



1.编程器的使用
(1)编程器的操作面板 FX-20P-E型编程器的操作面板示意图,如图1-30所示。操作面板由液晶显示屏和键盘(功能键、指令键、元件符号键、数字键等)组成。液晶显示屏能同时显示4行,每行16个字符,其左上角是功能提示符,有以下几种提示符:R(READ)—读出;W(WRITE)—写入;I(IN-SERT)—插入;D(DELETE)—删除;M(MONITOR)—监控;T(TEST)—测试。
(2)编程器的编程准备 在进行编程之前,首先打开PLC主机上的插座盖板,用电缆把主机和编程器连接起来,接通主机后,编程器也就通电了;根据显示屏上光标的指示,选择联机方式或脱机方式;然后再进行功能选择。
1)编程功能:将PLC内部的用户程序存储器的程序全部清除,然后用键盘编程。
2)监控功能:监视元件动作和控制状态,对指定元件实行强制ON/OFF及常数修改。
(3)编程器使用步骤
1)RAM的清零。键盘操作顺序:RD、WR、NOP、A、GO、GO,则程序被清除。
2)写入程序。按WR,键输入指令、数据,按GO,每输入一条指令,都要按一次GO健,最后用END指令结束。
3)读出程序。按RD、STEP,键入步序号,按GO。
4)程序修改。读出需要修改的某条指令,用WR写入新的指令和数据,按GO键。
5)删除指令。读出需删除的某条指令,按DEL键,按GO键,该条指令被删除,步序自动减1。
6)插入指令。先读出某条指令,按INS键,输入准备插入的指令和元素号,该指令被插入,步序自动加一。
7)元件监视 元件监视是指监视指定元件的ON/OFF状态、设定值及当前值。操作步骤是:按MNT、SP,键入元件符号及元件号,按GO键。根据有无■标记,监视所键入元件的ON/OFF状态,按↑↓键,监视前后元件的ON/OFF状态。
2.PLC的基本指令系统
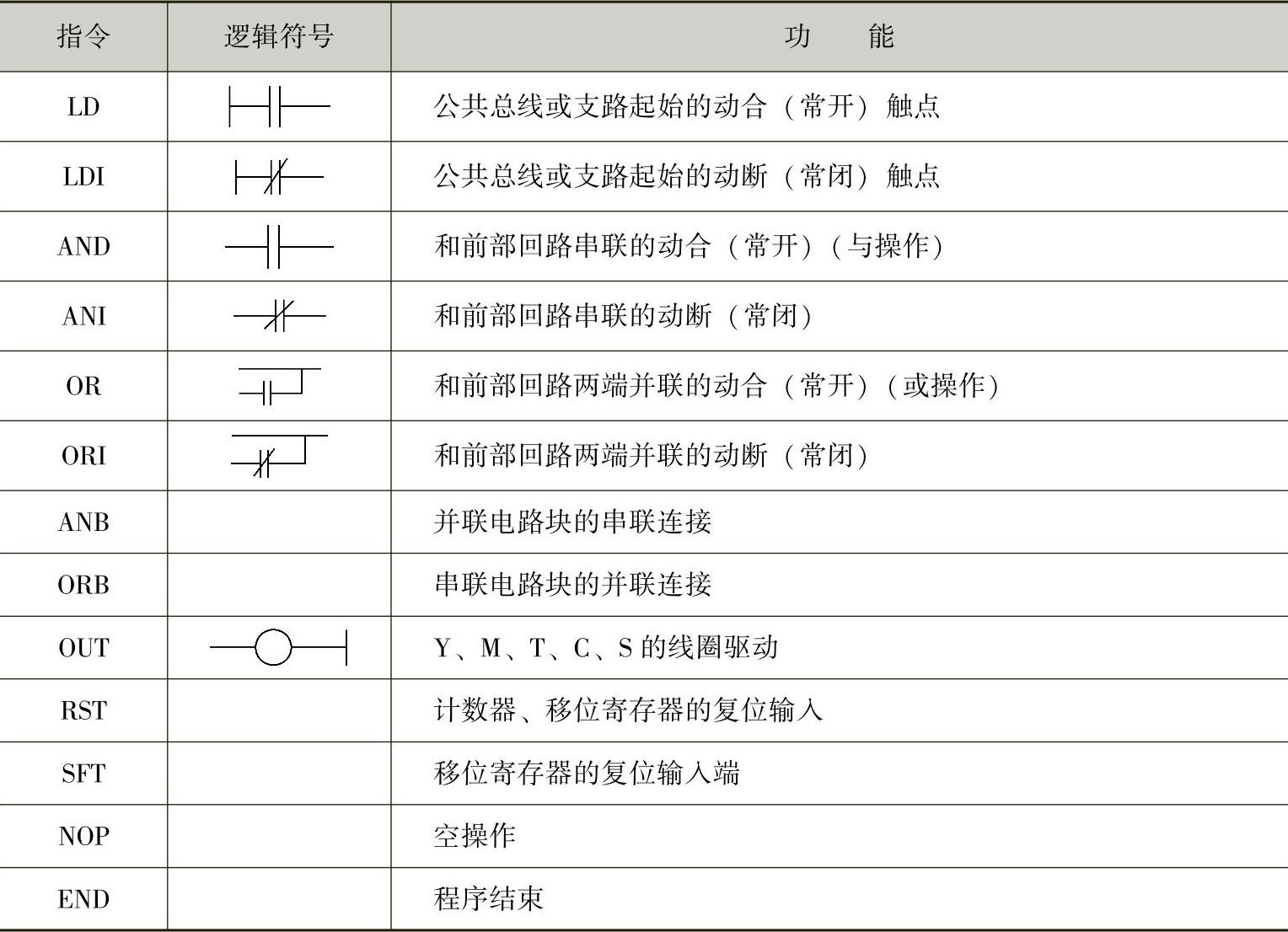
PLC产生的最直接原因是为了取代继电器控制,而梯形图则是从继电器电路图演变而来的。目的是使工程技术人员、现场电气维修人员感觉不到PLC与继电器控制有什么太大的区别。因此,80%以上的PLC制造商都采用了梯形图作为编程语言,通过PLC的指令系统将梯形图转变成PLC能接收的程序,由编程器将程序键入到PLC的用户存储区中去。PLC的基本指令主要包括与、或、非、定时器、计数器、移位寄存器等,其指令符号及各指令的功能见表1-9。
表1-9 F1系列基本编程指令
3.梯形图的使用规则
PLC的梯形图具有形象直观、逻辑关系明显、实用,是目前使用最多的一种PLC编程语言。在使用梯形图时应符合以下规则:(https://www.xing528.com)
1)每个梯形图由多个梯级组成,每个线圈可构成一个梯级,每个梯级可由多条支路组成,一个梯级最右边的元件必须是输出元件。
2)梯形图的执行过程是按照从上到下、从左到右的顺序执行。
3)梯形图中的继电器触点,可在编制用户程序时无限次地使用,既可常开又可常闭。
4)梯形图中输入触点和输出线圈,不是物理触点和线圈。用户程序的解算是根据PLC的输入和输出状态表的内容,而不是根据解算时现场的开关状态。
5)输出线圈只对应输出状态表的相对位置,不能用该编程元件直接驱动现场执行元件,该位的状态必须通过I/O模块上对应的输出晶体管开关、继电器或双向晶闸管,才能驱动现场的执行元件。
4.PLC简单编程举例(以FX2N—48MR型PLC为例)
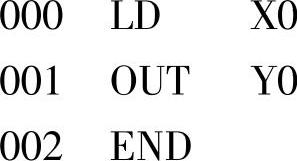
(1)起动线路 起动线路的梯形图如图1-31所示。当按下按钮X0,线圈Y0接通,松开按钮,线圈失电。程序如下:
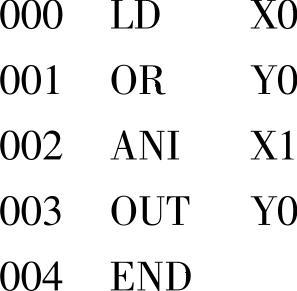
(2)起动—停止—自保线路 起动—停止—自保线路梯形图,如图1-32所示。当按下起动按钮X0,线圈接通,松开起动按钮,线圈仍获电。因为有自保触点Y0闭合,保持接通;当按下停止按钮X1,线圈失电。程序如下:
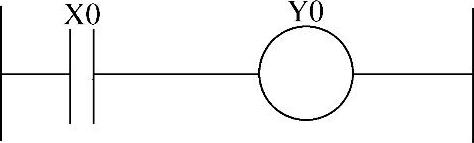
图1-31 起动线路梯形图
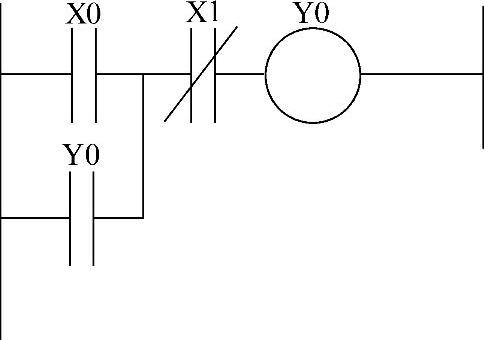
图1-32 起动—停止—自保线路梯形图
(3)前进—后退线路 前进—后退线路梯形图,如图1-33所示。前进、后退两个方向各有一个起动按钮,共用一个停止按钮。在换向前,必须设有按停止按钮X2,动断(常闭)触点Y2,Y1为互锁,防止两个输出同时接通而损坏设备。该线路也可用于低速/高速、上行/下行等控制系统中。X1、X3用于控制前进、后退。程序如下:
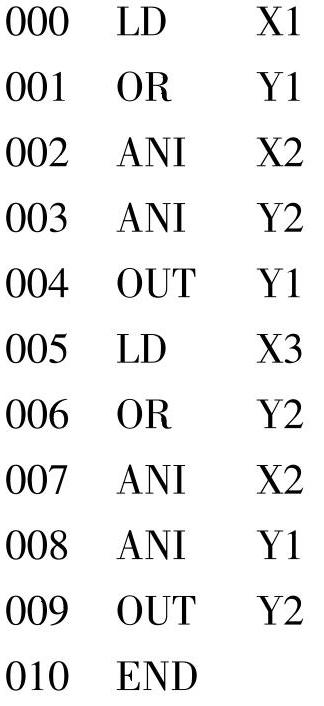
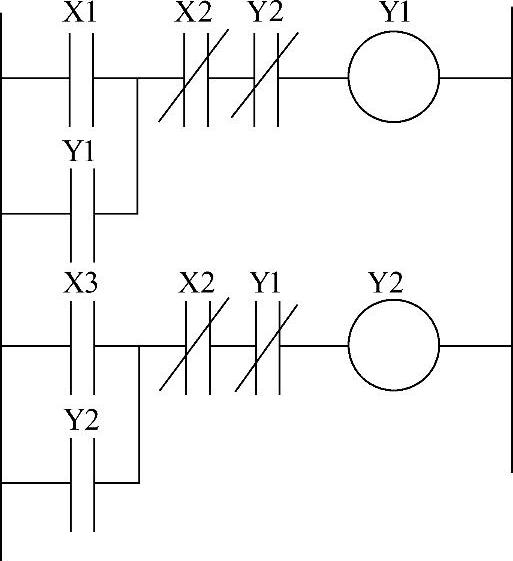
图1-33 前进—后退线路梯形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。