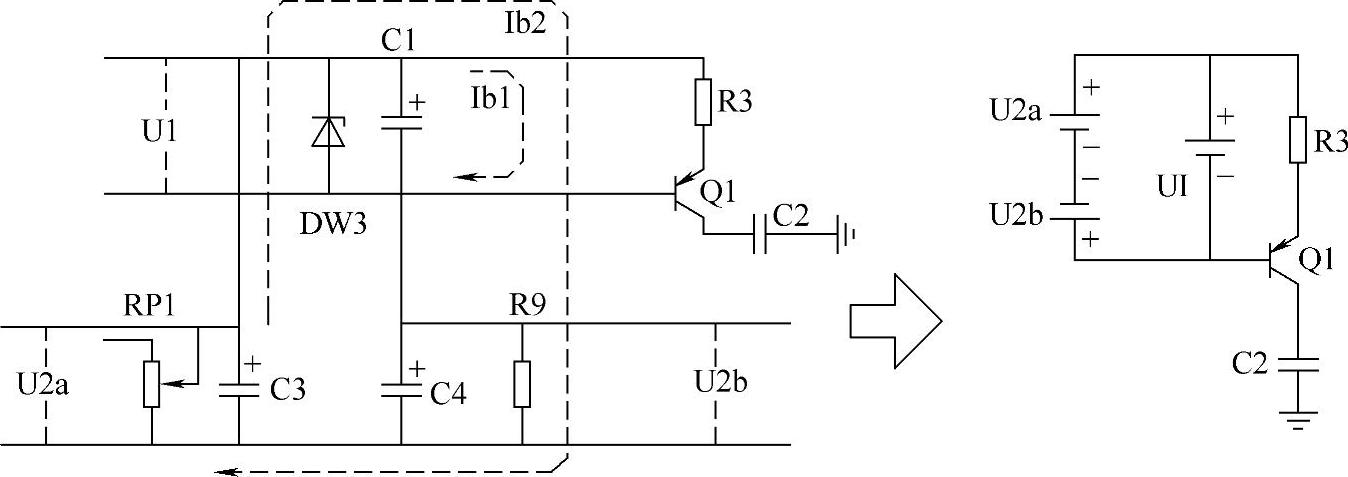
图6-3 Q1基极电流的控制电路
稳压管DW3和并联滤波电容C1两端的电压U1,是Q1基极偏流的静态偏置电压,可认为是一个稳定不变的电压,由此形成流经R3与Q1发射结的Ib1基极电流回路,在U1为稳定电压的前提下,Ib1也是恒定的,Q1组成一个恒流源电路,为C2提供一个恒定充电电流,使C2上电压线性上升。速度给定电压由半可变电阻RP1调节后,在电容C3两端形成,调节完毕后也可认为是一个恒定的电压U2a,半控桥的输出电压建立后,在分压电阻R9和C4两端形成电压反馈信号U2b。U2b和U2a的电压极性相反,起到削减和抵消U2a电压的作用,说明U2b为负反馈电压信号,起到稳定输出电压的作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。