



“伺服系统”源于英文“Servomechanism System”,指经由闭环控制方式控制一个机械系统的位置、速度和加速度。伺服的概念可以从控制层面去理解,伺服的任务就是要求执行机构快速、平滑、精确地执行上位控制装置的指令要求。
三菱公司是较早研究和生产交流伺服电动机的企业之一,三菱公司早在20世纪70年代就开始研发和生产变频器,积累了较为丰富的经验,是目前少数几家能生产稳定可靠15kW以上伺服系统的厂家。三菱公司的伺服系统是日系产品的典型代表,它具有可靠性好、转速高、容量大、相对容易使用等特点,而且还是生产PLC的著名的厂家,因此其伺服系统与PLC产品能较好地兼容。在加工设备、自动生产线、印刷机械、纺织机械和包装机械等行业得到了广泛的应用。以下用三菱伺服系统为例进行介绍。
1.控制系统的接线
伺服系统选用的是三菱MR系列。伺服电动机和伺服驱动器的连线比较简单,伺服电动机后面的编码器与伺服驱动器的连线是由三菱公司提供的专用电缆,伺服驱动器端的接口是CN2,这根电缆一般不会接错。伺服电动机上的电源线对应连接到伺服驱动器上的接线端子上,三菱MR-E-A伺服系统的硬件连接示意图如图8-46所示,图中断路器和接触器是通用器件,只要符合要求的产品即可,电抗器和制动电阻可以根据需要选用。
接线图如图8-47所示。本伺服驱动器的供电电源可以是三相交流220V,也可以是单相交流220V,本例采用三相交流220V供电,伺服驱动器的供电接线端子排是CNP1。PLC的高速输出点与伺服的PP端子连接,PLC的输出和伺服驱动器的输入都是NPN型,因此是匹配的。PLC的1M必须和伺服驱动器的SG连接,达到共地的目的。
【关键点】连线时,请注意PLC与伺服驱动器必须共地,否则不能形成回路;此外,三菱的伺服驱动器只能接受NPN信号,因此在选择PLC时,要注意选用NPN输出的PLC,西门子的S7-200系列的PLC目前只有一款(CPU 224XPsi)是NPN输出。若读者一定要选用PNP输出的PLC,则需要将信号进行转换,通常处理信号比较麻烦而且效果要差一些。
2.伺服电动机的参数设定
用PLC的高速输出点控制伺服电动机,除了接线比用PLC的高速输出点控制步进电动机复杂外——后者不需要设置参数(细分的设置除外),还必须对伺服系统进行必要的参数设置。参数设置如下:
①P0=0000,含义是位置控制,不进行再生制动。
②P3=100,含义是齿轮比的分子。
③P4=1,含义是齿轮比的分母。
④P41=0,含义是伺服ON、正行程限位和反行程限位都通过外部信号输入。
虽然伺服驱动器的参数很多,但对于简单的应用,只需要调整以上几个参数就足够了。
【关键点】设置完成以上参数后,不要忘记保存参数,伺服驱动器断电后,以上设置才起作用。此外,有的初学者编写程序时输入的脉冲数较少,而且齿轮比P3/P4又很小,发现系统运行后,伺服电动机并未转动,从而不知所措,其实伺服电动机已经旋转,只不过肉眼没有发现其转动,读者只要把输入的脉冲数增加到足够大,将齿轮比调大一些,就能发现伺服电动机旋转。
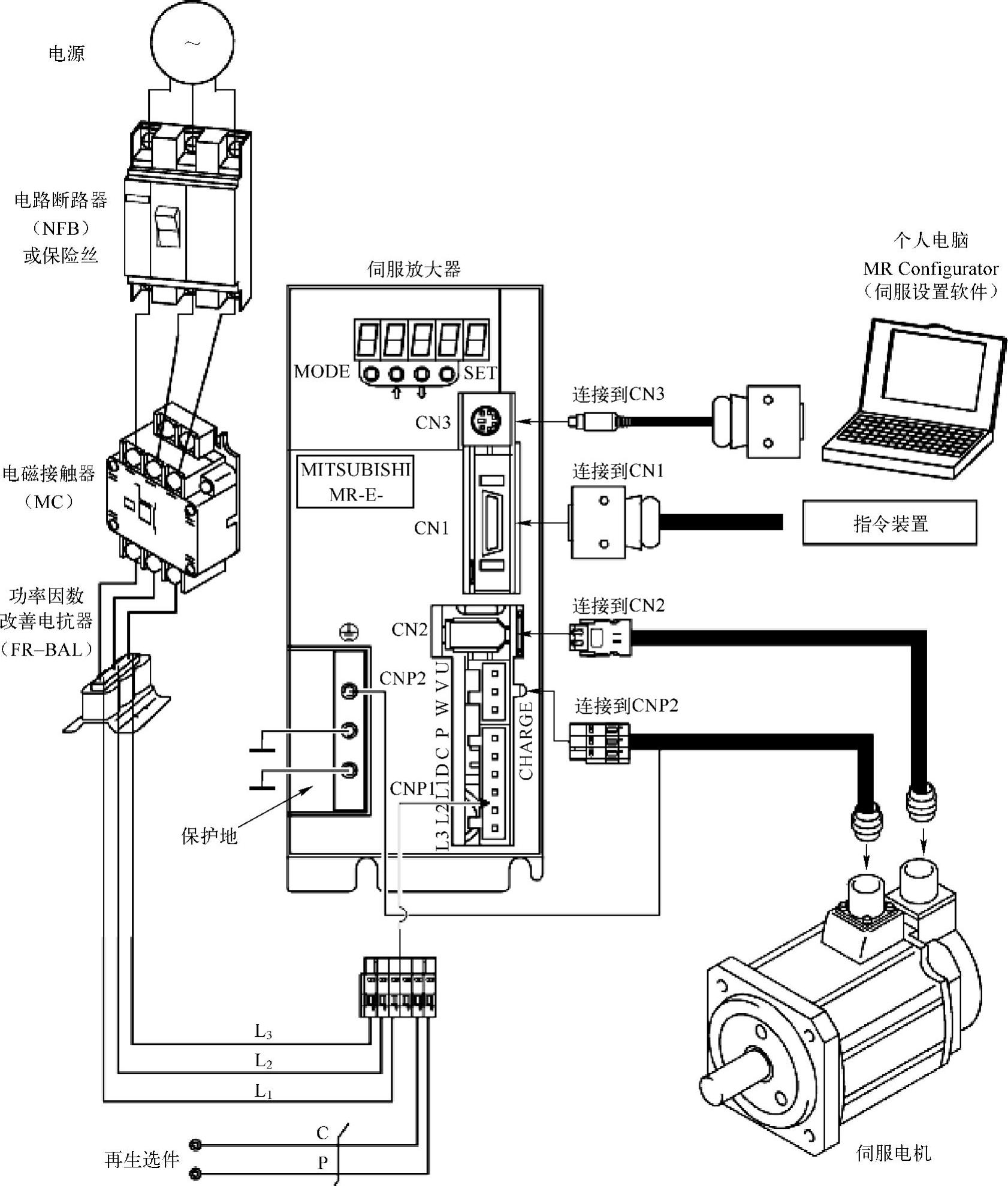
图8-46 三菱MR-E-A的硬件连接(https://www.xing528.com)
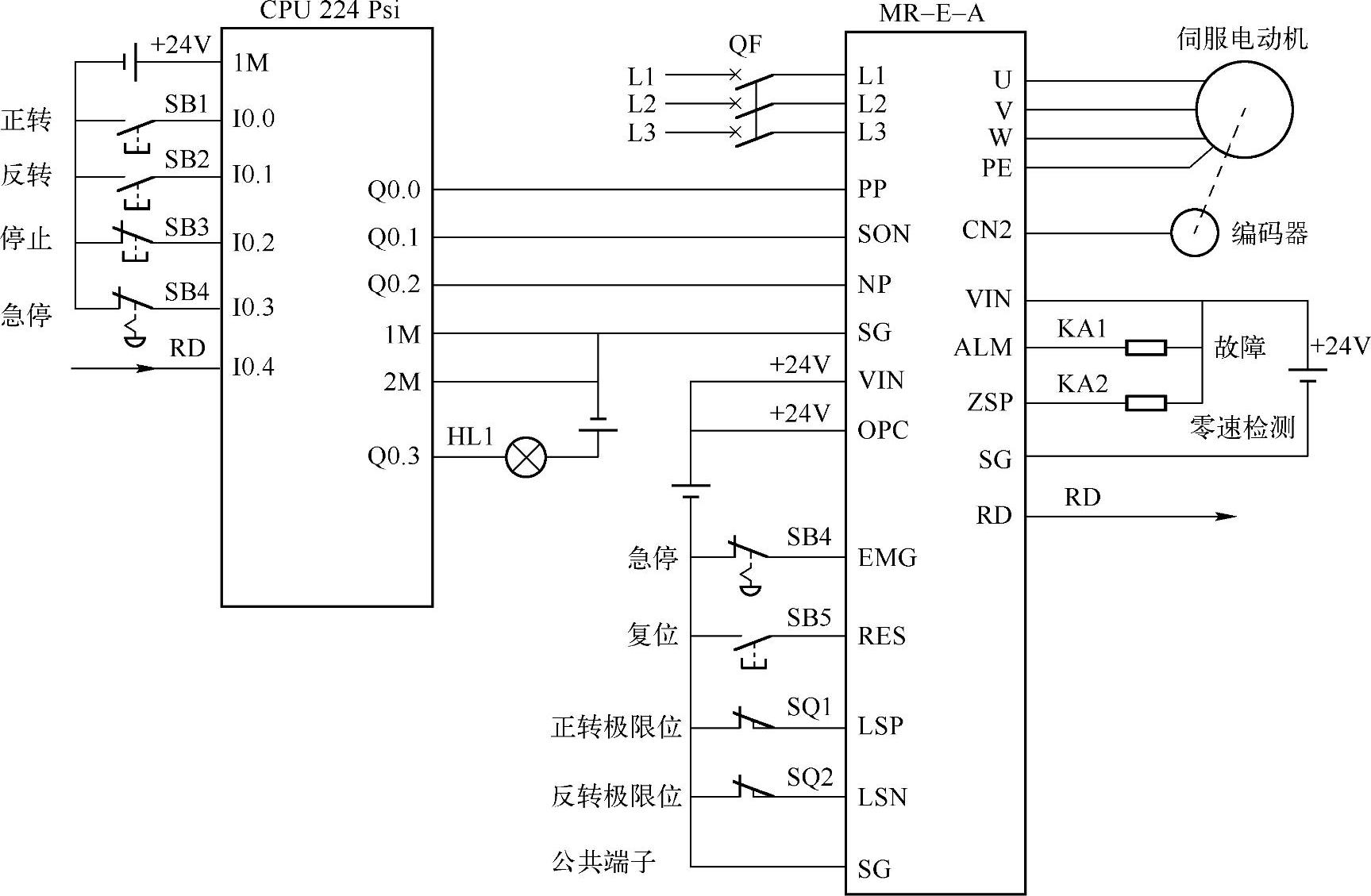
图8-47 接线图
在前面的章节中介绍了直接使用PLC的高速输出点控制步进电动机,其实直接使用PLC的高速输出点控制伺服电动机的方法与之类似,只不过后者略微复杂一些,下面将用一个例子介绍具体的方法。
【例8-8】某设备上有一套伺服驱动系统,伺服驱动器的型号为MR-E-A,伺服电动机的型号为HF-KE13W1-S100,是三相交流同步伺服电动机,要求:压下按钮SB1时,伺服电动机带动系统X方向移动,,压下按钮SB2时,伺服电动机带动系统X负方向移动,当压下SB3伺服系统停机,伺服系统正常运行时,灯闪亮。请画出I/O接线图并编写程序。
【解】
1)主要软硬件配置:
①1套STEP 7-Micro/WIN V4.0 SP9。
81台伺服电动机,型号为HF-KE13W1-S100。
③1台伺服驱动器的型号为MR-E-A。
④1台CPU 224XPsi。
2)控制程序的编写。用PLC的高速输出点控制伺服电动机的程序与用PLC的高速输出点控制步进电动机的程序类似,这里不作过多的解释,其程序如图8-48所示。当完成系统接线、参数设定和程序下载后,当按下按钮SB1时,伺服电动机正转,当按下SB3伺服电动机停转,当按下SB2按钮伺服电动机反转。
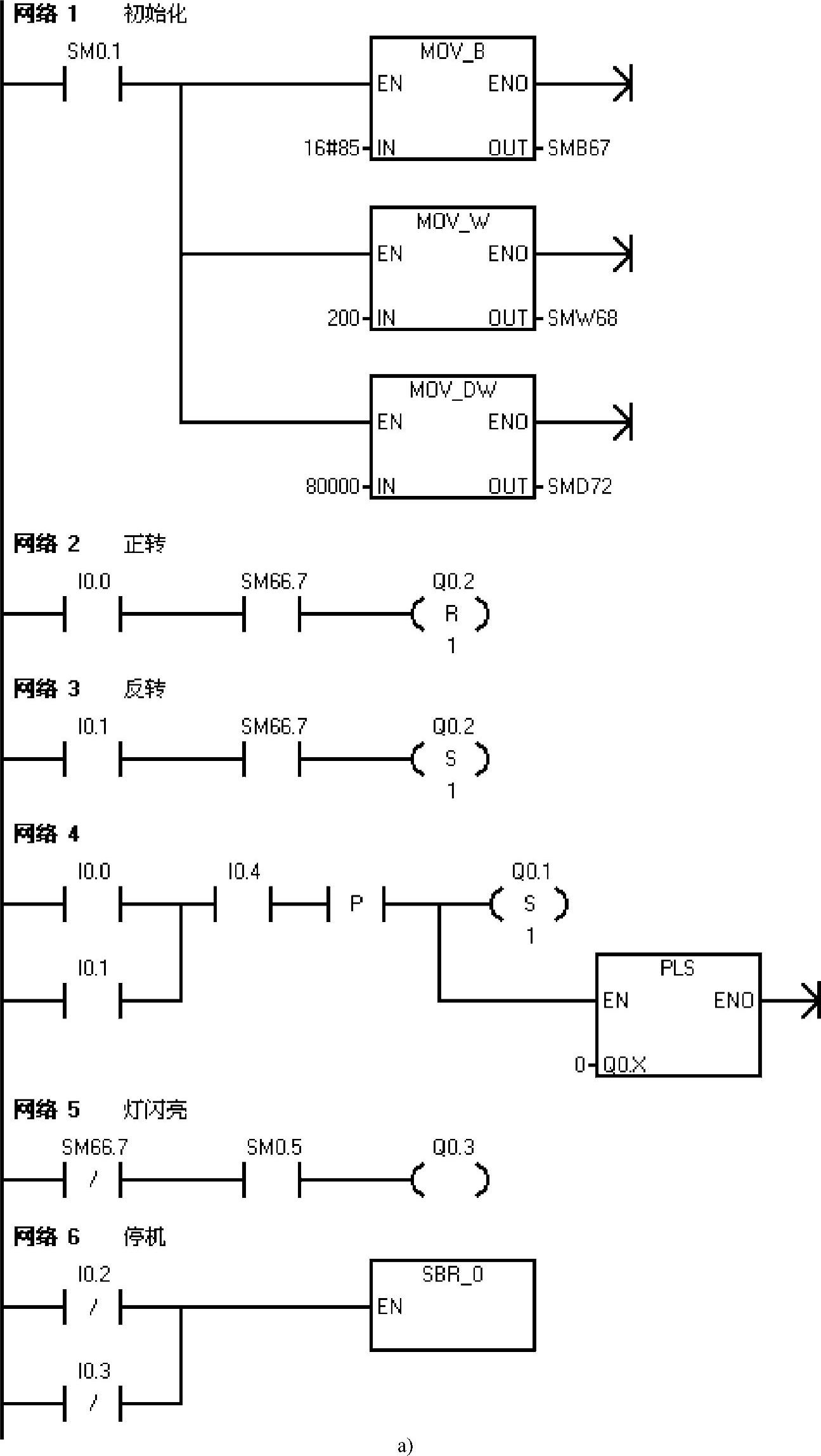
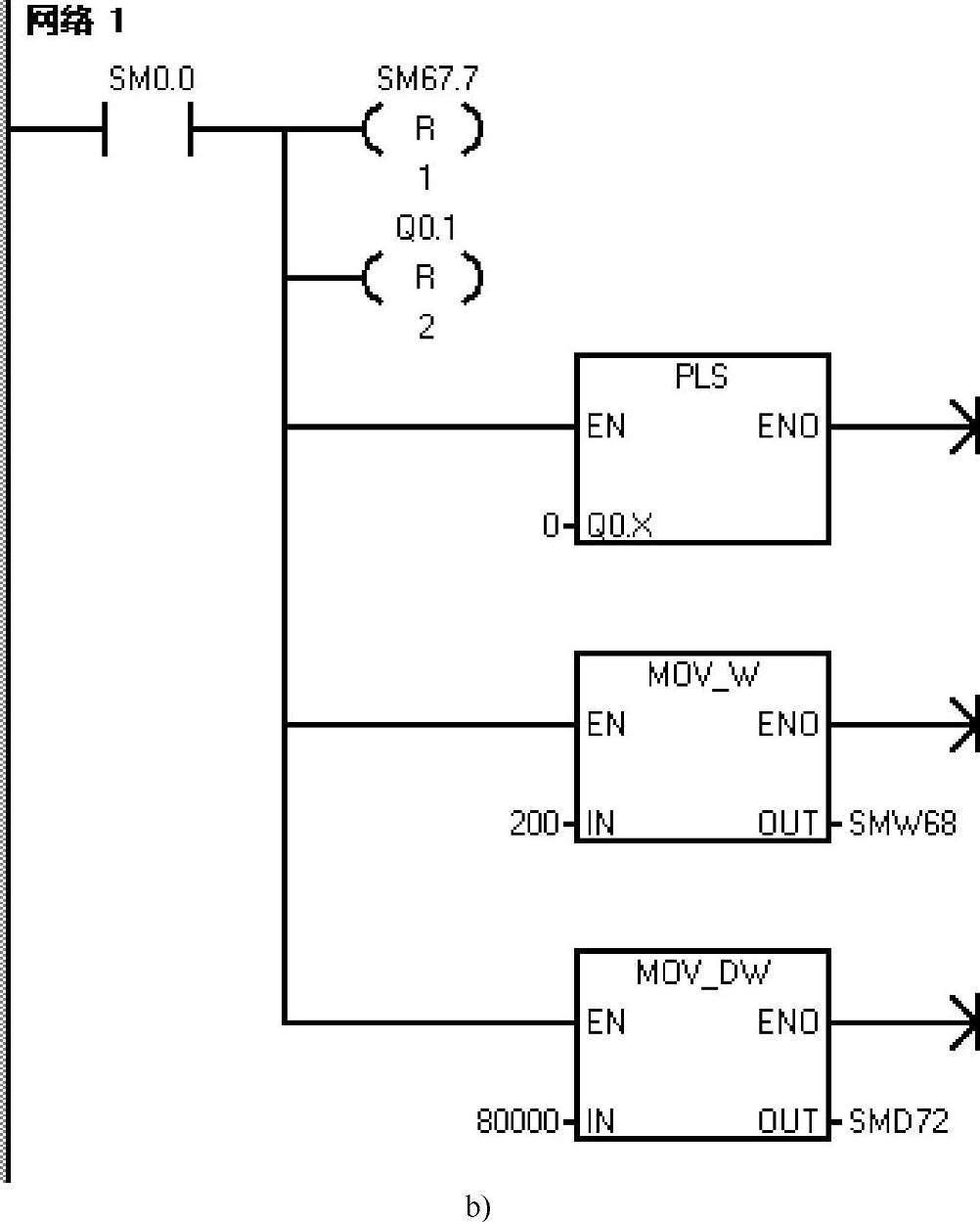
图8-48 PLC的高速输出点控制伺服电动机程序
a)主程序b)子程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。