



【摘要】:有一条电镀生产线,结构示意图如图11-24所示,有4个工位,气动机械手在A位置抓取工件后到B、C、D共4个工位,在每个工位停留时间是1s,A、B、C、D,相邻2个工位中心之间的距离是400mm,机械手的移动有滚珠丝杠带动,滚珠丝杠的螺距是2mm,直流电动机直接与光电编码器和丝杠相连,光电编码器为1024线。系统的控制要求如下:图11-24 结构示意图①有手动和自动模式,在手动模式时,有上升、下降、右行和左行4个按钮用于调试。
【例11-7】有一条电镀生产线,结构示意图如图11-24所示,有4个工位,气动机械手在A位置抓取工件后到B、C、D共4个工位,在每个工位停留时间是1s,A、B、C、D,相邻2个工位中心之间的距离是400mm,机械手的移动有滚珠丝杠带动,滚珠丝杠的螺距是2mm,直流电动机直接与光电编码器和丝杠相连,光电编码器为1024线。机械手上有2个气缸,一个用于上升和下降的升降气缸,另一个用于抓取工件的手指气缸。系统的控制要求如下:
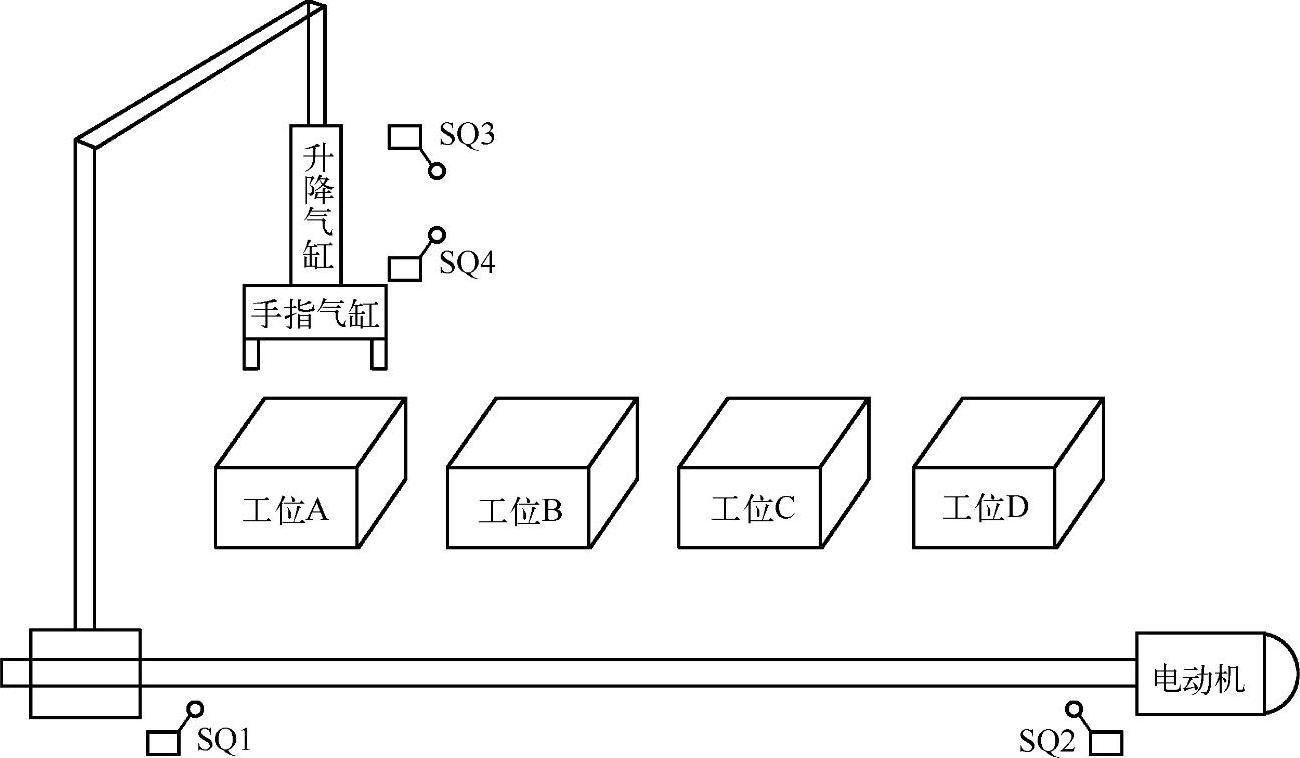
图11-24 结构示意图
①有手动和自动模式,在手动模式时,有上升、下降、右行和左行4个按钮用于调试。
②有复位按钮,当按下“复位”按钮时,气缸自动上行到上极限位置,电动机拖动机械手到左极限位置,复位完成,有指示灯闪亮,提示操作者。(https://www.xing528.com)
③设有暂停和急停按钮,压下“暂停”按钮,完成一个工作循环,机械手停止工作,而压下“急停”按钮,系统立即停止工作。
④当处于自动模式时,在初始位置A时,按下“起动”按钮时,工作过程如下:
手指气缸松开→升降气缸下降到下极限位置→手指气缸抓取工件,延时1s→机械手移动到工位B,延时2s→机械手移动到工位C,延时2s→机械手移动到工位D,延时2s→机械手移动到工位A,释放工件,延时1s→升降气缸上升到上极限位置,完成一个工作周期,之后如此往复循环。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。