



1.安装前的检查
经拆卸大修后的电动机以及尚未投入运行的新设备中的电动机,都需要进行安装。在安装前,均应先行对电动机进行安装前的检查:
1)检查铭牌所示型号、功率、电压、频率、接法等参数是否与设计值及电路电压相符。
2)检查电动机的引出线端子是否焊接或压接良好,编号是否齐全。
3)检查其绕组间及绕组对地绝缘电阻是否合格。对绕线转子异步电动机,除检查定子绕组绝缘外,同时还应检查转子绕组及集电环对地和集电环之间的绝缘。一般三相380V的电动机绝缘电阻应大于0.5MΩ方可使用。
4)检查电动机的转轴是否能自由旋转。一般滑动轴承转子的轴向窜动量单边为2~3mm。
5)检查电动机内部有无杂物。用干燥的压缩空气(不大于200kPa)吹净内部,也可使用吹风机或手风箱等来吹净,但不能损伤绕组。
6)检查轴承是否有油。对采用滑动轴承的高速电动机,应采用高速全损耗系统用油;对低速电动机应采用低速全损耗系统用油,全损耗系统用油注入轴承内,并达到规定油位。滑动轴承润滑油的选择见表4-1,滚动轴承的润滑脂可采用硫化钼复合钙基脂或钙钠基1号润滑脂。
表4-1 滑动轴承润滑油的选择

7)对于绕线转子异步电动机,还应检查电刷表面是否全部紧贴集电环,导线有否相碰,电刷提升机构是否灵活,电刷的压力是否正常。经上述检查未发现异常,方可进行安装工作。
为了使电动机能顺利地发挥功用,平稳地拖动负载机械运转,必须把电动机平整而牢固地安装在底座上,并使电动机与被拖动机械之间具有正确的相对位置。因此,电动机的安装应包括两个方面:电动机与底座间的安装和电动机与被拖动机械间中心线的找正。
2.电动机与底座间的安装
电动机与底座之间一般采用螺栓连接。用螺栓上紧电动机时,螺母下面要加垫弹簧垫圈。按对角顺序逐步交错拧紧各螺母,上紧后,4个螺母的松紧程度要一致。
机床和大多数机械的电动机都装在机械本体上,并有专门的电动机底座。有的机械没有专门的电动机底座。它们一般采用带传动,电动机常固定在混凝土座墩上。座墩的形状如图4-1所示。图4-1a是把底脚螺栓直接浇注在座墩内,这种座墩一般需进行两次混凝土浇注。第一次浇注座墩本体,浇注时,在对应电动机螺栓的位置处留出4个尺寸、深度足够的预留孔。第一次浇注完待座墩具有一定强度时,把电动机和挂在其底脚螺孔上的螺栓一起放到座墩上,各底脚螺栓放入对应预留孔中。然后,对电动机中心线进行校正。校正无误后,在各孔内第二次浇注混凝土。待混凝土养护期满,强度符合要求后再上紧各螺母。

图4-1 安装电动机的混凝土座墩
a)直接安装方式 b)槽轨安装方式
图4-1b是另一种电动机安装形式。它不是把螺栓直接埋入混凝土中,而是在座墩上先安上槽轨,再把电动机安装在槽轨上。采用这种安装方式,电动机可在槽轨上移动。同时,槽轨表面经过加工,平整性也较好,为电动机安装时的校正和调整带来了方便。
混凝土座墩的尺寸应与电动机大小配合。从图4-1a的尺寸看,座墩高H不应小于150mm,B和L的值比电动机底脚应大出100~150mm,整个座墩重量不应小于电动机重量的1.5~2.5倍(混凝土每立方米的质量为2200~2400kg)。
3.电动机安装时中心线的校正
如果电动机安装时中心线不准,会使机组在运行中产生振动、传动带滑脱或严重磨损、电动机和轴承发热、噪声增加等。电动机中心线校正是安装中的一项重要工作。
电动机传动方式不同,校正方法也不同。安装中,经常需进行中心校正的是带传动和联轴器传动。
(1)联轴器传动的电动机中心线校正 联轴器传动是直接传动方式,电动机与负载机械的轴在同一中心线上。连接两者的联轴器分为两半,两部分间用特制的螺栓连接。图4-2是联轴器传动典型结构。图中,两侧的半联轴器外径大小一致,安装时两者端面间留有适当间隙。在一侧的半联轴器上,专用螺栓被螺母拧紧,固定在锥孔内;另一侧的半联轴器上与螺栓对应的孔较大,螺栓通过特制橡胶垫圈与孔壁接触,以减小运行时的振动。由此可见,联轴器传动,实际上是电动机轴通过联轴器螺栓拨动从动机械轴旋转的过程。
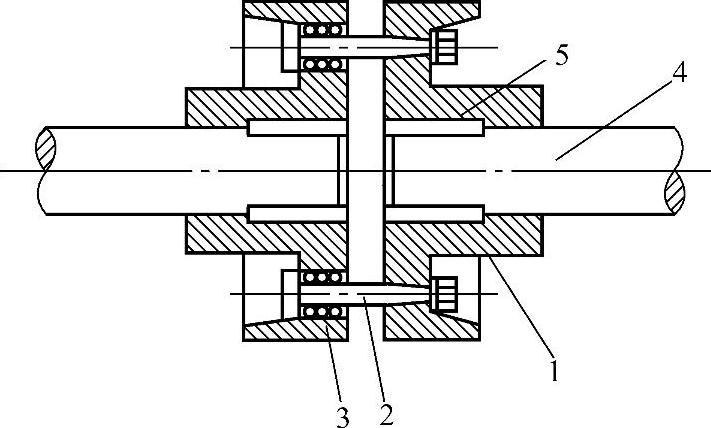
图4-2 联轴器传动典型结构
1—半联轴器 2—锥形联轴器螺栓 3—橡胶垫圈 4—轴 5—键
由上述可知,联轴器传动校正中心线的目的是使电动机和被拖动机械的轴线重合。通常采用以下方法进行校正。
1)用钢直尺和塞尺校正。这种方法是生产实践中广泛采用的简便校正法,适用于精度要求不太高的中小型电动机安装。它是根据两联轴器外径相等、外圆面和端面均光滑平整这一条件,通过把两边的半联轴器外圆面对齐、端面对正来校正两者轴线的。
校正时,首先把电动机用螺栓放在机座上,使电动机和负载机械两侧的半联轴器基本对准(这时不装联轴器螺栓),然后把电动机底脚螺母均匀地稍稍上紧。旋转半联轴器,把拆卸时留下的记号对准(新安装者无记号)。然后像图4-3那样,用钢直尺的一边(或钢锯条的背面)靠在联轴器外圆面上,在对面用手电或工作灯照着,观察缝隙的漏光情况。这时可能有以下几种情况:(https://www.xing528.com)
①如图4-3a所示,钢直尺在两联轴器上靠得很紧密,观察不到尺与外圆面间有缝隙。进一步转动电动机侧半联轴器(负载侧半联轴器不动),每转过90°用钢直尺靠近一次,若靠近4次均结果相同,说明两侧轴线已重合,中心线已校正。
②如图4-3b所示,钢直尺与一侧联轴器表面靠紧,而与另一侧联轴器表面有一均匀缝隙,这说明两轴线间存在径向偏差。可使用塞尺测出钢直尺与外圆面间隙的大小。测得间隙值后,应区别情况进行校正。当间隙出现在联轴器上方,说明一侧中心偏高,应适当增减电动机前后底脚的垫片厚度来校正;当间隙出现在联轴器侧面,说明轴线在水平方向偏移,可用锤子轻敲电动机底座使之对正。
③如图4-3c所示,钢直尺只能在两侧半联轴器的两个点上靠紧,存在不均匀的缝隙。它说明两侧轴线在轴向和径向均未对正,需在上下和左右两方面对轴线进行校正。
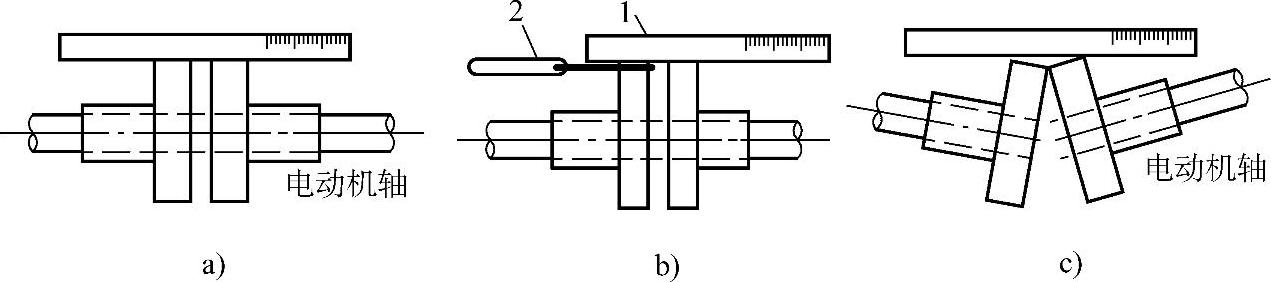
图4-3 用钢直尺校正中心线
a)钢直尺与两联轴器靠紧 b)钢直尺与一侧联轴器靠紧 c)钢直尺与联轴器上的两个点靠紧
1—钢直尺 2—塞尺
应当指出的是,在电动机底脚垫片较多,尤其是薄垫片有变形时,垫片之间的间隙对校正的影响就不容忽略。这时,若不把底脚螺母均匀上紧,校正结果就不能反映真实情况。因此,每次用钢直尺和塞尺进行测量时,都应是在底脚螺栓按对角顺序均匀上紧后进行。测量后,松开底脚螺母,根据测量结果进行调整,再次上紧螺母检查调整结果,如此反复,直到符合要求。
2)用测微规及百分表校正。钢直尺和塞尺校正的方法较简单,使用工具少,缺点是精度较低。在精度要求较高的场合,可采用专用的校正工具来校正中心线。图4-4是用测微规校正中心线的情况。测微规分为两部分,分别固定在两轴上。校正时,同时转动两轴,在上、下、左、右四方用塞尺测量a、b两个尺寸,测得径向间隙分别为a1、a2、a3、a4,轴向间隙为b1、b2、b3、b4。四个方向a和b值分别相等,即说明中心线已校正。否则,应移动电动机左右位置或改变垫片厚度来使之相等。实际校正时,可以允许a和b值有0.08~0.1mm的偏差。
图4-5是用测微规校正中心线的另一种方案。图中把调节螺钉改为百分表。这样,转动两轴时即可在百分表上直接读出间隙变动值,提高了测量精度。测量时,若只有一只百分表,可在测定四个a值后,再拆下表装到轴向测定b值。
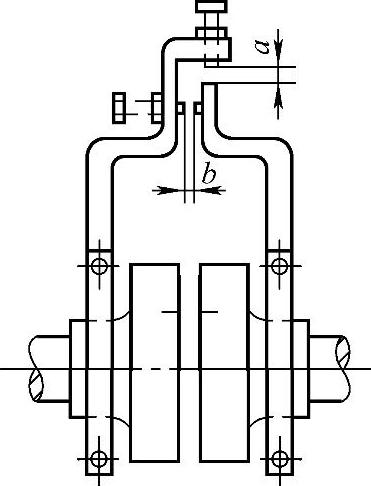
图4-4 用测微规校正中心线(一)
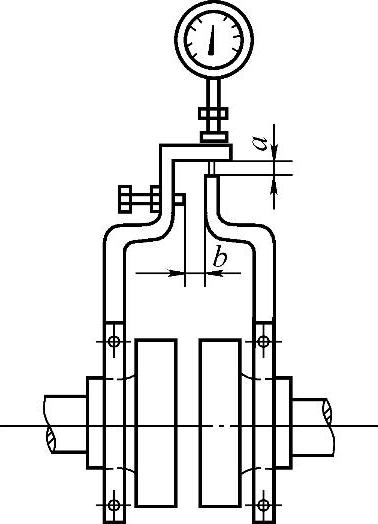
图4-5 用测微规校正中心线(二)
(2)带传动的电动机中心线校正 电动机转速与被拖动机械转速不同,就不能采用直接传动,而应采用带传动。带传动除可变速外,还具有传动简单、拆装方便、成本低的特点。尤其是在负载发生冲击和振动时,带能起到缓冲作用。因此,在金属加工机床上,电动机和工件之间多级传动的第一级多采用带传动。
带传动通常采用同步带和V带两种。同步带具有不打滑、传动精确、高转矩驱动、低噪声、长寿命等特点。V带是靠截面形状为三角形的带卡在带轮的梯形槽内来传动的。它不易打滑、带轮中心距较近、传动比也较大(可达10),但寿命较短。在多数机床电动机的拖动中,一般都使用V带传动。
从带传动的特点可知,对它中心线校正的目标是使两轴轴线平行。由于传动带具有缓冲作用,它的中心线校正要求比直接传动低。一般采用钢直尺、弦线进行校正即可。
当两个带轮处于上下铅垂位置时,可使用弦线和重锤来校正。校正方案如图4-6所示。图4-6a是将一段弦线两端栓上重锤,并挂在带轮的槽内。若轴线平行,则弦线在上、下轮旁所处的位置应相同(图中均位于第一槽边缘)。图4-6b是另一种校正方法,校正时,把弦线转过90°悬挂,若两轴平行、弦线紧靠两轮端面,应无缝隙。
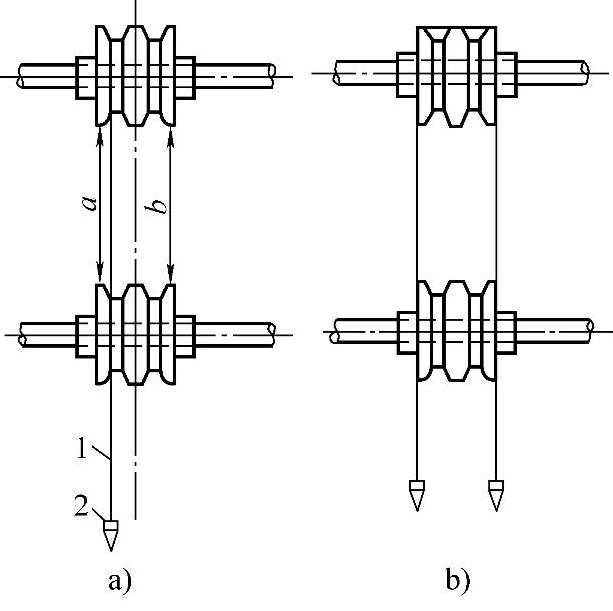
图4-6 两传动轴位于铅垂面内的校正
a)校正方案一 b)校正方案二
1—弦线 2—重锤
一般情况下,两轮中心线不在同一铅锤面内,两带轮宽度也可能不同。这时可使用图4-7所示的方法来校正。图4-7a的方案是用两根弦线(两端均绑有重锤)分别挂在需校正的两带轮中心线上。弦线长度应使重锤刚好指到地面,这时,用一根弦线去校正地面上重锤指出的4个点,校正后应使其成为一条直线。
图4-7b所示方案是用棱边为直线的木块或铁块(如型钢),顺轴方向搁在带轮上,并通过带轮中心线悬挂弦线。用一只眼睛瞄两个带轮的木块棱边和四根弦线,校正时,棱边应重合,四根弦线也应重合。
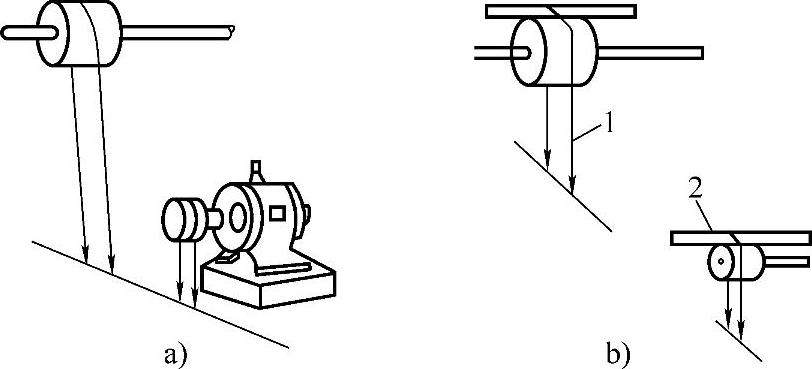
图4-7 不在铅垂面内的带轮校正
a)校正方案一 b)校正方案二
1—弦线 2—木条(铁条)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。